Введение
При создании современной радиоэлектронной аппаратуры широко используется модульный принцип конструирования, который обеспечивает высокую технологичность на основе унификации и многофункциональности модулей СВЧ. Как правило, в модуль объединяются несколько устройств, следующих друг за другом, — например, защитное устройство, многокаскадный усилитель и т. д. Компоновка устройств в виде отдельных пеналов осуществляется в один корпус с перегородками, обеспечивая коммутацию отдельных узлов. После сборки функциональных узлов, их настройки и регулировки проводят герметизацию, соединяя корпус и его перегородки с крышкой.
Модули СВЧ-диапазона с общей герметизацией нашли широкое применение в аэрокосмической технике, средствах телекоммуникаций, мобильных устройствах управления и другой аппаратуре благодаря следующим достоинствам [1]:
- повышение уровня интеграции и плотности компоновки в 5–10 раз объединением электронных модулей, индикаторных, оптико- и электромеханических устройств, антенн в одном корпусе;
- одновременное применение тонко- и толстопленочных БГИС и микросборок СВЧ-диапазона, пленочной и печатной коммутации, корпусных электронных компонентов, не имеющих аналогов в микроисполнении;
- улучшение тепловых характеристик ввиду значительно большей поверхности теплоотдачи корпуса и возможности использования устройств искусственного охлаждения;
- ремонтопригодность, наличие доступа к регулируемым и подстраиваемым компонентам, внутриблочному монтажу, возможность замены микроплат;
- наличие общего экранирования и возможность реализации межплатного и внутриплатного экранирования;
- высокая надежность при наличии прямого внутриблочного монтажа, что исключает два-три структурных уровня электрических соединений и в 7–10 раз уменьшает длину пути электрического сигнала по сравнению с аппаратурой III поколения.
Развитие современной электронной базы требует от промышленности создания сложнопрофильных многофункциональных СВЧ-модулей с высокой герметичностью. Для решения такой задачи при конструировании модулей с отсеками внутри, кроме герметичности, необходима высокая радиогерметичность и длительный срок службы.
Методы герметизации
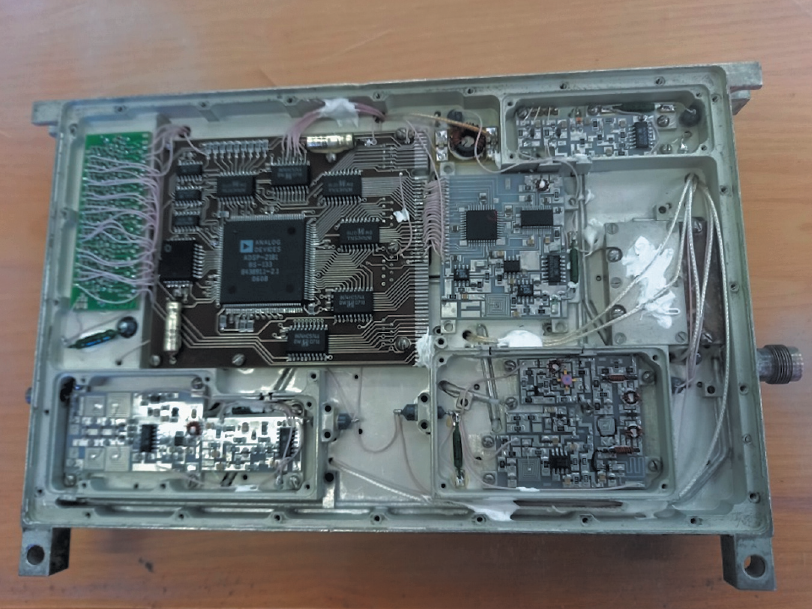
На рис. 1 приведен общий вид СВЧ-модуля, корпус которого изготавливается из сплава Д16Т или титана, покрывается химическим никелем и сплавом олово‑висмут, что обеспечивает хорошую паяемость и коррозионную стойкость. В настоящее время накоплен опыт различных способов герметизации корпусов СВЧ-модулей с учетом условий эксплуатации, конструкторских решений, применяемых материалов, покрытий, требований к электрическому монтажу. К ним относятся герметизация: клеевая, силиконовым кольцом и пайкой.
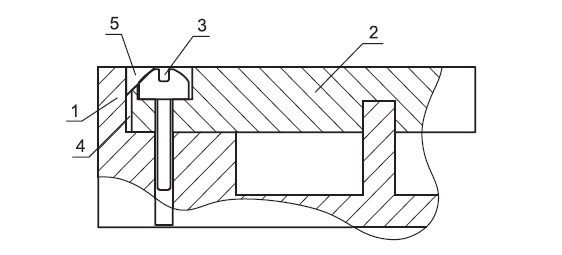
Клеевая герметизация используется на предприятии более 10 лет и предусматривает предварительную фиксацию крышки по периметру винтами и заливку зазора между крышкой и корпусом герметиками (рис. 2). Клеевая герметизация применяется для корпусов из сплава Д16Т, покрытых химическим никелем и сплавом олово‑висмут. Поверхности зазора предварительно обезжириваются и зазор заливают компаундом КТ‑2 (состав: смола марки К‑139, отвердитель УП-0633М, нитрид бора), затем выдерживают на воздухе с последующей сушкой.
На компаунд КТ‑2 наносят подслой, сушат и заливают герметиком ВГО‑1. Способ, состав и конструкция описаны в работе [2]. Учитывая многокомпонентность системы, в производстве опробован и испытан новый однокомпонентный герметик Виладекс 3102 (ТУ20.30.22-206-22736960-21019), представляющий силанизированный полиуретановый полимер с высоким относительным удлинением. Герметик имеет хорошую адгезию к олово‑висмутовому покрытию и устойчив к знакопеременным нагрузкам. Недостатком метода является то, что в конструкции необходимо иметь толстые стенки под крепеж винтов и их дальнейшую герметизацию. Кроме того, не обеспечивается радиогерметичность отсеков модуля.
Способ герметизации с помощью резиновых прокладок давно известен в технике и широко используется, так как он наиболее экономичен и не требует специального оборудования. Герметичность в соединениях достигается за счет упругих свойств резины, укладываемой в специальные канавки различной формы. Размеры и профиль канавки выбирают в зависимости от диаметра уплотнительного кольца. В работе [3] приведены различные варианты герметичных соединений.
В производстве нашел применение способ герметизации силиконовыми уплотнительными кольцами круглого сечения, выпускаемыми по ГОСТ 9833-73. На рис. 3 приведены посадочные места под кольцо диаметром сечения 3 мм, в соответствии с этим изготавливаются корпуса и крышки в форме квадрата с углами, у которых радиус скругления в несколько раз больше радиуса сечения кольца.
Такое решение предусмотрено для случая, когда уплотнительное кольцо изготовлено из кремнийорганического каучука (силикона) и обладает достаточной эластичностью, чтобы без потери свойств принять форму квадрата (многоугольника) со скругленными углами. На рис. 4 показана конструкция корпуса, крышки и уплотнительного кольца, детали изготовлены из алюминиевого сплава Д16 Т и покрыты гальваническим никелем и олово‑висмутом. Габаритные размеры корпуса СВЧ-модуля составляют 85х85х13 мм, а в качестве уплотнителя использовано силиконовое кольцо размером 075-080-30 (ГОСТ 9833-73). СВЧ-модуль, собранный на 20 винтах М210, сохранил герметичность после испытаний тепло-холод, повышенная влажность и вибрация.
Герметизация корпусов СВЧ-модулей пайкой — наиболее распространенный и известный метод, причем паяный шов может формироваться при локальном нагреве паяльником и общим нагревом, в производстве используются оба способа. Для локального и общего нагрева требуется различное выполнение элементов крышки и корпуса (рис. 5).
При локальном способе герметизации паяльником (рис. 5а) в зазор между стенками крышки и корпуса вставляют резиновую круглую либо квадратную прокладку марки ИРП, далее медную или стальную проволоку, покрытую олово‑висмутом, и запаивают шов по периметру припоем. Марку припоя выбирают в зависимости от условий эксплуатации и бароциклической прочности. Резиновое уплотнение препятствует проникновению паров флюса во внутреннюю полость модуля. Проволока служит для вскрытия паяного шва. Пайку и вскрытие модуля необходимо проводить при его предварительном прогреве до температуры +70…+80 °C. Недостаток метода — длительная технологическая операция сборки и пайки и невозможность обеспечить радиогерметичность внутренних отсеков.
Преобладающим и предпочтительным способом герметизации многосекционных конструкций СВЧ-модулей является технология общего нагрева сборки. На рис. 5б приведена многосекционная конструкция микросборки, в которой корпус (2) и крышка (1) изготовлены из сплава Д16Т, покрыты химическим никелем толщиной 18–24 мкм и сплавом олово‑висмут 15–21 мкм. Места соединения на корпусе и крышке предварительно облуживают соответствующим низкотемпературным припоем, прижимают с определенным усилием. Корпуса с габаритными размерами 70х120 мм паяют в специальной оснастке на терморегулируемой плитке. Микроблоки больших размеров паяют на специально разработанном устройстве [4]. В обоих случаях пайку производят в такой последовательности. Проводят быстрый нагрев до температуры плавления припоя в зоне соединения корпуса и крышки, при этом соединение находится под визуальным контролем оператора, который имеет возможность влиять на процесс формирования паяного шва путем флюсования и внесения дополнительного количества припоя. При выходе из строя элементов функционального узла аналогичным образом выполняют отпайку крышки, что обеспечивает многократную распайку микросборки. Следует особо отметить, что общий нагрев позволяет формировать качественные паяные швы не только по периметру, но и на внутренних перегородках, тем самым обеспечивая радиогерметичность.
Перспективным направлением является применение высокочастотной (ВЧ) пайки для герметизации корпусов микроблоков. Воздействие энергии электромагнитных колебаний позволяет осуществлять высокопроизводительный бесконтактный нагрев корпуса и крышки с помощью наведенных в них вихревых токов ВЧ, активировать припой и улучшить его растекание по паяемым поверхностям. Качество ВЧ-пайки зависит от следующих факторов [5]:
- высокой скорости и регулируемости нагрева деталей и припоя;
- избирательности и локальности ВЧ -нагрева для исключения повреждения электронных компонентов;
- равномерности нагрева паяемых деталей для создания оптимальных условий физико-химического взаимодействия на границе «припой — поверхность деталей».
Преимущества ВЧ-нагрева заключаются в следующем:
- нагрев создается вихревыми токами непосредственно в изделии;
- возможны высокая плотность энергии и короткое время нагрева;
- локализация нагрева в пределах обрабатываемой зоны;
- возможность нагрева в любой среде, включая вакуум или инертный газ;
- высокая экологическая чистота нагрева;
- возможность использования электродинамических сил для улучшения растекания припоя, перемешивания расплава металла и т. д.
Схема герметизации пайкой корпуса СВЧ модуля представлена на рис. 6. Для герметизации корпуса пайкой легкоплавкими припоями на его поверхность наносят многослойное покрытие: никель — 15 мкм, медь — 6 мкм, покрытие олово‑висмут толщиной 8–9 мкм.
Перед пайкой соединяемые поверхности подвергались горячему облуживанию припоем с помощью электрического паяльника мощностью 50 Вт. После облуживания паяемых поверхностей остатки флюса удаляли промывкой в горячей воде. В качестве источника высокочастотной энергии использовался высокочастотный ламповый генератор ВЧГ2-1/1 [6].
Корпус с герметизируемой ИС устанавливался в вырезанное окно в изоляционном основании (1), на корпус (2) надевалась крышка (3). После установки крышки подводился индуктор (4), на который подавалось напряжение ВЧ от высокочастотного генератора ВЧГ, и осуществлялся нагрев поверхностей крышки и корпуса. Для повышения эффективности ВЧ-нагрева использовался магнитопровод (5) из феррита. Время пайки определялось визуально, после расплавления и опускания крышки давалась выдержка 1–2 с. Паяное соединение крышки с корпусом осуществлялось за счет слоя предварительного лужения. Время ВЧ-нагрева регистрировалось секундомером. В процессе экспериментов измерялась температура нагрева микроплаты (7) и температура пайки с помощью термопары (8) и прибора ТРМ‑210. Напряженность электромагнитного поля внутри индуктора и внутри корпуса измерялась с помощью измерительной рамки (6) и электронного вольтметра ЭВ. Переключатель (9) коммутировал ЭДС, поступающую от измерительных рамок внутри и снаружи корпуса на вход ЭВ.
Надежность СВЧ-микроблоков определяется не только вышеперечисленными способами герметизации, но и оценкой уровня герметичности, обезгаживания и заполнения их защитной инертной средой. Уровень герметичности микроблока проверялся течеискателем ТИ1-50 и соответствовал значению 10–6 м3 Па/с. Все вышеперечисленные операции в производстве проводились с помощью устройства (рис. 7).
Устройство через резьбовое технологическое отверстие в крышке или стенке корпуса позволяет проверить герметичность, обезгазить, заполнить инертным газом и выполнить герметизацию отверстия винтом с уплотнительной прокладкой из индия или ВГО‑1.
Качество уплотнения проверяют устройством с помощью течеискателя, добавив в инертный газ 3% гелия. Устройство работает следующим образом. Фланец вакуумпровода через резиновое уплотнение (3) крепится к боковой стенке корпуса СВЧ-модуля, шток-отвертка (11) имеет на конце цангу (1), в которую вставлен винт с герметизирующей прокладкой (кольцо припоя ПОИн‑52). Шток-отвертка имеет вращательное и поступательное движение, обеспечивая герметизацию технологического отверстия. Через штуцер (5) производят вакуумирование, обезгаживание, проверку герметичности и напуск инертного защитного газа.
Присоединение устройства для контроля герметичности к испытуемому корпусу СВЧ-модуля показано на рис. 8.
Заключение
На предприятии опробованы и применяются практически все перечисленные выше способы герметизации многофункциональных мало- и крупногабаритных СВЧ-модулей. Накопленный опыт позволяет сделать вывод, что все способы герметизации обеспечивают герметичность на уровне 10–6 и 10–8 м3 Па/с и позволяют сохранять инертную газовую среду в условиях эксплуатации и складского хранения. Наиболее целесообразным является способ герметизации пайкой с общим нагревом, который обеспечивает герметичность и радиогерметичность. Использование несложной конструкции устройства позволяет объединить обезгаживание, проверку герметичности и заполнение инертной газовой средой.
Литература
1. Климачев И. И., Иовдальский И. И. СВЧ ГИС. Основы технологии и конструирования. М.: Техносфера, 2006.
2. Семенов Э. А. и др. Способ, конструкция и клеевая композиция для получения герметичного соединения корпуса и крышки электронного модуля. А. с. 2469063 RU. Опубл. 10.12.2012. Бюллетень № 34.
3. Соневицкий А. С., Жуков В. С. Способы герметизации крупногабаритных корпусов СВЧ-модулей // Электронная техника. Серия 2. Полупроводниковые приборы. 2019. № 4.
4. Дворянчиков В. Г., Шапошников О. А. Устройство для пайки. А. с. СССР 1263460. Опубл. 15.10.86. Бюллетень № 38.
5. Ланин В. Л., Емельянов В. А. Электромонтажные соединения в электронике. Технология, оборудование, контроль качества. Минск: Интегралполиграф, 2013.
6. Ланин В. Л., Грищенко Ю. Н. Герметизация пайкой корпусов микроблоков из диамагнитных сплавов // Технология и конструирование в электронной аппаратуре. 2018. № 3.
Авторы: Олег Шапошников
Владимир Ланин vlanin@bsuir.by
Впервые опубликовано в журнале ТВЭП, № 2’2022
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube