Многофазное экструзионное отверждение (MJS)
О данном методе практически ничего не известно. Открыто опубликованная информация, которой располагают авторы, либо является простым упоминанием метода, либо небольшими исследованиями, проведенными чуть более 25 лет назад.
В работу метода был заложен экструзионный процесс, как в устройствах 3D Modeler (Stratasys) или Model Maker (Sanders Prototype). И по своей сути он должен был выступать аналогом ранее существовавшего метода послойного наложения филамента (ПНФ), но с одним отличием в области применения. Метод должен был подходить для изготовления металлических и керамических деталей. В соответствии с ГОСТ Р 57589 (ASMT F279212A) данный метод можно отнести к категории процессов «Экструзия материала» (Material extrusion).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Multiphase Jet Solidification (MJS). Русскоязычная литература по данному методу, вероятно, отсутствует. Для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «многофазное экструзионное отверждение» (МЭО) (перевод адаптирован для предотвращения недопонимания, так как в основе метода лежит экструзия, а не струйная печать).
Принцип печати
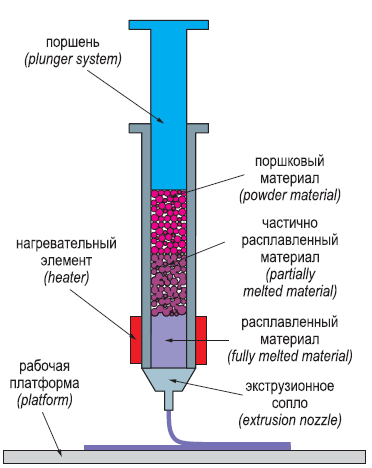
Расходный материал нагревают до желаемой температуры для достижения подходящей вязкости, а затем экструдируют через сопло с помощью поршня. Материал затвердевает при контакте с рабочей платформой (первый слой печати) или ранее нанесенными слоями из-за снижения температуры, давления и передачи тепла платформе (предыдущему слою) и окружающей среде. Поскольку экструдированный материал находится в расплавленном состоянии, он частично расплавляет ранее нанесенный слой, образуя прочную непрерывную структуру. Когда слой затвердевает, печатающая головка поднимается по оси Z и описанные выше действия повторяются циклично до тех пор, пока не будет сформировано изделие. Затем напечатанное изделие подвергают термической обработке для удаления связующего и спеканию для уплотнения и упрочнения. Альтернативой процессу спекания может быть процесс инфильтрации (infiltration process), в основе которого лежит капиллярный эффект. Таким образом, полученное после удаления связующего пористое изделие может быть пропитано другим материалом с более низкой температурой плавления.
Преимущество применения процесса инфильтрации вместо спекания заключается в отсутствии необходимости расчета усадки, которая обычно составляет около 30% для спеченных изделий.
Геригер (M. Geriger) с соавторами отмечают, что микроструктура и механические свойства полученных деталей сопоставимы с деталями, полученными по MIM-технологии (Metal Injection Molding — технология инжекционного литья деталей на основе металлопорошковых композиций). Предполагается, что данный метод является предшественником или аналогом метода ПНФ на основе поршневого дозатора (Syringe-based Fused Deposition Modeling), одним из видов сырья которого является порошок. Возможно, данное предположение ошибочно и является домыслом авторов, поскольку вызвано недостатком имеющейся информации и значительно упрощенным описанием процесса печати, приведенным в указанных источниках. На основе данного предположения и приведенного словесного описания была создана схема процесса МЭО, представленная на рис. 1.
Материалы
Расходный материал представляет собой смесь металлического или керамического порошка и подходящей связующей системы на основе полимера. Сырье имеет вид порошка, гранулята (Pellets, Granulate) или стержней (Bar, Rod).
Для реализации МЭО были успешно опробованы следующие материалы: нержавеющая сталь 316L (отечественный аналог — 03Х17Н14М3), сплав FeNi, титан, медь, коррозионно стойкие сплавы стеллит (Co-Cr-Mo), карбид кремния (SiC), оксид алюминия. Также в статье М. Геригера (M. Geriger) с соавторами отмечается, что возможна печать металлическими порошками (без смешивания с полимерной системой), но только с низкой температурой плавления (до +180 °C) из-за технологических ограничений. Например, сплав олово‑висмут.
Особенности печати
В связи с тем, что метод получил незначительное распространение, сведения о попытках реализации данной технологии для изготовления ПП авторами не были найдены.
Авторы
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju.s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube