Термогравиметрический анализ (TGA) измеряет изменения веса материала в зависимости от температуры (или времени) в контролируемой атмосфере. До сих пор этот метод использовался на этапе разработки бессвинцовой паяльной пасты. В настоящем исследовании тот же прибор предназначен для прогнозирования того, как долго паяльная паста может оставаться на трафарете, прежде чем высохнет и станет непригодной для дальнейшего применения.
На многих производствах паяльная паста долго остается на трафарете без использования. Это может происходить по разным причинам: перенастройка оборудования, недостаточный объем производства для непрерывной работы линии.
Некоторые химические вещества в пасте медленно испаряются даже при комнатной температуре. Это напрямую влияет на реологические свойства паяльной пасты и может привести к дефектам печати или забиванию апертуры трафаретов.
Усовершенствованные инструменты TGA способны моделировать процесс оплавления в различных атмосферных условиях. Паяльную пасту можно нагреть в азоте или в воздухе с разной скоростью потока газа над образцом. Анализ TGA показывает, что химический состав паяльной пасты по-разному реагирует на изменение атмосферных условий, а значит, оптимальный профиль нагрева в атмосфере азота может отличаться от профиля в воздушной среде. Нагрев паяльной пасты и определение ее характеристик поможет снизить количество дефектов на производстве.
Вступление
Прежде чем исследовать срок жизни паяльной пасты на трафарете, необходимо понять предназначение флюса и его роль в паяльной пасте. В химический состав флюса входят несколько функциональных групп, определяющих его характеристики.
При нанесении паяльной пасты критически важны ее реологические характеристики. Реология — это наука, которая определяет поведение потока и деформацию вещества. Паяльная паста представляет собой сложный состав из металлических частиц припоя и нескольких видов полимеров — от относительно простых, модифицированных канифолей до высокомолекулярных систем, растворителей, активаторов, реологических и многих других добавок, определяющих свойства пасты.
Сами по себе реологические добавки не определяют общую реологию паяльной пасты. Все составляющие композиции пасты вносят свой вклад в свойства продукта. После нанесения паяльной пасты начинается второй процесс — установка компонентов. Печатная плата перемещается в установщик компонентов, где полученный отпечаток паяльной пасты должен сохранять свою форму и позволять правильно размещать компоненты. Во время нанесения паста должна оставаться там, где нанесена, чтобы избежать образования перемычек и других дефектов пайки.
В этой части усадка и клейкость паяльной пасты представляют собой особенно важные характеристики.
Требуется достаточная сила клейкости, чтобы удерживать компоненты на своих местах во время транспортировки по конвейеру и в печи в процессе пайки. На следующем этапе, при пайке оплавлением, представляют интерес различные химические характеристики пасты. Во время нагрева вязкость будет изменяться. В ходе нагрева усадка паяльной пасты должна быть такой, чтобы паста не расползалась на соседние контактные площадки и таким образом не образовывала перемычек. Химический состав флюса должен предотвращать окисление контактных площадок и способствовать хорошему смачиванию в процессе пайки. При остывании паяного соединения флюс должен проводить тепло, чтобы обеспечить контролируемое охлаждение припоя.
Заключительный процесс — формирование паяного соединения, при котором остатки флюса должны быть косметически чистыми, безопасными и не препятствовать проведению контрольного электрического тестирования изделия и работе систем AOI.
В итоге флюсовая система имеет следующие функции:
- обеспечение гомогенной суспензии порошка;
- предотвращение окисления сплава и контактных поверхностей;
- обеспечение необходимых свойств текучести при нанесении;
- удержание частиц порошка припоя на месте после нанесения;
- обеспечение необходимой силы клейкости для удержания компонентов;
- обеспечение самовыравнивания компонентов в процессе оплавления;
- предотвращение повторного окисления сплава и контактных поверхностей в процессе пайки;
- обеспечение контролируемого процесса охлаждения.
Этот большой перечень требований к свойствам флюса содержит ряд противоречий. Оптимальные характеристики могут быть достигнуты только с использованием различных добавок в определенных концентрациях. Из-за испарения растворителей уже при комнатной температуре может разрушиться общая структура материала, что приведет к снижению характеристик паяльной пасты. Эффект, влияющий на время жизни пасты на трафарете, будет исследован в различных экспериментах, связанных с испарением растворителя.
Паяльная паста до нанесения
Прежде чем паяльная паста будет использоваться в принтере, она должна пройти критическую часть своего жизненного цикла. После изготовления пасты ее обращение, хранение и температура имеют решающее значение.
В данной статье мы предполагаем, что паяльная паста попадает в принтер в оптимальном состоянии. Это означает, что условия транспортировки и хранения соответствовали инструкциям производителя и паста была извлечена из холодильника за 24 ч до использования. Подготовка паяльной пасты крайне важна. Перед применением в принтере пасту необходимо хорошо перемешать. Не рекомендуется размешивать энергично, поскольку это может повредить ее. Необходимо дать банке/картриджу естественным образом прогреться до температуры рабочей среды. Не ставить на плиту, печь или на любые другие искусственные средства для нагрева. Это отрицательно скажется на характеристиках пасты.
Испарение растворителя
После вскрытия упаковки с паяльной пастой есть риск, что части химического состава флюса паяльной пасты начнут испаряться, вступив в контакт с воздухом и температурой окружающей среды. Первая часть этого исследования посвящена тому, чтобы понять, какой процент пасты испаряется при заранее определенных условиях.
Срок жизни пасты на трафарете и время сохранения клейкости (8 ч и более) требует выбора системы растворителей с чрезвычайно низкой летучестью при температуре окружающей среды. Даже без этого предварительного условия разработчику паяльной пасты приходится решать множество проблем при выборе правильной системы растворителей. Потому что, как и в случае с большинством других функциональных возможностей в химии, не существует такого вещества, как идеальный универсальный растворитель, когда речь идет о способности растворять значительное количество различных типов органических материалов, которые могут образовывать базу для флюса.
Паста может высохнуть на трафарете по нескольким причинам:
- испарение из-за летучих растворителей;
- слишком критичные параметры рабочей среды, такие как температура, влажность или мощность вентиляции;
- высокая активность флюса при комнатной температуре (слишком сильная система активации пасты).
Исследуется высыхание паяльной пасты, вызванное высокой температурой окружающей среды или наличием избыточной вентиляции, которая ускоряет испарение растворителя. Вязкость паяльной пасты трудно контролировать в среде с нестабильной температурой и влажностью.
Для того чтобы понять, сколько флюса испаряется на трафарете, было проведено два разных эксперимента. Первый включает исследование, в котором определяется зависимость количества паяльной пасты на трафарете и то, какое количество паяльной пасты подвергается воздействию внешней среды.
Во втором эксперименте было исследованы влияние потока воздуха и температуры в эксперименте Box Behnken с использованием прибора TGA.
Эксперимент 1
Для экспериментов было выбрано пять различных паст. Наносилось четыре различных вида отпечатков (рис.1), и измерялся вес каждого. После чего сравнивалась потеря веса каждого с эталонным образцом.
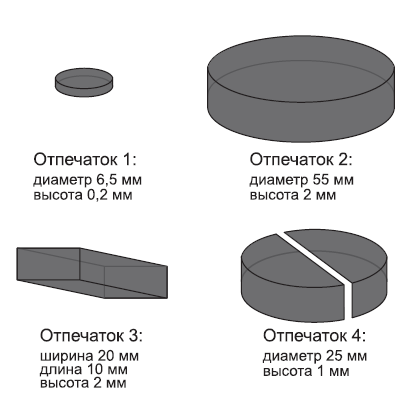
Чем больше флюс контактирует с воздухом, тем выше вероятность его испарения. Для всех отпечатков рассчитывается площадь на поверхности, контактирующая с воздухом. На рис. 2 отслеживается количество испарившейся пасты в зависимости от площади/ объема пасты.
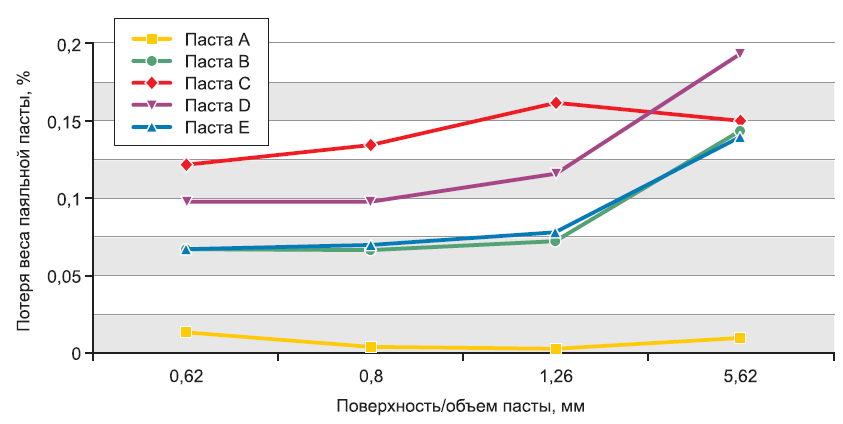
Исходные данные перечислены в таблице 1. Паяльная паста A имеет очень долгое время жизни на трафарете. Основная причина в том, что флюс, используемый для данной пасты, имеет очень низкую активизацию. Паяльные пасты B, D и E имеют одинаковый состав флюса, но разный размер частиц порошка припоя. Возможно, что порошок D менее окислен, в результате чего время жизни немного ниже, чем у двух других.
Эксперимент 2. Box Behnken
Следующий эксперимент был проведен с паяльными пастами A и D (таблица 2). Паяльная паста A имеет отличные характеристики времени жизни на трафарете. Для паяльной пасты D, обладающей превосходными паяльными свойствами, представляло интерес найти оптимальные условия, ограничивающие испарение растворителя во время нахождения пасты на трафарете. Для эксперимента использовался инструмент «термогравиметрический анализ», который нагревает образец и очень точно измеряет потерю веса с течением времени.
Box Behnken — эксперимент для квадратичных отношений. Данный метод используется потому, что некоторые параметры могут не иметь линейной зависимости. Этот тип эксперимента дает формулу, которую можно использовать для прогнозирования испарения в различных условиях.
В эксперименте предусмотрено три различных параметра на трех уровнях:
- масса образца паяльной пасты;
- температура;
- поток воздуха.
Анализ показывает, что для паяльной пасты А все факторы оказывают значительное влияние на скорость испарения (P < 0,05). Для паяльной пасты D масса образца больше всего влияет на скорость испарения, а температура и поток воздуха оказывают незначительное влияние.
Сравнивая две разные пасты на графике значений всех этапов эксперимента, можно видеть, что паста А более стабильна во всех условиях. Однако при невысокой температуре (до +32 °C) и минимальном потоке воздуха паяльная паста D соизмерима с пастой A.
Модель объясняет (R‑Sq) = 99% и 95% наблюдаемых вариаций и, следовательно, является веским предсказателем.
Испарение паяльной пасты A:
A = 0,035151–0,004148хM+0,004554хT– 0,001462хA+0,000046хM2+0,000049хA2–0,000027хMхT (%/ч).
Испарение паяльной пасты D:
D = 0,318151–0,014469хM+0,000128хM2 (%/ч),
где M — масса паяльной пасты, мг; T — температура, °C; A — поток воздуха, мл/мин.
Поскольку объем и поверхность паяльной пасты, подверженные воздействию воздуха, играют важную роль, как мы узнали в первом эксперименте, эти формулы справедливы только для небольших количеств пасты.
Влияние на реологию пасты
Прежде чем приступить к оценке испарения химического состава флюса, важно понять особенности процесса нанесения пасты. Во время печати паста раскатывается под давлением ракеля со скоростью до 100 мм/с и более. Для хорошего заполнения апертур паста должна наноситься за счет образованного валика, а не размазываться по трафарету. Когда все апертуры заполнены, во время отделения трафарета сила между отпечатком и стенками трафарета должна быть меньше, чем сила между внутренними слоями отпечатка и базовым материалом и сила сцепления внутри отпечатка.
Реология паяльной пасты — сложная наука, и ее нельзя упростить до одного показателя вязкости пасты. Вязкость зависит только от статических свойств паяльной пасты. Для динамических свойств (печать представляет собой набор различных уровней динамических напряжений) необходимо провести испытания на колебания. Испытание на колебания — это неразрушающий контроль, который определяет вязкоупругие свойства пасты.
При первом измерении определяются статические свойства паст. Вязкость определяется реометром с параллельными пластинами. Температура порядка +25 °C контролируется во время измерений. Кривая потока описывает соотношение между скоростью деформации сдвига и сдвиговым напряжением, приложенным к разным паяльным пастам.
Размер частиц порошка припоя и сплав влияют на реологию пасты. Для статистического анализа измеряют вязкость при скорости сдвига 6 с–1. Вязкость различных паст приведена в таблице 3.
Вязкость зависит от температуры. На рис. 6 показано влияние температуры на вязкость. Повышение температуры снижает вязкость до тех пор, пока температура не станет настолько высокой, что растворитель начнет испаряться во время измерения. С этого момента содержание металла увеличивается, что приводит к повышению вязкости.
Динамические свойства паяльных паст измеряются при изменении амплитуды. Во время этого измерения использовалась параллельная пластина диаметром 50 мм (шпиндель). Частота зафиксирована на уровне 1 Гц, температура +25 °C, зазор между пластинами 2 мм. График создается за счет увеличения колебаний напряжения сдвига. На графике можно определить не только вязкоупругую область, но и модуль накопления, модуль потерь и предел текучести паяльной пасты.
В линейной вязкоупругой области отклик пасты не зависит от величины деформации, и структура паяльной пасты остается неизменной. Паяльная паста обладает как вязкими, так и эластичными свойствами. Вязкие свойства идентифицируются как модуль потерь (G″), а упругие свойства — как модуль накопления (G′). Соотношение между двумя свойствами очень важно. Оно выражается как частное от G″ и G′ и определяется как коэффициент демпфирования (tanδ).
Во время хранения, транспортировки и после печати эластичные свойства паяльной пасты (модуль упругости) должны преобладать. Следовательно, tanδ должен быть <1. Высокое значение G′ обычно свидетельствует о высоком сопротивлении отслаиванию и оседанию. Обратной стороной высокого G′, однако, может быть зависание пасты на ракеле, ограниченная скорость печати, наклон и дефект «собачьи уши».
Предельное напряжение сдвига или предел текучести — это максимальное значение напряжения сдвига на кривой текучести, при котором паяльная паста все еще не перешла точку текучести. Это точка, в которой приложенные внешние силы (сила тяжести, ракель) превышают внутренние силы реологической структуры паяльной пасты.
Ниже предельного напряжения сдвига паяльная паста ведет себя эластично. Она больше похожа на твердое вещество. Она не деформируется — не разделяется и не усаживается. Чем выше предельное напряжение сдвига, тем прочнее реологическая структура и ниже тенденция к расслоению частиц припоя.
Для всех пяти паяльных паст была произведена замена колебаний. После трех дней хранения на трафарете при нормальной температуре окружающей среды это измерение было повторено. Результаты приведены в таблице 4.
Для всех паст (кроме пасты A) модуль упругости уменьшается после подсыхания. Это приводит к более высокому риску возникновения дефектов, таких как усадка. Предел текучести снижается для всех паст, что может увеличить количество дефектов во время печати. Более низкие эластичные свойства (предел текучести) могут привести к забиванию апертур трафарета, поскольку отпечаток пасты недостаточно прочен во время отделения трафарета.
Влияние на клейкость
Высыхание растворителя также влияет на клейкость паяльной пасты. Для удержания компонентов после их установки, а также удержания их на транспортной системе в процессе оплавления требуется определенная минимальная сила на отрыв. На то, чтобы компоненты оставались там, где установлены, влияют многие параметры:
- недостаточное количество паяльной пасты;
- манипуляция с платой (ускорение);
- поддержка платы (предотвращает коробление);
- сила клейкости паяльной пасты.
Время сохранения клейкости представляет интерес, поскольку регламентирует время между процессами нанесения пасты и установки компонентов, это важно, если размеры партии небольшие или средние (рис.8).
Из полученных данных видно, что пасты A и C теряют силу клейкости более чем через два дня. Химический состав паст B, D и E стабилен не менее 72 ч. Нет корреляции между количеством испаряющегося растворителя и силой и временем сохранения клейкости.
Эффект пайки оплавлением
Процесс пайки оплавлением может проходить как в инертной (азотной) среде, так и на воздухе. Азот предотвращает окисление металлических поверхностей и поэтому предпочтителен. Однако из-за дополнительных затрат на азот и типичных связанных с этим дефектов, таких как дефекты пайки типа «надгробный камень», большинство процессов все еще происходит в окружающей атмосфере.
Усовершенствованные инструменты TGA могут моделировать процесс оплавления в различных атмосферных условиях. Паяльную пасту можно нагреть в азоте или на воздухе с разной скоростью потока среды над образцом. Чтобы проиллюстрировать разницу между воздушным и азотным оплавлением паяльной пасты, были проведены следующие эксперименты. Все образцы были оплавлены в соответствии со стандартным профилем бессвинцового оплавления с 5‑мин сквозным оплавлением в TGA, который точно измеряет вес образца во время эксперимента.
В данных можно выделить две тенденции:
- На первом этапе (предварительный нагрев) паяльная паста быстрее испаряется в воздушной атмосфере.
- В зоне пика большие испарения в инертной атмосфере.
Очевидно, что окисление влияет на признанные тенденции. Из-за окисления образец набирает вес, что снижает скорость потери веса.
Паста А не показывает значительной разницы между профилем оплавления на воздухе и в азоте. В зоне пика есть небольшая разница, которая приводит к тому, что в конце процесса остается только 0,27% остатков для процесса с воздухом.
Однако паста C показывает, что окисление начинается уже при +170 °C — с этого момента вплоть до плавления порошка разница между воздухом и азотом увеличивается, и в итоге количество остатков возрастает на 0,33%.
План эксперимента
Для того чтобы изучить влияние испарения растворителя на оплавление, был принят план эксперимента со следующими параметрами:
- потеря веса: 0, 0,1, 0,2%;
- поток воздуха: 0, 15, 30 мл/мин;
- атмосфера: воздух — азот.
Для достижения 0,1% испарения пасты перед началом профиля нагрева оплавлением образец предварительно прогревали при +60 °C в течение 15 мин с потоком воздуха 25 м/мин. Время прогрева 0,2% составляло 30 мин.
Наблюдения в ходе предварительного нагрева
Зона предварительного нагрева представляет интерес, поскольку паяльная паста потеряла часть растворителей (из-за нахождения на трафарете) перед нанесением и пайкой. Площадь под производной потери веса (%/мин) является индикатором активности в этой части пайки. На рис. 11 показан расчет активности на разных этапах процесса.
Анализ показывает, что при пайке без азота существует значительное влияние потока в зоне предварительного нагрева. Как и ожидалось, активность снижается по мере того, как перед процессом пайки испаряется большая часть растворителя. Все параметры оказывают существенное влияние на активность, в том числе и взаимодействие между атмосферой (воздух против азота) и потоком.
Средний процент активности при предварительном нагреве составляет 25% для свежей паяльной пасты. Он уменьшается до 20%, когда паяльная паста теряет 0,2% своего веса. Графики основных параметров показаны на рис. 12.
При использовании азота в зоне пика активация выше. Более высокий расход воздуха дает большее окисление. В азоте скорость потока незначительна. Уровень активности 0,2% испарения флюса выше, потому что этот расчет представляет собой процентное изменение и, следовательно, вызван менее активированной частью предварительного нагрева.
Исследование смачиваемости
Последний эксперимент состоит в том, чтобы увидеть, насколько сильно испарение влияет на паяемость паяльной пасты. Поэтому паяльная паста наносилась на медный образец, не содержащий оксидов (защищенный пластиковым экраном). Паяльная паста наносится, затем с помощью микроскопа измеряется диаметр наплавленного припоя. После повторной пайки (в воздушной атмосфере) диаметр снова измеряют. Эксперимент также описан в методике IPC-TM‑650 2.4.45.
Паста А имеет очень небольшую потерю веса, но качество пайки оставляет желать лучшего. Чем выше активация, тем больше потеря веса. Пасты B, D и E обладают активным химическим составом флюса, что приводит к отличному смачиванию, но их потеря веса относительно высока.
Резюме
Как уже было сказано, флюс для паяльной пасты должен удовлетворять большому количеству требований, хотя некоторые из них и противоречат друг другу. А потому приходится идти на компромиссы, что объясняет большое разнообразие флюсовых композиций в паяльных пастах. Из исследования, представленного в статье, можно сделать ряд выводов относительно времени жизни пасты на трафарете:
- Для паст с разным химическим составом флюсов потеря веса различна.
- Даже при одинаковом химическом составе флюса скорость испарения может быть разной из-за степени окисления порошка.
- Некоторые флюсы более чувствительны к воздействию воздуха, чем другие.
Испарение зависит от массы паяльной пасты. Что касается пайки, эксперименты показали, что смачивание уменьшается, когда паста подсыхает. Это также показывает, что в пайке существуют значительные различия, из-за чего некоторые пасты подходят только для азотной атмосферы.
Термогравиметрический анализ — отличный инструмент, которым удобно пользоваться при изучении характеристик паяльной пасты в процессе оплавления. В сочетании с реометром характеристики паяльной пасты можно контролировать и использовать для статистического контроля процесса производства паяльной пасты.
Литература
1. Van Tiggelen-Aarden I., Westerlaken E. Thixotropy of Solder Paste Impacts Repeatability and Reproducibility of Rheometric Results. APEX, 2007.
2. Van Tiggelen-Aarden I., Westerlaken E. Thixotropy of Solder Paste Impacts Rheometric Results. Circuit Assembly, July 2007.
3. Dušek M., Hunt C. Rheology Testing of Solder Pastes and Conductive Adhesives. A Guide. NPL, 2002.
4. Lee N.-C. Reflow Soldering Processes and Troubleshooting. Newnes, 2002.
Автор: Герьян Дипстратен (Gerjan Diepstraten)
Перевод: Вячеслав Филиппов
Опубликовано Технологии в электронной промышленности №3’2021
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube