Холодное газодинамическое напыление материала (CSAM)
В основе технологии лежит метод холодного газодинамического напыления (ХГН), предложенный после проведения экспериментального исследования обтекания тел сверхзвуковым двухфазным потоком в 1982 году и получивший свое название после выхода одноименных тезисов доклада на Международном рабочем совещании в 1988 году. В группу ученых Института теоретической и прикладной механики им. С. А. Христиановича Сибирского отделения Российской академии наук (ИТПМ СО РАН), стоявших у истока зарождения ХГН, входили А. П. Алхимов, Н. И. Нестерович, В. Ф. Косарев, А. Н. Папырин.
Со временем ХГН получило довольно широкое распространение и с начала 2000‑х использовалось в качестве технологического процесса нанесения металлических покрытий, но в последнее время несколько зарубежных компаний адаптировали его для процессов трехмерной печати.
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Cold spray Additive Manufacturing (CSAM) или синоним “Cold Spray 3D printing”. В русскоязычной стандартизованной и нестандартизованной литературе он известен как метод формирования металлических покрытий, называемый «холодное газодинамическое напыление». Однако чтобы внести некоторое различие между термином, обозначающим процесс нанесения покрытия, и методом 3D-печати, основанным на ХГН, в рамках данного цикла статей будем называть последний холодным газодинамическим напылением материала (ХГНМ).
Принцип печати
В основе ХГНМ лежит хорошо задокументированный не только отечественными, но и зарубежными учеными метод ХГН. По сути, это разработанный нашими соотечественниками метод в импортной обертке, представляющей собой роботизированную систему и программное обеспечение. В связи с этим отсутствует необходимость детального описания ХГН, которое несложно найти в различных статьях. Здесь лишь приведем очень краткое описание процесса и его подробную схему на рис. 1.
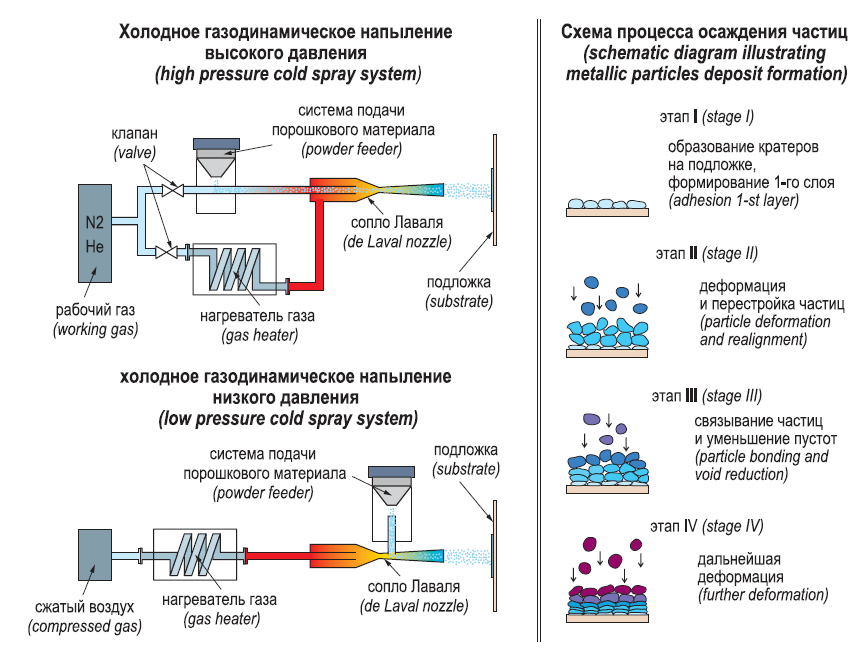
Напыляемые частицы порошкового сырья ускоряются в сверхзвуковом потоке газа (обычно азот, сжатый воздух или гелий) и соударяются с подложкой. В результате происходит эрозионный износ подложки, внедрение и деформация частицы напыляемого материала и формирование адгезионного контакта на поверхности. Последующие частицы формируют покрытие в месте контакта с внедренной частицей. Этот процесс сопровождается локальным повышением температуры на границе раздела частиц без достижения температуры плавления напыляемого материала. Различают ХГН низкого и высокого давления.
Материалы
В качестве наносимого расходного материала могут применяться металлы (Cu, Ni, Cr, Ti и др.) и их сплавы, полимеры (PPA, PE), керамика (SiC) и металлокерамические композиции (Al+SiC). В качестве подложек применяется алюминий, сталь, никель, керамика, стекло.
Принтеры
Рынок оборудования, в основе которого заложен ХГНМ, на данный момент включает две модели 3D-принтеров австралийской фирмы SPEE3D, специализирующихся на печати алюминием и медью: LightSPEE3D и WarpSPEE3D. В указанных моделях сопло Лаваля неподвижно, перемещение и вращение осуществляет рабочая платформа с закрепленной на ней подложкой.
Печать ПП
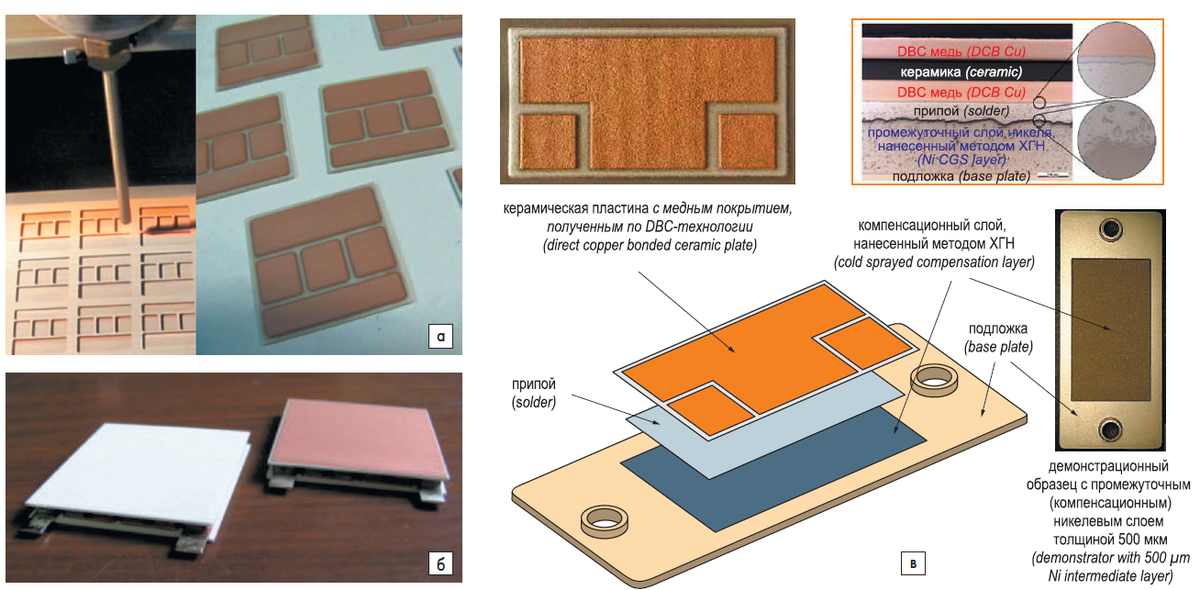
Пока ХГНМ не получило широкое распространение. Однако дальнейшее развитие предполагает расширение его области применения как минимум до пределов существующего использования ХГН. Ожидается, что ХГНМ, как и ХГН, займет нишу технологий, применяемых при изготовлении силовой электроники. Например, в качестве альтернативы существующей DBC-технологии (Direct Bonded Copper), то есть технологии получения толстых (127–500 мкм) медных проводников на керамическом основании.
Применение ХГН для формирования проводящих слоев на радиаторах силовой электроники в дополнение к высокой прочности сцепления обеспечивает подходящие теплопроводность и компенсацию несоответствия КТР, что не раз подтверждалось отечественными и зарубежными исследователями. Далее приведем несколько примеров.
А. И. Каширин и соавторы продемонстрировали возможность формирования контактных площадок на подложках из нитрида алюминия (рис. 2а) и нанесения медного покрытия непосредственно на корпус уже собранных электронных устройств (рис. 2б). Н. С. Ряшин с соавторами в ИТПМ СО РАН получили медные ХГН-покрытия на электрокерамике с адгезией до 40 МПа. К. Р. Мэй (C. R. May) предложил способ компенсации несоответствия КТР, заключающийся в нанесении методом ХГН промежуточного никелевого слоя толщиной 500 мкм (рис. 2в).
Авторы
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju. s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Оригинал
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube