Часть 1
Металлическая печать на 3D-принтерах — это трендовое направление для многих современных компаний, занимающихся научными, медицинскими, военными разработками, аэрокосмическим производством, автомобилестроением, электротехникой.
Основные типы технологий
В аддитивном производстве металлических изделий выделяют две группы технологий металлической 3D-печати:
- синтез на подложке (Powder Bed Fusion) – выборочное плавление и отверждение нанесенного слоя порошкового материала под воздействием лазера. К ним относятся SLM, DMLS, DPM, LPBF, LaserCusing и EBM.
- прямой подвод энергии и материала (Directed Energy Deposition) – расплавление и отверждение порошка за счет его точечной подачи в зону расплава.

Сходство и различие SLM и DMLS
По сути все технологии синтеза на подложке, за исключением технологии EBM, абсолютно идентичны между собой и не имеют принципиальных отличий. Это разные названия одной и той же технологии, которая лежит в основе работы большинства представленных на рынке 3D-принтеров по металлу. А именно SLM – метод выборочного или селективного лазерного плавления.
На мировом рынке существует четыре ведущих производителя 3D-принтеров по металлу, работающих по этой технологии. Все они используют различные ее наименования, чтобы выделить свое оборудование среди аналогов и сделать его более привлекательным для покупателя.
Принцип действия SLM-печати
При 3D-печати металлами в качестве источника энергии используются мощные лазеры. Построение деталей происходит в вакуумной или инертной среде. Сырьем являются металлические порошки разной дисперсности.
Лазерный луч нагревает и расплавляет частицы порошка, способствуя их переходу в жидкое состояние. Расплавление частиц обеспечивает их соединение. Как правило, при печати с помощью SLM-технологии в кристаллической решетке металла возникают внутренние напряжения, объяснимые небольшим перепадом температур внутри рабочей камеры. Поэтому после снятия изделия с платформы требуется последующая обработка.
Алгоритм печати
3D-печать металлами, как и любым другим материалом, начинается с создания компьютерной 3D-модели в специальной программе для дизайна. С помощью USB-носителя готовый STL-файл передается на принтер со встроенным программным обеспечением. И там анализируется на предмет соответствия техническим возможностям устройства.
Файл обрабатывается программой-слайсером, которая режет объемную модель на плоские слои и корректирует шероховатости для достижения точности построения модели. После этого запускается цикл печати, который состоит из множества последовательно повторяющихся этапов построения отдельных слоев.
Давайте посмотрим, как выглядит этот процесс после предварительной подготовки на примере SLM-технологии.
- В закрытую камеру печати подают защитный инертный газ, обычно азот или аргон, до полного удаления кислорода. Данный этап необходим лишь для тех металлов, которые относятся к пирофорным: самовоспламеняющимся при контакте с воздухом. Это, например, металлические порошки титана и алюминия.
- Производится нагрев камеры и начинается построение модели. Порошок равномерно распределяется по платформе с помощью специального ролика, формируя слой толщиной 20-50 мкм. И сканируется лучом мощного лазера, который в зависимости от технологии либо расплавляет, либо спекает его частицы.
- После окончания работы над одним слоем процедура повторяется снова. Платформа опускается вглубь, на толщину нанесенного слоя, и поверх него наносится следующий. Так происходит до того момента, пока модель не будет построена полностью.
