Обнаружить дефект рулевого колеса, сидя в водительском кресле движущегося автомобиля — не самая приятная ситуация. Вот почему в процессе производства принимаются особые меры предосторожности. Тщательно контролируемый процесс охлаждения пресс-формы для литья гарантирует, что при выпуске любой продукции её качество окажется на должном уровне. В данной статье мы расскажем, как с помощью интерфейсов Неизотермическое течение в трубах (Non-Isothermal Pipe Flow) и Теплопередача в твердых телах (Heat Transfer in Solids) пакета COMSOL Multiphysics можно оптимизировать режим охлаждения пресс-формы, используемой для изготовления полиуретанового рулевого колеса автомобиля.
Краткие сведения о производстве литьем под давлением
Метод литья под давлением, благодаря своей простоте и высокой производительности, а это важнейшие условия массового производства, является наиболее распространенным способом производства изделий из полимеров. Этот процесс был впервые запатентован братьями Джоном Уэсли и Исайей Хайатами (John Wesley and Isaiah Hyatt) в 1872 году. Во время Второй Мировой войны, когда возникла острая необходимость массового производства различных изделий в сжатые сроки, метод литья в пресс-формах получает широкое распространение и внедряется в различные отрасли промышленности. С тех пор выпуск товаров, произведенных литьем в пресс-формах, неуклонно возрастает при постоянно расширяющемся ассортименте используемых материалов.
Охлаждение готовых изделий занимает более 50% от общего времени литейного цикла и является важным этапом производственного процесса. Неправильный выбор режима охлаждения может стать причиной образования пузырей (областей вздутия на поверхности изделия), появлению «каверн» или «кратеров» (вдавленных областей в изделии) и короблению или скручиванию изделия. При ненадлежащем охлаждении продукция получается бракованной, а значит время, деньги и материалы, затраченные на ее производство, израсходованы впустую. Если учесть, что зачастую разнообразные изделия, изготавливаемые литьем под давлением (рулевое колесо автомобиля, например), несут важные функции, то следует признать, что производство брака таит в себе потенциальную опасность.

Моделирование охлаждения пресс-формы для литья
Мы выполнили моделирование охлаждения верхней половины рулевого колеса, изготовленного из полиуретана. Эти изделия отливаются в стальных пресс-формах, выполненных в виде блоков размером 50х50х15 см, внутри которых имеется два канала диаметром 1 см каждый. По каналам течет охлаждающая жидкость. Отметим, что характеристики и расположение каналов оказывает существенное влияние на режим охлаждения. В нашей модели средняя температура пресс-формы после подачи материала составляет 473 К. В качестве охлаждающей жидкости используется вода, движущаяся с объемным расходом 10 литров в минуту. Моделируется охлаждение заготовки в течение первых десяти минут после начала процесса.
В интерфейсе Неизотермическое течение в трубах (Non-Isothermal Pipe Flow) для описания течения жидкости в каналах охлаждения используются уравнения сохранения массы и импульса. Коэффициент гидравлического сопротивления рассчитывается по формуле Черчилля. Эти соотношения могут быть использованы как для ламинарного, так и для турбулентного потока при соответствующей настройке интерфейса.
Распределение температуры и характеристики теплообмена охлаждающей воды в канале рассчитываются с помощью интерфейса Неизотермическое течение в трубах (Non-Isothermal Pipe Flow), а в стальном блоке пресс-формы и полиуретановом изделии — с помощью интерфейса Теплопередача в твердых телах (Heat Transfer in Solids), который позволяет решать задачи сопряженного теплообмена. Отметим также, что в COMSOL Multiphysics 5.0 реализованы алгоритмы автоматического определения режима течения жидкости в трубопроводе (ламинарный или турбулентный) и выбора соответствующих соотношений для расчета падения давления и характеристик теплообмена.
Результаты
Через две минуты после начала охлаждения пресс-форма остается еще достаточно горячей. Перепад температуры между наиболее горячими и охлажденными областями пресс-формы достигает 40 К.
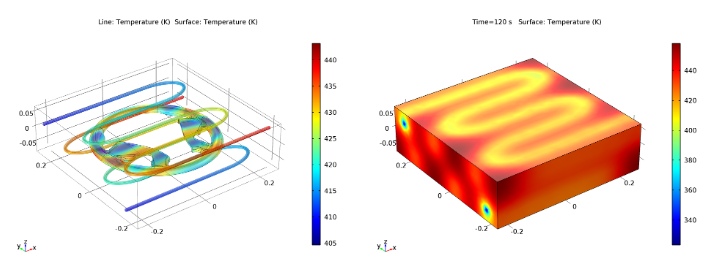
Через 10 минут распределение температуры в стальной пресс-форме стало более однородным, но сохранилась разница температур в 20 К между входным и выходным сечениями каналов охлаждения.
Программное обеспечение позволяет легко изменять различные параметры задачи, чтобы получить дополнительную информацию о процессе. Получив первые результаты, мы можем изменить расход охлаждающей воды, шероховатость внутренней поверхности каналов охлаждения, свойства материала пресс-формы или расположение каналов охлаждения внутри пресс-формы.
Как показывают результаты моделирования, замена стальной пресс-формы на алюминиевую существенно сокращает время охлаждения, то есть теплопроводность материала оказывает определяющее влияние на темп охлаждения заготовки. А вот увеличение расхода охлаждающей жидкости с 10 до 20 литров в минуту лишь незначительно сократило время охлаждения, тогда как увеличение шероховатости внутренней поверхности канала в 10 раз практически не сказалось на интенсивности теплообмена, но привело к значительному увеличению гидравлического сопротивления.
Дополнительные источники информации
- Выполните моделирование самостоятельно. Скачайте Модель охлаждения пресс-формы для литья (Cooling of an Injection Mold model)
#наука #физика #технологии #программы #численные методы #fem #comsol