Постоянно растущие требования к увеличению надежности, производительности и уменьшению размеров изделий привели к новым разработкам в области финишных покрытий для медных контактных площадок, а именно покрытий из химически осажденного палладия и автокаталитического золота (Electroless Palladium and Autocatalytic Gold, EPAG).
Цель данной статьи — исследование характеристик и надежности финишных покрытий EPAG, а также оценка надежности паяных узлов и металлизации, поскольку эти процессы являются одним из самых важных вопросов микроэлектроники. Кроме того, будут изучены промежуточные результаты покрытия палладием, в частности размеры получаемых зерен, которые также влияют на надежность финишного покрытия.
Структура палладиевого слоя исследуется методом дифракции обратного рассеяния электронов (EBSD) с помощью автоэмиссионной сканирующей электронной микроскопии после препарирования сфокусированным ионным пучком (FIB). Результаты исследования позволят узнать и оценить степень кристаллизации и плотность слоя.
Увеличение I/O‑выходов ведет к уменьшению площади контакта в поперечном сечении, а значит, к увеличению надежности пайки. Надежность паяных узлов может быть оценена с помощью испытания на высокоскоростной сдвиг (HSS). Для испытаний на этапе активации палладия используется полуавтокаталитическое золото под слоем иммерсионного палладия. Оба предварительно обработанных слоя сравниваются по величине достигнутой энергии сдвига, по которой также оценивается надежность паяного узла. Результаты теста на надежность оцениваются сразу после нанесения и после 16 ч выдерживания тестируемых образцов при температуре +175 °C.
Введение
В качестве нового решения для постоянно растущих требований рынка финишные покрытия палладий/золото, без нанесения подслоя никеля, вызывают все больший интерес. Благодаря малой толщине и свойствам получаемого слоя этот тип финишных покрытий имеет некоторые преимущества, особенно при использовании в СВЧ-платах и платах с высокой плотностью монтажа, где в случае использования покрытия ENEPIG возможно замыкание контактных площадок вследствие избыточной активации и осаждения никеля между ними.
Требования к СВЧ-платам также продиктованы необходимостью минимизировать потери сигнала, на которые влияет толщина и тип финишного покрытия. Покрытия палладий/золото и здесь демонстрируют некоторые преимущества перед ENEPIG, так как в них не используется никель, который может стать причиной потери сигнала из-за низкой проводимости.
Существует два разных типа финишных покрытий Pd/Au без никелевого подслоя, которые различаются последовательностью процесса нанесения. Первый тип — финишное покрытие Pd/Au, где палладий химически осаждается на предварительно активированную палладием медь. Второй тип финишного покрытия Au/Pd/Au — когда в качестве подслоя на медь наносится слой химического золота, а следом слой палладия. Этап активации палладием в процессе нанесения финишного покрытия EPAG относится к иммерсионному типу реакции, контроль его параметров особенно важен для обеспечения надежного контакта медь/палладий. Поэтому в статье особое внимание уделено химическому составу активатора и контролю процесса активации, а также его влиянию на финишное покрытие.
Цель этой статьи — показать влияние условий активации на формирование пустот между слоем химического палладия и меди, а также сравнить финишные покрытия Pd/Au и Au/Pd/Au на предмет возникновения дефектов, качества смачивания припоем и надежности самой пайки. Для того чтобы провести сравнение данных покрытий после теплового старения, будут также рассмотрены результаты разварки золотой проволокой.
Эксперимент и методы тестирования
Материалы и процесс
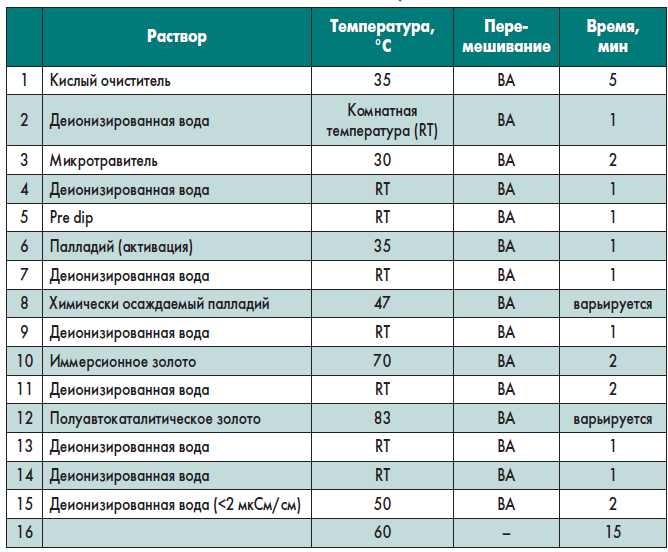
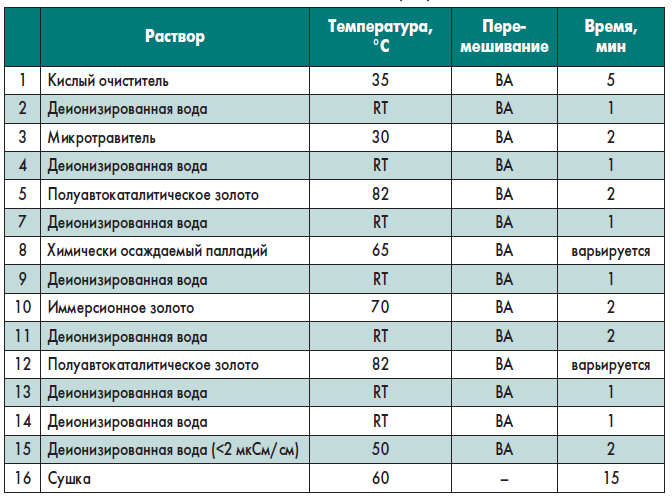
Все исследования проводились на образцах, где слои палладий/золото наносились на тестовые образцы в соответствии с технологической схемой, показанной в таблицах 1 и 2.
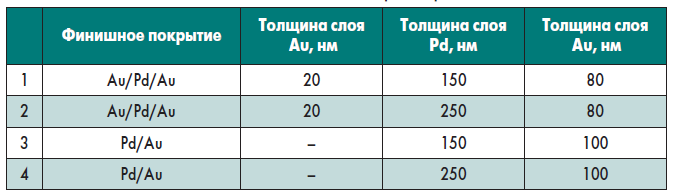
Толщина слоя измеряется с помощью аппарата рентгеновской флуоресценции (XRF) Fischer XDV-μ. Для того чтобы оценить влияние толщины наносимых слоев золота и палладия, было получено четыре образца с различными комбинациями финишного покрытия — два для Au/Pd/Au и два для Pd/Au. Толщина наносимого слоя для всех образцов представлена в таблице 3.
Для тестирования на смачиваемость использовалась паяльная паста Senju M31‑GRN360‑KV (LF), которая наносилась с помощью шаблона диаметром 1000 мкм и высотой 150 мкм. Оценка выполнялась с помощью оптического микроскопа фирмы Zeiss.
Для тестирования на высокоскоростной сдвиг (HSS) шарики припоя SAC 305 диаметром 450 мкм подвергались оплавлению. Пайка оплавлением производилась в соответствии с бессвинцовым профилем оплавления TSF6502 в печи оплавления Nitro 2100-400 в азотной атмосфере. Тест на сдвиг оценивается с помощью тестера Dage 4000 при высоте сдвига 20 мкм и скорости сдвига 0,9 м/с.
Разварка золотой проволокой выполнялась с помощью установки проволочного монтажа Kulicke & Soffa Iconn, использовались провода 23 мкм с разрывной нагрузкой 9,9g. Проверка надежности проводилась с помощью измерителя тягового усилия Dage 400 с картриджем WP100 при скорости тяги 500 мкм/с. Для каждого образца было сделано 100 соединений шарик-клин, параметры приведены в таблице 4.
Оценка кристаллической структуры межфазной границы Cu/Pd и слоя Pd проводилась на приборе FEI Nova Nanolab FIB.
Результаты
Влияние активатора
Как уже говорилось во введении, этап активации очень важен для процесса нанесения финишного покрытия Pd/Au, так как этот этап отвечает за свойства межфазной границы Cu/Pd. Поэтому необходимо тщательно отрегулировать настройки этапа активации и состав активатора. Раствор активатора составлен так, чтобы снизить до минимума растворение меди, что в свою очередь позволит уменьшить формирование межслойных пустот. Это достигается смещением pH в более щелочную зону и использованием химических добавок для контроля иммерсионной реакции меди. Добавки также помогают увеличить плотность осаждения зерен палладия, что обеспечивает более однородное покрытие палладием.
На рис. 1 показана схема влияния разных растворов активатора на осаждение палладия.
Поведение палладия в зависимости от pH может быть объяснено механизмами самой реакции. На данном этапе важны две реакции:
- Pd2++Cu → Cu2++Pd.
- 2Cu+4H++O2 → 2Cu2++2H2O.
Формула 1 описывает основную реакцию иммерсионного покрытия палладием: медь растворяется, при этом на ее поверхности восстанавливается металлический палладий. Более высокое значение pH позволяет лучше контролировать реакцию обмена, что ведет к более равномерному растворению меди.
Формула 2 описывает побочную реакцию. Медь растворяется с образованием воды из водорода и кислорода. Более высокое значение pH снижает коррозию меди, так как общая концентрация водорода (H+) также снижается.
Положительное влияние улучшенного раствора активатора подтверждается тем, что граница между слоями Cu/Pd более однородна. На рис. 2 показано изображение границы Cu/Pd с разными растворами активации, полученное с помощью сфокусированного ионного луча на приборе FEI Nova Nanolab FIB.
Как можно видеть, с улучшенным раствором активации палладия образование межслойных пустот значительно уменьшилось.
В таблице 5 показаны изучаемые финишные покрытия Au/Pd/Au и Pd/Au при разной толщине нанесенного слоя (в нм).
Как можно видеть, покрытие Au/Pd/Au сравнимо с Pd/Au при одной и той же толщине. Этот же вывод можно сделать и при большей толщине палладия (250 нм) и золота (100 нм), как видно в правой колонке таблицы 5. Это означает, что контроль этапа активации — важный процесс, напрямую влияющий на образование пустот.
Далее необходимо понять, как использование улучшенного состава раствора активации влияет на надежность получаемого финишного покрытия. Для этого слои Pd/Au наносились с использованием улучшенного состава активатора и сравнивались со слоями Au/Pd/Au с точки зрения надежности получаемых соединений. Затем были проведены испытания на смачивание припоем (испытание на растекание припоя), испытания на высокоскоростной сдвиг и испытание с разваркой золотой проволокой. Результаты тестов представлены в следующем разделе.
Надежность паяных соединений
Для теста на растекание припоя необходимо оценить угол смачивания (рис. 3). Результаты теста представлены на рис. 4.
Как можно видеть на рис. 4, значения углов растекания припоя для двух изучаемых финишных покрытий Au/Pd/Au и Pd/Au сравнимы между собой, и разницы в уровне смачивания финишного покрытия не наблюдается.
Это может быть связано с типом финишного покрытия. При этом все значения находятся гораздо ниже значений, которые были получены для финишных покрытий ENIG или ENEPIG (~18°). А значит, можно сделать вывод, что оба финишных покрытия с точки зрения смачиваемости припоем показывают хорошие значения.
Кроме смачиваемости, необходимо оценить надежность паяного соединения с помощью теста на высокоскоростной сдвиг. Для этого сравнивались значения предела прочности при сдвиге (рис. 5) и величины суммарной энергии сдвига (рис. 6) для обоих финишных покрытий — Au/Pd/Au и Pd/Au.
Как можно видеть на рис. 5, между обоими образцами не наблюдается никакой значительной разницы значений предела прочности. Величина суммарной энергии сдвига отражает деформируемость тестируемого образца. Как показано на рис. 6, значимой разницы между изучаемыми финишными покрытиями не наблюдается. Поэтому по результатам проведенного испытания можно заключить, что надежность паяного соединения для обоих финишных покрытий одинакова. Этот же вывод был сделан в публикациях [2, 3].
Разварка золотой проволокой
Тесты с разваркой золотой проволокой проводились как сразу после получения финишного покрытия, так и после 16‑ч выдерживания образца при температуре +175 °C. Помимо исследования прочности на отрыв, также оценивался характер разрушения. Результаты показаны на рис. 7, 8.
Типы разрушений (рис. 7, 8), встречающиеся у обоих финишных покрытий, — это дефекты в узких местах и в районе пайки, но таких дефектов, как отрыв клина и отрыв шарика, не наблюдается. Это означает, что адгезия проволоки к финишному покрытию хорошая для обоих покрытий Au/Pd/Au и Pd/Au для всех значений толщины слоя. Количественная оценка полученных результатов (рис. 7) показывает, что при толщине слоя палладия 150 нм и толщине слоя золота 100 нм прочность на отрыв одинакова для обоих изучаемых финишных покрытий. В то время как для толщины слоя палладия 250 нм и толщины слоя золота 100 нм это не так. Поэтому t‑критерий Стьюдента был получен с доверительным интервалом 95% (α = 5%) и t‑значением 1,96 (рис. 9).
Анализ рис. 9 и таблицы 6 подтверждает, что в применяемом доверительном интервале при толщине слоев 20/250/80 нм наблюдается значительная разница между покрытием Au/Pd/Au и другими покрытиями. Это указывает на то, что прочность на отрыв для данного покрытия при толщине 20/250/80 нм более низкая. А значит, при одной и той же толщине золота покрытие Pd/Au более предпочтительно для проведения разварки.
Результаты теста после термического старения образцов показаны на рис. 10 и 11.
Из рис. 10 и 11 можно сделать вывод, что в условиях термического старения оба финишных покрытия сравнимы по значению прочности на отрыв и по характеру разрушений.
Общее поведение финишных покрытий с разваркой золотой проволокой показывает то, что финишное покрытие Pd/Au будет более надежным при большей толщине слоя палладия.
Заключение
В статье сравнивалось поведение финишных покрытий Pd/Au и Au/Pd/Au с точки зрения формирования пустот, надежности паяных соединений с помощью испытаний на отрыв, сдвиг и разваркой золотой проволокой. Было показано, что химический состав и контроль процесса активации напрямую влияют на финишное покрытие и изменение химического состава активатора может привести к улучшению поведения финишного покрытия. Если изменить состав активатора и настройки процесса активации, то покрытие Pd/Au будет иметь преимущества по сравнению с покрытием Au/Pd/Au. Более того, изменением состава активатора можно уменьшить образование пустот в области контакта слоев меди и палладия.
Соответствующие испытания показали, что смачиваемость припоя и надежность паяного соединения сравнимы для обоих финишных покрытий. Кроме того, изучались результаты процесса разварки золотой проволокой — финишное покрытие Pd/Au продемонстрировало чуть лучшие результаты как сразу после получения финишного покрытия, так и после термического старения по сравнению с покрытием Au/Pd/Au.
Литература
- Huang Y. H., Yang S. P., Lee P. T., Kuo T. T., Ho C. E. Significant improvement of the thermal stability and electrochemical corrosion resistance of the Au/Pd surface finish through catalytic modification //Corrosion Science. 2019. Vol. 146.
- Nichols R., Ramos G., Taylor R., Schreier P., Heinemann S., Nelle S. The influence of intermetallic compounds, (IMC), on high speed shear testing, (HSS), with a specific interest in electroless palladium/autocatalytic gold (EPAG). IEEE. Japan, Kyoto, 2017.
- Huang Y. H., Hsieh W. Z., Lee P. T., Wu Y. S., Kuo T. T., Ho C. E. Reaction of Au/Pd/Cu and Au/Pd/Au/Cu multilayers with Sn-Ag-Cu alloy // Surface and Coatings Technology. 2019. Vol. 358.
Авторы
Сандра Нил (Sandra Nelle)
Дмитрий Волошин (Dimitri Voloshyn)
Петра Шрайер (Petra Schreier)
Дирк Тьюс (Dirk Tews)
Бритта Шафстеллер (Britta Schafsteller)
Густав Рамос (Gustavo Ramos)
sandra.nelle@atotech.com
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube