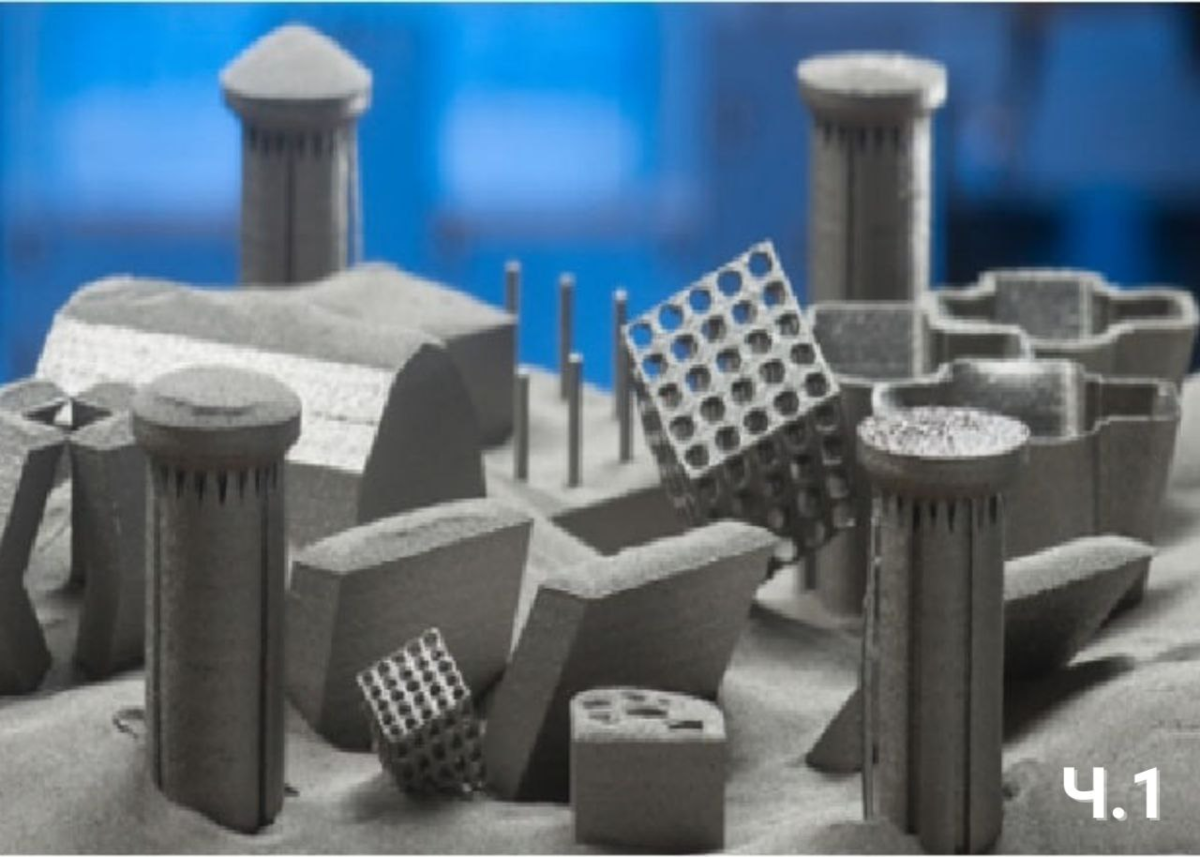
По завершению печати изделие извлекается из камеры, очищается от оставшегося после печати порошка и отделяется от плиты с применением механических способов: например спиливания или резки.
Как и при 3D-печати полимерными пластиками, для построения металлических деталей требуются вспомогательные поддержки. Они строятся из того же материала, что и модель, и закрепляют ее на платформе, предотвращая возможную деформацию конструкции из-за высоких температур. Поэтому после охлаждения изделие проходит еще один важный этап обработки – удаление поддерживающих структур. Это не всегда просто и требует немалых физических усилий.
Ниже расскажем еще об одном методе, который входит в группу технологий синтеза на подложке.
Технология EBM
Технология электронно-лучевого плавления отличается от предыдущей источником тепловой энергии: вместо лазера здесь используется электронный пучок. Он извлекает электроны из вольфрамовой нити в вакууме и ускоряет их проецирование на металлический порошок.
Алгоритм печати выглядит также, повторяя все описанные ранее этапы. Слой металлического порошка наносится на рабочую поверхность и расплавляется электронным лучом. После этого платформа для сборки опускается, и сверху наносится новый слой. Этот процесс продолжается до тех пор, пока модель не будет завершена полностью. Печать производится в вакуумной среде.
Несмотря на то, что данный метод также требует построения вспомогательных конструкций, которые крепят элементы изделия к платформе, у него есть свои плюсы:
- при печати не накапливаются внутренние напряжения, а значит не требуется постобработка в виде термического отжига для их снятия,
- полностью отсутствует пористость и плотность: изделия получается даже лучше, чем при изготовлении методом литья.
Данная технология используется, в основном, в авиакосмической и военной отрасли, а также в медицине – для создания имплантатов и протезов. Она принадлежит шведской компании Arcam.
Характеристики технологий синтеза на подложке
Исходные данные принтера
В оборудовании, работающем по данным технологиям, практически все параметры заложены производителем. 3D-принтеры применяются для производства небольших партий и ограничены по количеству печатных изделий, так как они крепятся к платформе с определенной площадью.
В стандартном 3D-принтере по металлу размер камеры для печати составляет 250х150х150 мм, в крупногабаритных устройствах с расширенным объемом печати площадь камеры достигает 600х600х600 мм. Обычно высота распределяемого слоя варьируется от 20 до 100 мкм и, как правило, зависит от композиции порошка и его свойств.
Выращивание металлических деталей требует построения поддержек. Поэтому при печати изделий учитываются издержки, связанные с затратой материала на вспомогательные конструкции.
Оставшийся металлический порошок после завершенного цикла печати может служить для повторного применения. Его просеивают, собирают в контейнер и при необходимости добавляют в устройство для печати.
Так поступают с нереактивными никелевыми сплавами, поскольку их частицы практически не меняют своей формы и свойств. Но не рекомендуется использовать повторно титановые и другие сплавы, которые являются пирформными и накапливают кислород. Данные порошки могут повести себя непредсказуемо даже в условиях повторной очистки инертными газами. Стоит помнить, что изделие высочайшего качества получают только из металлического порошка первичного использования.
Межслойная адгезия
Напечатанные металлом детали отличаются хорошими механическими свойствами благодаря высокой степени адгезии между слоями. Пористость изделий сводится к нулю (0,2 – 0,5%), особенно после конечной обработки термическим отжигом.
Напечатанные металлом детали более прочные и характеризуются большей гибкостью, чем изготовленные методом литья.
Вспомогательные поддержки и размещение деталей
В 3D-печати под термином поддержка понимают дополнительную опорную конструкцию из того же самого материала, что и сама модель. Как правило, поддержи строятся не в виде сплошных конструкций, а с решетчатым или сетчатым узором.
Назначение поддержек:
- служат основанием для построения первого слоя детали и более легкого ее отделения от платформы;
- равномерно закрепляют все элементы изделия на рабочей платформе, являясь антидеформирующей жесткой конструкцией.
На построение поддержек также идет расход материала. Поэтому модель оптимизируют так, чтобы для ее построения требовалось как можно меньше поддержек.
Количество поддержек автоматически рассчитывается программой, поэтому относиться к процессу оптимизации нужно аккуратно, осознавая степень риска. Ведь удаление части поддерживающих структур на этапе проектирования может привести к нарушению геометрии элементов и деформации при печати.
Иногда возникает необходимость, чтобы некоторые элементы изделия печатались без поддержек. Для этого был разработан следующий метод.
Модель располагают под рассчитанным углом, чтобы избежать построения поддерживающих структур в нужных областях. При таком подходе вырастают затраты металлического порошка. А следовательно и стоимость печати – за счет построения более длинных структур поддержек у элементов, расположенных под углом. Увеличивается и цикл печати.
Полые профили и облегченные конструкции
На этапе 3D-моделирования стоит избегать наличия полых конструкций и круглых сечений. Так как при печати полых секций с диаметром более 8 мм требуется построение поддержек и возникают сложности с их удалением. Вместо сечений круглой формы лучше использовать ромбовидные, потому что для них опорные конструкции не нужны.
Полые профили при 3D-печати металлами лучше заменить обшивкой и сердечником. Для уменьшения веса и облегчения конструкции готового изделия рекомендуется проектировать модели с решетчатой структурой. В современном промышленном оборудовании предусмотрены алгоритмы оптимизации печати, предусматривающие разработку эргономичной облегченной формы.
Другие технологии
Кроме SLM-технологии существуют и другие методы 3D-печати металлами. Некоторые весьма известны и внедрены во многих областях, другие не так распространены и предусматривают одну конкретную отрасль применения.
Прямое лазерное наплавление порошка (Laser Powder Bed Fusion)
LPBF относится к уже описанной выше технологии SLM. Но в сочетании с применением нового программного обеспечения и оборудования она позволяет свести к минимуму и даже исключить необходимость построения поддержек.
Данный метод 3D-печати можно применять при работе с титаном, алюминием, нержавеющей сталью и сплавами на основе никеля и меди.
Осаждение материала путем направленного энергетического воздействия (DED)
Принципиальное отличие технологии прямого подвода энергии и материала (DED) в том, что подача порошка осуществляется в область направления энергии лазерного луча и где в данный момент выполняется построение элемента изделия. Одновременно с осаждением материала происходит процесс его плавления.
На практике данная технология часто применяется с использованием металлических заготовок или подложек. И в таком исполнении называется лазерной наплавкой (LMD).
Выглядит это следующим образом: луч лазера плавит металлическую поверхность заготовки, образуя небольшую область расплава. Подаваемый в эту область порошок попадает в жидкий расплав и наплавляется поверх подложки. Когда ванна расплава отверждается, образуется дорожка металла.
Такой метод часто используют для ремонта или доработки детали путем добавления к ней нового материала. А также для изготовления градиентных изделий и деталей с элементами из разных металлов или сплавов. Это позволяет влиять на механические свойства изделия и повышать его функциональность.
Послойное нанесение связующего материала (Binder Jetting)
Технология реализуется путем нанесения слоя порошка на платформу с последующим склеиванием его частиц связующим веществом. Она разработана в целях производства литейных форм для судостроения и других высокотехнологичных отраслей.
Процесс печати выглядит следующим образом: на распределенный по платформе металлический порошок с помощью движущейся горизонтально головки разбрызгивается связующий агент. В результате в области построения модели возникает отвержденный слой. Плита построения опускается на толщину слоя и начинается новый цикл. Так продолжается до тех пор, пока модель не будет завершена полностью.
Эта уникальная запатентованная технология характеризуется рядом особенностей:
- капли склеивающего вещества должны иметь определенную форму для проникновения в материал на всю толщину слоя,
- частицы порошка должны быть несферическими для эффективного взаимодействия с агентом,
- вещество должно провзаимодействовать с ограниченным объемом смеси и не протекать за его пределы,
- каждый новый слой должен быть хорошо уплотнен и иметь одинаковую толщину,
- каждый последующий цикл должен быть повторяемым и соответствовать заданным критериям.
Все перечисленные параметры успешно воспроизведены в оборудовании компаний ExOne, Voxeljet, Digital metal.
Расходные материалы
Для 3D-печати металлами используют сырье в виде мелкодисперсных порошков разных фракций (10 – 40 мкм). Их получают путем вакуумной плавки металла в индукционной печи с параллельной очисткой от газов для предотвращения окисления. Расплавленный металл подается через специальное отверстие. Путем воздействия инертного газа под давлением струя разбивается на мелкие капли сферической формы. Капли металла, соприкасаясь с поверхностью распылительной колонки, кристаллизуются, превращаясь в гранулы порошка. Размер фракций регулируется давлением газа и распылительными форсунками.
Металлические порошки бывают двух видов: однокомпонентные порошки и смеси из сплава металлов. В настоящее время 3D-принтеры адаптированы под использование множества различных вариаций металлов, их композиций и суперсплавов:
- стали и другие сплавы железа,
- титан и его сплавы,
- алюминий и его сплавы,
- никель-хромовый суперсплав,
- кобальт-хром, кобальт-ванадий-хром,
- медь, бронза, латунь,
- золото, палладий, серебро.
Цены на сырье зависят от имеющегося у производителя оборудования, утвержденных технологических процессов и минимально возможного объема партии. Ниже представлены наиболее распространенные виды порошковых материалов:
- коррозионностойкая сталь 316L,
- жаропрочный никелевый сплав Inconel 718,
- безуглеродистая мартенситностареющая сталь 18Ni300,
- бронза Cu90Sn10,
- алюминиевый сплав AlSi10Mg,
- титановый сплав Ti6Al4V.
Отрасли применения
Медицина
В медицине рассмотренные технологии применяют для стоматологических целей: изготовление коронок, мостов, имплантов.
Современные стоматологи все чаще предпочитают модели, созданные с помощью 3D-печати. Это более экономично, занимает меньше времени – разница в сроках может составлять несколько месяцев – и позволяет создавать индивидуальные изделия согласно заданным параметрам.
Металлические печатные изделия так же востребованы в хирургии: из металла печатают титановые болты и протезы, которые устанавливают в случае повреждения кости.
Автомобильная промышленность
Популяризируется трехмерная печать металлами и в автомобильной промышленности.
Такие крупные компании как BMW, Audi, Porsche, Volkswagen, General Motors уже применяют напечатанные металлом детали в серийном производстве некоторых линеек.
Компании видят большие преимущества в применении 3D-печати, так как сокращается время на изготовление детали в различных вариациях, ее тестирование и доработку. Наблюдается стремление к масштабированию производства с помощью 3D-печати.
Нефтегазовая и аэрокосмическая отрасль
Трехмерная печать металлами так же важна для нефтегазовой и аэрокосмической отрасли.
Компания General Electric, объединив усилия центра аддитивных технологий в США и завода Avio Aero в Италии, изготовили более 300 деталей для Boeing 777Х методом 3D-печати. В основном это титан-алюмидные лопасти двигателя. В 2015 году GE Aviation также запустили изготовление топливных форсунок для самого продаваемого двигателя LEAP в авиационном производстве.
В настоящее время аддитивные методы применяются для военных и космических разработок. Например, компания NASA разрабатывает и печатает детали для ракетных двигателей.
Это далеко не все отрасли, в которых применяется 3D-печать металлами. Сюда можно также включить кораблестроение, электро- и робототехнику, ювелирное производство, конструкторские бюро, научные лаборатории, исследовательские центры и другие сферы.
Часть 2: Оборудование, постобработка, плюсы и минусы технологии печати металлом
Если вы задумались о печати своей продукции на 3D-принтере, но испытываете сомнения, мы сделаем тестовое изделие, чтобы вы смогли принять окончательное решение. Записаться на тестовую печать можно по электронной почте Stanok@topstanok.ru, через чат на сайте или по телефону: 8 (800) 500-33-91.
Было полезно? 👍
Подписывайтесь на наш канал, чтобы быть в курсе последних новостей мира 3D-печати!
⚙Ваш TopStanok