Послойное ламинирование материала (LOM)
Технология изобретена М. Фейгеном (M. Feygin) в 1985 году и запатентована в 1988 году. Через 10 лет патент на технологию был получен и доработан компанией Helisys Inc., а в 2000 году из-за прекращения ее существования преемником стала компания Cubic Technologies.
Изначально LOM-метод предназначался для изготовления прототипов различных деталей из бумаги. По своей сути данная технология может быть рассмотрена как гибридная, поскольку сочетает аддитивные и субтрактивные процессы.
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Листовая ламинация» (Sheet lamination).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Laminated Object Manufacturing (LOM) или синоним Plastic Sheet Lamination (PSL).
В русскоязычной нестандартизованной литературе в основном применяются термины «ламинация» или «метод ламинирования». Для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «послойное ламинирование материала» (ПЛМ).
Принцип печати
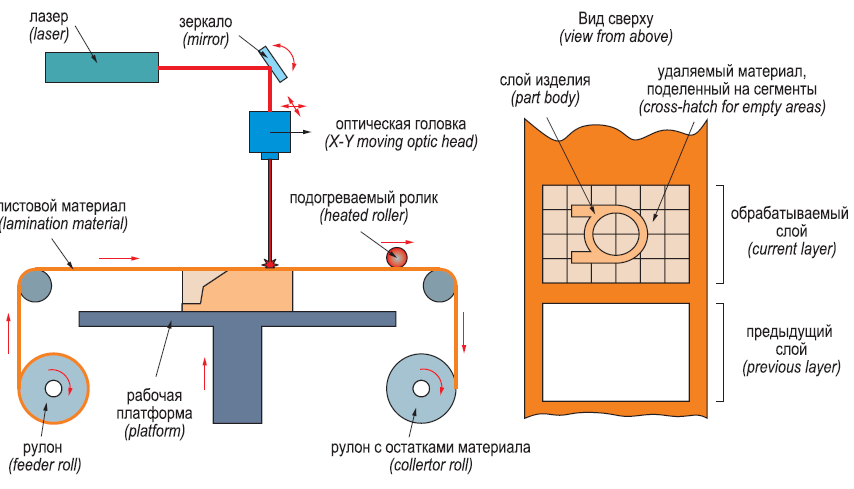
Лист расходного материала с клейким покрытием с помощью подающего ролика размещается на рабочей платформе или над предыдущим слоем. Нагретый ролик активирует клей при температуре +60…+80 °C и давлении
10–30 МПа, перемещаясь вдоль листа материала и тем самым соединяя новый и предыдущий слои. Лазерный луч формирует контуры нового слоя в соответствии с 3D-моделью, материал, находящийся за пределами контура, разрезается на мелкие секции для упрощения процедуры удаления. Рабочая платформа с готовым новым слоем и материалом, подлежащим удалению и одновременно являющимся поддерживающим, опускается вниз на величину слоя.
Цикл повторяется до завершения печати, после чего лишний материал удаляется и проводится постобработка изделия. Схема процесса проиллюстрирована на рис. 1.
Стоит отметить: сложные полые конструкции не могут быть успешно изготовлены, если производственный процесс не прерывается для удаления внутреннего материала. Также необходимо учитывать, что полученное изделие будет обладать анизотропными свойствами, и прочность будет намного выше в плоскости X–Y, чем в направлении Z.
Материалы
Любые материалы, поставляемые в виде листа (пластики, композиты, металлическая фольга, керамика, бумага, полимерная пленка).
Принтеры
Ввиду непопулярности технологии количество 3D-принтеров на рынке, печатающих по технологии ПЛМ, ограничено несколькими моделями Mcor ARKePro, Mcor Matrix 300+, Iris HD, Solido SD300 Pro.
Печать ПП
На первый взгляд ПЛМ кажется неплохим вариантом изготовления ПП, так как позволяет «собрать» плату из стандартных материалов: стеклоткани, покрытой эпоксидной смолой, и медной фольги. К тому же прямоугольная форма диэлектрического основания сокращает отходы производства. Однако без дополнительных операций сформировать топологию двусторонней или многослойной печатной платы данным методом невозможно, поскольку в ПЛМ нет технологического решения для создания межсоединений. Для формирования переходного отверстия придется просверлить его и заполнить проводящим материалом (например, припоем).
Теоретически возможно изготовление односторонних ПП с помощью данного метода без применения других технологий печати токопроводящими материалами при внесении некоторых изменений. При печати медной фольгой на предшествующий диэлектрический слой в местах, где склеивание не требуется, необходимо нанести специальное вещество, предотвращающее соединение слоев (антиклей). Благодаря такому подходу при удалении лишнего материала на плате останутся только ее основные элементы (печатные проводники и контактные площадки) и полигоны, сформированные медной фольгой. Применение полигонов целесообразно для уменьшения отходов печати. Тем не менее сведения о попытках реализации данной технологии для изготовления односторонних ПП авторами не были найдены.
Нужно отметить, что данная технология может найти более широкое применение для изготовления материалов заготовок для ПП, например керамических подложек. Для данного применения в качестве расходного материала могут быть использованы керамические ленты, полученные методом пленочного литья (Tape casting).
Было проведено несколько исследований по получению керамических заготовок методом ПЛМ. Приведем несколько примеров.
Чжанг (Zhang) и группа специалистов изготовили детали из лент оксида алюминия (Al2O3) толщиной 0,7 мм. После завершения процесса ПЛМ изделия были спечены в печи без приложения давления. Процент пористости полученного изделия был равен 2,9%.
Чжуну (Zhong) с соавторами удалось изготовить керамические детали из карбида кремния с прочностью 402 МПа.
Гриффин (Griffin) с соавторами изготовили детали из лент Al2O3. После постобработки изделия имели процент пористости ~1% и следующие характеристики, сопоставимые с керамикой оксида алюминия, полученной стандартным способом:
- прочность на изгиб: около 310 МПа;
- твердость по Виккерсу: 20,1 ГПа;
- коэффициент интенсивности напряжений: около 4 МПа∙м1/2;
- величина усадки: 14,1%.
Авторы
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju. s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube