Статья входит в цикл образовательных публикаций о методах трехмерной печати для изготовления печатных плат и посвящена обзору ряда методов 3D-печати, сегодня мало распространенных в электронной промышленности: холодное газодинамическое напыление материала, лазерно-индуцированный прямой перенос, послойное ламинирование материала, многофункциональное нанесение, многофазное экструзионное отверждение, струйное нанесение наночастиц.
Введение
В настоящей статье будут вкратце рассмотрены различные методы изготовления печатных плат и описана возможность или опыт их применения для изготовления печатных плат и изделий электроники.
Холодное газодинамическое напыление материала (CSAM)
В основе технологии лежит метод холодного газодинамического напыления (ХГН), предложенный после проведения экспериментального исследования обтекания тел сверхзвуковым двухфазным потоком в 1982 году [1] и получивший свое название после выхода одноименных тезисов доклада на Международном рабочем совещании в 1988 году [2]. В группу ученых Института теоретической и прикладной механики им. С. А. Христиановича Сибирского отделения Российской академии наук (ИТПМ СО РАН), стоявших у истока зарождения ХГН, входили А. П. Алхимов, Н. И. Нестерович, В. Ф. Косарев, А. Н. Папырин.
Со временем ХГН получило довольно широкое распространение и с начала 2000‑х использовалось в качестве технологического процесса нанесения металлических покрытий, но в последнее время несколько зарубежных компаний адаптировали его для процессов трехмерной печати [3].
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Cold spray Additive Manufacturing (CSAM) или синоним “Cold Spray 3D printin”. В русскоязычной стандартизованной и нестандартизованной литературе он известен как метод формирования металлических покрытий, называемый «холодное газодинамическое напыление». Однако чтобы внести некоторое различие между термином, обозначающим процесс нанесения покрытия, и методом 3D-печати, основанным на ХГН, в рамках данного цикла статей будем называть последний холодным газодинамическим напылением материала (ХГНМ).
Принцип печати
В основе ХГНМ лежит хорошо задокументированный не только отечественными, но и зарубежными учеными метод ХГН. По сути, это разработанный нашими соотечественниками метод в импортной обертке, представляющей собой роботизированную систему и программное обеспечение. В связи с этим отсутствует необходимость детального описания ХГН, которое можно найти в статьях [4–6]. Здесь лишь приведем очень краткое описание процесса и его подробную схему на рис. 1.
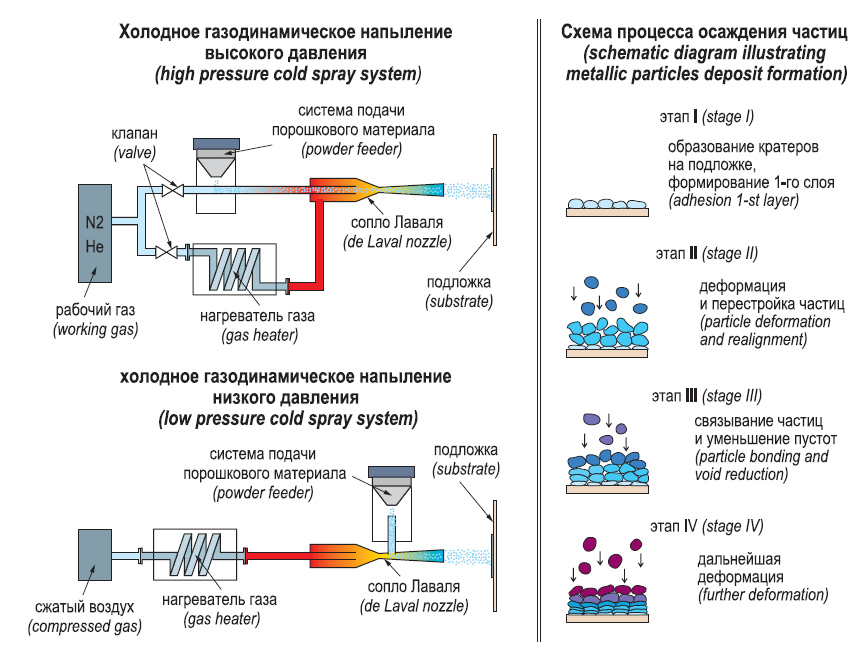
Напыляемые частицы порошкового сырья ускоряются в сверхзвуковом потоке газа (обычно азот, сжатый воздух или гелий) и соударяются с подложкой. В результате происходит эрозионный износ подложки, внедрение и деформация частицы напыляемого материала и формирование адгезионного контакта на поверхности. Последующие частицы формируют покрытие в месте контакта с внедренной частицей. Этот процесс сопровождается локальным повышением температуры на границе раздела частиц без достижения температуры плавления напыляемого материала [4]. Различают ХГН низкого и высокого давления.
Материалы
В качестве наносимого расходного материала могут применяться металлы (Cu, Ni, Cr, Ti и др.) и их сплавы, полимеры (PPA, PE), керамика (SiC) и металлокерамические композиции (Al+SiC) [4, 7]. В качестве подложек применяется алюминий, сталь, никель, керамика, стекло [4].
![Рис. 2. Примеры изделий, полученных с использованием метода ХГН: а) контактные площадки на подложках из нитрида алюминия [9]; б) медное покрытие, нанесенное непосредственно на корпус уже собранных электронных устройств [9];
в) промежуточный никелевый слой, нанесенный для компенсации несоответствия КТР [11]](https://avatars.dzeninfra.ru/get-zen_doc/1077599/pub_62e5365589ac457c89035cc5_62e539098928ca43f4c1ae18/scale_1200)
Принтеры
Рынок оборудования, в основе которого заложен ХГНМ, на данный момент включает две модели 3D-принтеров австралийской фирмы SPEE3D, специализирующихся на печати алюминием и медью: LightSPEE3D и WarpSPEE3D [8]. В указанных моделях сопло Лаваля неподвижно, перемещение и вращение осуществляет рабочая платформа с закрепленной на ней подложкой.
Печать ПП
Пока ХГНМ не получило широкое распространение. Однако дальнейшее развитие предполагает расширение его области применения как минимум до пределов существующего использования ХГН. Ожидается, что ХГНМ, как и ХГН, займет нишу технологий, применяемых при изготовлении силовой электроники. Например, в качестве альтернативы существующей DBC-технологии (Direct Bonded Copper), то есть технологии получения толстых (127–500 мкм) медных проводников на керамическом основании.
Применение ХГН для формирования проводящих слоев на радиаторах силовой электроники в дополнение к высокой прочности сцепления обеспечивает подходящие теплопроводность и компенсацию несоответствия КТР, что не раз подтверждалось отечественными и зарубежными исследователями [7]. Далее приведем несколько примеров.
А. И. Каширин и соавторы [9] продемонстрировали возможность формирования контактных площадок на подложках из нитрида алюминия (рис. 2а) и нанесения медного покрытия непосредственно на корпус уже собранных электронных устройств (рис. 2б). Н. С. Ряшин с соавторами [10] в ИТПМ СО РАН получили медные ХГН-покрытия на электрокерамике с адгезией до 40 МПа. К. Р. Мэй (C. R. May) [11] предложил способ компенсации несоответствия КТР, заключающийся в нанесении методом ХГН промежуточного никелевого слоя толщиной 500 мкм (рис. 2в).
Лазерно-индуцированный прямой перенос (LIFT)
В 1986 году Д. Боханди (J. Bohandy) с соавторами [12] продемонстрировал метод, позволяющий в вакуумной камере с помощью импульсного эксимерного лазера осадить медь с тонкой медной пленки (толщина 0,41 мкм), находящейся на поверхности кремниевой (донорной) подложки, на размещенную практически в контакте (на расстоянии менее 10 мкм) с ней акцепторную мишень.
Данный метод обеспечивает послойное нанесение материала путем повторения процесса лазерного облучения медной пленки на кремниевой подложке, но, насколько известно авторам, не позволяет создать физический объект по данным электронной геометрической модели. В связи с этим по введенной в первой статье терминологии LIFT не может быть отнесен к методам 3D-печати. Однако не вызывает сомнений, что рассматриваемый метод, как и практически любой метод нанесения покрытия, может быть отнесен к аддитивным процессам. Кроме того, он подходит под введенное ГОСТ Р 57558 определение трехмерной печати. В связи с этим в рамках данного цикла статей LIFT будем условно считать методом 3D-печати.
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Laser Iduced Forward Transfer (LIFT). На русском языке информация о данной технологии встречается крайне редко и обычно используется дословный перевод англоязычного термина. Поэтому для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «лазерно-индуцированный прямой перенос» (ЛИПП).
Метод ЛИПП лежит в основе многих аддитивных технологий, использующих лазеры для добавления материала в определенных местах на подложке (акцепторной мишени) без прямого контакта с ней. Например, LDW (Laser Direct Write), MAPLE DW (Matrix-Assisted Pulsed Laser Evaporation Direct Write), LDT (Laser Decal Transfer), Dynamic Release Layer (DRL)-LIFT, Laser-Induced Thermal Imaging (LITI), Ballistic Laser-Assisted Solid Transfer (BLAST) и другие. Некоторые из перечисленных методов описаны в [13].
Принцип печати
Процесс представляет собой перенос материала с подложки-донора (ПД) на близкорасположенную подложку-акцептор (ПА) с помощью лазерного импульса. Считается, что в основе данного метода лежит термическая абляция донорного слоя [13].
М. Фернандес-Прадас (J. M. Fernández-Pradas) и П. Серра (P. Serra) [14] в своей статье отмечают, что в общем случае длина волны лазера не играет ключевой роли в процессе, но должна соответствовать прозрачности ПД и поглощающей способности донорного или промежуточного слоя.
В качестве ПД выступает подложка с предварительно равномерно нанесенным на нее слоем материала, который планируется перенести на ПА. Для обеспечения процесса переноса материал должен иметь хотя бы один компонент, поглощающий лазерное излучение, или между ПД и слоем материала должен быть помещен тонкий поглощающий (промежуточный) слой [15, 16] — металлическая пленка толщиной в несколько десятков нанометров или более толстый полимерный слой, который подвергается абляции во время переноса для сведения к минимуму загрязнения.
ПА размещается параллельно ПД с минимальным зазором. Лазер фокусируется на ПД. Поглощение лазерного импульса материалом приводит к нагреванию материала, его абляции или их сочетанию. В некоторых случаях абляции наблюдается испарение компонентов материала или промежуточного слоя, поглощающих излучение.
Во время абляции формируется пузырек пара, который постепенно расширяется под действием лазера. Ввиду наличия жесткой ПД расширение является изотропным и может привести к созданию ударной волны внутри материала или градиента давления вокруг пузырька, идущего от его сторон к месту, обращенному к ПА. Таким образом, материал отслаивается от ПД и переносится на ПА.
Отдельно отметим некоторые ключевые особенности метода ЛИПП при его реализации для материалов с низкой вязкостью (МНВ). Наиболее подробно механизм переноса описан в [14]. МНВ обычно наносится на ПД путем центрифугирования (Spin-coating) или с помощью ракеля (Blade-coating) в лабораторных условиях [14].
Для предотвращения проблем смачивания минимальный зазор между ПД и ПА составляет несколько десятков микрон. Причем в зависимости от реологической модели МНВ определяется значимость величины зазора: для ньютоновских жидкостей — не значим, поскольку однородность перенесенного материала может быть получена при зазоре в несколько миллиметров [17–19], для неньютоновских жидкостей — значим [20, 21].
После возникновения градиента давления вокруг пузырька последующее накопление давления в месте, обращенном к ПА, приводит к формированию двух струй, направленных противоположно друг другу [14]. Первая струя направлена к ПА и обеспечивает перенос МНВ, а вторая — к ПД через пузырек. В результате пузырь начинает схлопываться, когда давление снаружи выше, чем внутри. Первая струя может достигать в длину несколько миллиметров до появления неустойчивости Рэлея — Плато, разрушающей ее [14]. Схемы реализации метода ЛИПП приведены на рис. 3.
Материалы
ПД может быть покрыта твердым, жидким или пастообразным материалом. Метод ЛИПП применялся для нанесения диэлектрических чернил, металлов (Ag, Au, Au/Sn, Ni, Pd, W, Pt, Cr, V, Al), оксидов металлов (Al2O3, In2O3, V2O5, YBa2Cu3O7), нанокомпозитных пленок (TiO2‑Au) полупроводников, полимеров (в том числе проводящих, таких как поли(3,4‑этилендиокситиофен), PEDOT), углеродных нанотрубок, чернил с наночастицами [13, 22, 23].
В 2020 году М. Комленок с соавторами [24] продемонстрировал возможность переноса графена методом ЛИПП. В качестве ПД была использована кварцевая пластина, имеющая промежуточный тонкий слой алюминия и донорную пленку графена. В качестве ПА выступала кремниевая подложка (SiO2).
Особенности печати
Метод ЛИПП может служить альтернативой технологии формирования проволочных соединений между контактными площадками (КП) полупроводникового кристалла и КП печатной платы. Существующие проволочные соединения увеличивают высоту (по оси Z) электронного устройства, в то время как метод ЛИПП позволяет создать соединение в непосредственной близости к кристаллу, тем самым сделав компоновку схемы более эффективной [25, 26]. К. М. Чарипар (K. M. Charipar) и соавторы [26] успешно продемонстрировали возможность создания подобного соединения, состоящего из микромоста и микростолба, между КП платы и КП анода и катода светодиода. В качестве донорного материала выступала серебряная нанопаста (вязкость ~100 Па·с). Сначала был сформирован микростолб, расположенный перпендикулярно КП платы (в направлении оси Z), высотой чуть больше высоты светодиода (для учета усадки). Затем верхняя поверхность микростолба была соединена с КП светодиода с помощью микромоста. После процесса ЛИПП созданные соединения были отверждены в печи при +125 °C в течение 45 мин.
Р. С. Ю. Ауён (R. C. Y. Auyeung) с соавторами [27] продемонстрировал печать линий шириной 20 мкм и 19 мкм на каптоне, используя серебряные чернила разной вязкости (~14 мПа·с и >100 000 мПа·с соответственно). А. Пике (A. Piqué) и соавторы [28] показали возможность применения серебряной нанопасты для трафаретной печати (вязкость ~100 000 мПа·с) для формирования проводящих элементов шириной 5 мкм.
Кроме того, метод ЛИПП был успешно реализован для переноса дискретных компонентов, изготовления и встраивания пассивных компонентов в подложку, а также при изготовлении элементов электрохимических микроисточников энергии (например, аккумуляторов, солнечных батарей), сенсоров, печатной платы со встроенными компонентами [25].
Более подробно обзор возможных применений метода ЛИПП, как и его описание, показаны в видеодокладе А. Пике на конференции SPIE Photonics West 2017 [29].
Послойное ламинирование материала (LOM)
Технология изобретена М. Фейгеном (M. Feygin) в 1985 году и запатентована в 1988 году [30]. Через 10 лет патент на технологию был получен и доработан компанией Helisys Inc. [31], а в 2000 году из-за прекращения ее существования преемником стала компания Cubic Technologies [32].
Изначально LOM-метод предназначался для изготовления прототипов различных деталей из бумаги. По своей сути данная технология может быть рассмотрена как гибридная, поскольку сочетает аддитивные и субтрактивные процессы.
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Листовая ламинация» (Sheet lamination).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Laminated Object Manufacturing (LOM) или синоним Plastic Sheet Lamination (PSL).
В русскоязычной нестандартизованной литературе в основном применяются термины «ламинация» или «метод ламинирования». Для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «послойное ламинирование материала» (ПЛМ).
Принцип печати
Лист расходного материала с клейким покрытием с помощью подающего ролика размещается на рабочей платформе или над предыдущим слоем. Нагретый ролик активирует клей при температуре +60…+80 °C и давлении
10–30 МПа [33], перемещаясь вдоль листа материала и тем самым соединяя новый и предыдущий слои. Лазерный луч формирует контуры нового слоя в соответствии с 3D-моделью, материал, находящийся за пределами контура, разрезается на мелкие секции для упрощения процедуры удаления. Рабочая платформа с готовым новым слоем и материалом, подлежащим удалению и одновременно являющимся поддерживающим, опускается вниз на величину слоя [34].
Цикл повторяется до завершения печати, после чего лишний материал удаляется и проводится постобработка изделия. Схема процесса проиллюстрирована на рис. 4.
Стоит отметить: сложные полые конструкции не могут быть успешно изготовлены, если производственный процесс не прерывается для удаления внутреннего материала [34]. Также необходимо учитывать, что полученное изделие будет обладать анизотропными свойствами, и прочность будет намного выше в плоскости X–Y, чем в направлении Z [35].
Материалы
Любые материалы, поставляемые в виде листа (пластики, композиты, металлическая фольга, керамика, бумага, полимерная пленка).
Принтеры
Ввиду непопулярности технологии количество 3D-принтеров на рынке, печатающих по технологии ПЛМ, ограничено несколькими моделями Mcor ARKePro, Mcor Matrix 300+, Iris HD, Solido SD300 Pro [36].
Печать ПП
На первый взгляд ПЛМ кажется неплохим вариантом изготовления ПП, так как позволяет «собрать» плату из стандартных материалов: стеклоткани, покрытой эпоксидной смолой, и медной фольги. К тому же прямоугольная форма диэлектрического основания сокращает отходы производства. Однако без дополнительных операций сформировать топологию двусторонней или многослойной печатной платы данным методом невозможно, поскольку в ПЛМ нет технологического решения для создания межсоединений. Для формирования переходного отверстия придется просверлить его и заполнить проводящим материалом (например, припоем) [37].
Теоретически возможно изготовление односторонних ПП с помощью данного метода без применения других технологий печати токопроводящими материалами при внесении некоторых изменений. При печати медной фольгой на предшествующий диэлектрический слой в местах, где склеивание не требуется, необходимо нанести специальное вещество, предотвращающее соединение слоев (антиклей). Благодаря такому подходу при удалении лишнего материала на плате останутся только ее основные элементы (печатные проводники и контактные площадки) и полигоны, сформированные медной фольгой. Применение полигонов целесообразно для уменьшения отходов печати. Тем не менее сведения о попытках реализации данной технологии для изготовления односторонних ПП авторами не были найдены.
Нужно отметить, что данная технология может найти более широкое применение для изготовления материалов заготовок для ПП, например керамических подложек. Для данного применения в качестве расходного материала могут быть использованы керамические ленты, полученные методом пленочного литья (Tape casting) [35].
Было проведено несколько исследований по получению керамических заготовок методом ПЛМ. Приведем несколько примеров.
Чжанг (Zhang) и группа специалистов [37] изготовили детали из лент оксида алюминия (Al2O3) толщиной 0,7 мм. После завершения процесса ПЛМ изделия были спечены в печи без приложения давления. Процент пористости полученного изделия был равен 2,9%.
Чжуну (Zhong) с соавторами [38] удалось изготовить керамические детали из карбида кремния с прочностью 402 МПа, применив ана- логичную технологию изготовления, как у [37].
Гриффин (Griffin) с соавторами [39] изготовили детали из лент Al2O3. После постобработки изделия имели процент пористости ~1% и следующие характеристики, сопоставимые с керамикой оксида алюминия, полученной стандартным способом:
- прочность на изгиб: около 310 МПа;
- твердость по Виккерсу: 20,1 ГПа;
- коэффициент интенсивности напряжений: около 4 МПа∙м1/2;
- величина усадки: 14,1%.
Многофункциональное нанесение (MFAM)
Технология была разработана Э. Салехом (E. Saleh) совместно с группой исследователей Центра аддитивного производства (Centre of Additive Manufacturing, CfAM) Ноттингемского университета (University of Nottingham) в 2017 году.
В основе разработки лежит предположение о том, что технология пьезоэлектрического капельного нанесения материала (ПКНМ) является ключевым процессом для одновременной печати разными материалами [40].
В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Multi-Functional Additive Manufacturing (MFAM). На русском языке информация о данной технологии печаталась лишь в электронных новостях некоторых сайтов [41, 42]. Насколько известно авторам, это первое упоминание технологии в русскоязычных статьях.
В связи с этим для единообразия применяемой в трехмерной печати терминологии в статье будет употребляться термин «многофункциональное нанесение» (МФН).
Принцип печати
Принцип печати подобен описанному для ПКНМ в третьей части данного цикла статей. Способ отверждения проводящих чернил здесь отличается от применяемого ИК-нагрева в 3D-принтерах компаний NanoDimension и BotFactory.
Салех с соавторами [43] выдвинули гипотезу о том, что УФ-излучение может быть использовано для одновременного преобразования УФ-отверждаемых полимерных материалов и спекания проводящих материалов, содержащих наночастицы серебра. В основе проведенных исследований лежал метод интенсивного импульсного света (Intense Pulsed Light, IPL), имеющий фототермический механизм действия.
Данный механизм работает по следующему принципу: ксеноновые лампы большой мощности испускают короткие интенсивные импульсы на чернила, в результате происходит нагрев материала чернил за счет фотонного поглощения и генерации тепла. Следует отметить, что при недостаточном контроле данного процесса возможно разрушение напечатанных проводников из-за резкого нагрева и охлаждения [44, 45].
Ранее другие исследователи рассматривали УФ-излучение как вспомогательную операцию при термообработке. Например, С. Вюншер (S. Wünscher) с соавторами [44] сообщили, что самого по себе УФ-излучения недостаточно для превращения чернил с наночастицами металлов в проводящие аналоги. Однако группа исследователей CfAM считает, что это утверждение справедливо для медных наночернил, которые имеют высокий пик поглощения около 600 нм, а для серебряных наночернил с частицами диаметром менее 50 нм УФ-излучение в диапазоне длин волн 390 нм может быть эффективным методом спекания без термообработки, поскольку их пик поглощения находится в диапазоне 380–420 нм [43].
В результате проверки было обнаружено, что наночастицы серебра в проводящих чернилах способны эффективно поглощать УФизлучение. Поглощенное УФ-излучение преобразуется в тепло, которое испаряет растворители, входящие в состав чернил, и спекает наночастицы серебра, другими словами, происходит процесс фототермического спекания. Этот процесс влияет только на проводящие чернила и, таким образом, не повреждает ранее напечатанные полимерные (диэлектрические) чернила [47]. Также исследователи установили, что для эффективного спекания необходимо выполнить следующее требование: длина волны источника фотонов должна соответствовать пикам спектрального поглощения серебряных чернил [44]. Схема процесса проиллюстрирована на рис. 5.
Примечание. Размеры указаны не в масштабе и справедливы для 3D-принтера, используемого в исследованиях Салеха с соавторами [44].
Материалы
В процессе используются УФ-отверждаемые серебряные наночернила и диэлектрические чернила. В своих исследованиях Салех с соавторами использовали:
- серебряные наночернила SilverJet DGP‑40LT‑15C фирмы Advanced Nano Products (ANP), состоящие из 38,85 мас.% частиц серебра, диспергированных в монометиловом эфире триэтиленгликоля (triethylene glycol monomethyl ether, TGME) [40, 43];
- графитовые чернила на водной основе серии 3800 фирмы Methode Development Co. [41];
- диакрилатные мономерные диэлектрические чернила, содержащие три (пропиленгликоль) диакрилат (Tri (Propylene Glycol) Di-Acrylated, TPGDA), 2,4‑диэтилтиоксанон (2,4‑diethylthioxanthone, DETX) и этил 4-(диметиламино) бензоат (Ethyl 4-(dimethylamino) benzoate, EDB) [40, 43]. Рецептура приготовления приведена в [47].
Примечание. Акрилатные соединения являются светочувствительными.
Принтеры
В связи с тем, что технология разработана относительно недавно, на сегодня она не коммерциализирована. Использованный для исследований Салеха и соавторов 3D-принтер частично описан в их статье [43].
Печать ПП
В своих исследованиях Салех с соавторами использовали маломощный источник УФ-излучения на основе светоизлучающих диодов с диапазоном длин волн 386–401 нм и пиком излучения при 395 нм [43].
Диэлектрические чернила печатались и отверждались в реальном времени за счет приложения УФ-излучения после каждой напечатанной линии (прохода печати). Серебряные чернила спекались путем приложения УФ-излучения после завершения печати каждого слоя.
Применение процесса фототермического спекания позволило превратить серебряные наночернила в твердые проводящие проводники из жидкой фазы, исключив необходимость в процессах предварительного или последующего нагрева. После 30 с УФ-облучения печатные проводники показали среднее удельное сопротивление 0,48 мкОм∙м, которое было ниже, чем удельное сопротивление тех же чернил после 15 мин спекания в печи при +130 °C, как рекомендовано поставщиком чернил [43].
Примеры изделий, напечатанных данным методом, приведены на рис. 6. С демонстрацией процесса печати и полученных результатов можно ознакомиться на примере печати маленького двухколесного роботизированного автомобиля (рис. 6б) и буквы N (рис. 6а)
Многофазное экструзионное отверждение (MJS)
О данном методе практически ничего не известно. Открыто опубликованная информация, которой располагают авторы, либо является простым упоминанием метода, либо небольшими исследованиями, проведенными чуть более 25 лет назад.
В работу метода был заложен экструзионный процесс, как в устройствах 3D Modeler (Stratasys) или Model Maker (Sanders Prototype) [49]. И по своей сути он должен был выступать аналогом ранее существовавшего метода послойного наложения филамента (ПНФ), но с одним отличием в области применения. Метод должен был подходить для изготовления металлических и керамических деталей. В соответствии с ГОСТ Р 57589 (ASMT F279212A) данный метод можно отнести к категории процессов «Экструзия материала» (Material extrusion).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют термин Multiphase Jet Solidification (MJS). Русскоязычная литература по данному методу, вероятно, отсутствует. Для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «многофазное экструзионное отверждение» (МЭО) (перевод адаптирован для предотвращения недопонимания, так как в основе метода лежит экструзия, а не струйная печать).
Принцип печати
Расходный материал нагревают до желаемой температуры для достижения подходящей вязкости, а затем экструдируют через сопло с помощью поршня. Материал затвердевает при контакте с рабочей платформой (первый слой печати) или ранее нанесенными слоями из-за снижения температуры, давления и передачи тепла платформе (предыдущему слою) и окружающей среде. Поскольку экструдированный материал находится в расплавленном состоянии, он частично расплавляет ранее нанесенный слой, образуя прочную непрерывную структуру. Когда слой затвердевает, печатающая головка поднимается по оси Z и описанные выше действия повторяются циклично до тех пор, пока не будет сформировано изделие [49, 50]. Затем напечатанное изделие подвергают термической обработке для удаления связующего и спеканию для уплотнения и упрочнения. Альтернативой процессу спекания может быть процесс инфильтрации (infiltration process), в основе которого лежит капиллярный эффект. Таким образом, полученное после удаления связующего пористое изделие может быть пропитано другим материалом с более низкой температурой плавления.
Преимущество применения процесса инфильтрации вместо спекания заключается в отсутствии необходимости расчета усадки, которая обычно составляет около 30% для спеченных изделий [49].
Геригер (M. Geriger) с соавторами [49] отмечают, что микроструктура и механические свойства полученных деталей сопоставимы с деталями, полученными по MIM-технологии (Metal Injection Molding — технология инжекционного литья деталей на основе металлопорошковых композиций). Предполагается, что данный метод является предшественником или аналогом метода ПНФ на основе поршневого дозатора (Syringe-based Fused Deposition Modeling), одним из видов сырья которого является порошок. Возможно, данное предположение ошибочно и является домыслом авторов, поскольку вызвано недостатком имеющейся информации и значительно упрощенным описанием процесса печати, приведенным в указанных источниках. На основе данного предположения и приведенного словесного описания была создана схема процесса МЭО, представленная на рис. 7.
Материалы
Расходный материал представляет собой смесь металлического или керамического порошка и подходящей связующей системы на основе полимера. Сырье имеет вид порошка, гранулята (Pellets, Granulate) или стержней (Bar, Rod) [49, 50].
Для реализации МЭО были успешно опробованы следующие материалы: нержавеющая сталь 316L (отечественный аналог — 03Х17Н14М3), сплав FeNi, титан, медь, коррозионно стойкие сплавы стеллит (Co-Cr-Mo), карбид кремния (SiC), оксид алюминия [49, 50]. Также в статье М. Геригера (M. Geriger) с соавторами [49] отмечается, что возможна печать металлическими порошками (без смешивания с полимерной системой), но только с низкой температурой плавления (до +180 °C) из-за технологических ограничений. Например, сплав олово‑висмут.
Особенности печати
В связи с тем, что метод получил незначительное распространение, сведения о попытках реализации данной технологии для изготовления ПП авторами не были найдены.
Струйное нанесение наночастиц (NJP)
Технология изобретена и запатентована компанией XJet Ltd. в 2016 году (патент США сер. № 15/029 815) под руководством Х. Готаита (H. Gothait) [52]. В мае того же года она была впервые представлена на выставке RAPID 2016: 3D Printing and Additive Manufacturing для демонстрации печати металлических деталей [53, 54], а уже в ноябре на выставке Formnext 2016 продемонстрирована первая опытная установка печати керамических изделий [55]. В настоящее время все права на применение данного метода печати в соответствии с зарегистрированным в 2021 году патентом US20210354365A1 “3D Particle Printing” (является частичным продолжением патента 2016 года) принадлежат XJet Ltd. [56]. В соответствии с ГОСТ Р 57589 (ASMT F2792-12A) данный метод можно отнести к категории процессов «Струйное нанесение материала» (Material Jetting).
Терминология
В англоязычной литературе для обозначения данного метода обычно используют запатентованное XJet наименование технологии NanoParticle Jetting (NPJ).
На русском языке информация о данной технологии печаталась лишь в электронных новостях некоторых сайтов [54, 55], также данный метод упоминался в каталоге «Аддитивные технологии», выпущенном Агентством промышленного развития города Москвы [57]. В связи с этим для единообразия применяемой в трехмерной печати терминологии в данной статье будет употребляться термин «струйное нанесение наночастиц» (СНН).
Принцип печати
Для реализации СНН 3D-принтер имеет 24 печатающие головки (половина — для нанесения конструкционного материала, половина — для материала поддержки), каждая из которых содержит 512 сопел [58]. Все печатающие головки объединены в печатающий блок. Применяя термины литейного производства (по выполненным на каждом этапе заготовкам), разделим процесс печати следующим образом:
- «зеленый» этап;
- «коричневый» этап;
- заключительный этап.
«Зеленый» этап
Печать осуществляется нанесением слоя наночернил (состав указан в разделе «Материалы») из струйных сопел. Метод формирования капель неизвестен, предположительно аналогичный ПКНМ. После формирования капля падает на нагретую рабочую платформу, температура которой поддерживается равной +160…+230 °C [58]. Когда капли наночернил соприкасаются с горячей поверхностью, жидкость-носитель начинает испаряться, оставляя частицы, покрытые тонким слоем связующего. Для поддержания процесса испарения за печатающим блоком следует нагревательная лампа, состоящая из шести галогенных ламп, и источник горячего воздуха. После полного испарения жидкости-носителя оставшиеся частицы могут связываться между собой. Затем выравнивающий валик перемещается по вновь напечатанному слою для определения его высоты. С этого момента система сравнивает полученное расстояние по вертикали с заданным и регулирует расположение печатающего блока при подготовке к печати следующего слоя.
По завершении этого этапа получается «зеленое» изделие, то есть изделие-заготовка, состоящее из металлического порошка и полимера. Схема процесса проиллюстрирована на рис. 8.
«Коричневый» этап
После печати всех необходимых слоев дальнейшая постобработка обеспечивает окончательную микроструктуру. Вначале изделие охлаждается, находясь внутри камеры построения. Потом рабочая платформа с изделиями вынимается из принтера и помещается в сушильный шкаф, чтобы обеспечить прочность в сыром виде. Затем процесс удаления подложки завершается в емкости с растворителем, где материал подложки растворяется. На выходе этого этапа получается «коричневое» изделие, то есть изделие после удаления связующего.
Заключительный этап
Наконец, готовые детали транспортируются в печь для спекания, где деталь подвергается воздействию высоких температур для достижения почти полной плотности и конечных свойств материала.
Материалы
Используются запатентованные XJet металлические (нержавеющая сталь, предположительно марки 316L) и керамические (диоксид циркония) наночернила и чернила с растворимым материалом поддержки. В августе 2021 года компания анонсировала применение оксида алюминия [59].
Применяемые чернила представляют собой диспергированные наночастицы металла или керамики, взвешенные в жидкости, которая выполняет роль раствора-носителя [58]. Наночастицы внутри суспензии являются стохастическими (разной формы и размера).
Подобный состав позволяет поддерживать вязкость чернил в определенном диапазоне, необходимом для реализации процесса печати, но имеет некоторые недостатки. Например, невозможность точно контролировать структуру осаждения материала, поскольку он удерживается внутри раствора-носителя, и образование осадков, ведущих к засорению сопла [60, 61].
Принтеры
В настоящее время в связи с тем, что право на использование метода СНН есть только у компаний XJet, количество 3D-принтеров на рынке ограничено двумя линейками:
- Carmel C (для керамических изделий);
- Carmel M (для металлических изделий).
Печать ПП
Технология имеет большой потенциал развития, но пока не использовалась для печати двумя функциональными материалами одновременно (в данном случае металлом и керамикой). В связи с чем к настоящему моменту попытки применения данной технологии для изготовления ПП отсутствуют. Тем не менее компании XJet постоянно совершенствует свою технологию, что позволяет надеяться на реализацию подобной системы в будущем. Однако сейчас уже возможно применение СНН для изготовления керамических листов для высокочастотной электроники.
Я. Ох (Y. Oh) с соавторами [58] провели исследования образцов диоксида циркония (ZrO2), изготовленных СНН. В результате работы были получены следующие сведения:
- кристаллографический анализ показал, что образцы представляют собой смесь моноклинного (53%) и тетрагонального диоксида циркония, стабилизированного оксидом иттрия (47%);
- рентгенофлуоресцентная спектроскопия показала элементный состав 91% ZrO2 и 9% Y2O3 (по массе);
- программа TOPAS показала наличие 87% кристаллической и 13% аморфной фаз;
- средний размер частиц составлял 69 мкм со стандартным отклонением 31,2 мкм;
- микроскопический анализ показал незначительное наличие дефектов или полостей, указывающих на очень низкую пористость и высокую плотность образцов;
- наблюдаемая усадка образцов после спекания в среднем составила 18% со стандартным отклонением 0,98%;
- предполагается, что плотность и усадка образцов будут сильно зависеть от профиля спекания;
- диэлектрическая проницаемость и тангенс угла потерь на микроволновых частотах составили 23 и 0,0013 соответственно (аналогично значению, ожидаемому для кристаллического состава).
Полученные измеренные средние значения характеристик представлены в таблице [59].
Я. Ох и соавторы [58] также продемонстрировали возможность изготовления прямоугольной диэлектрической резонаторной антенны и синусоидальной спиральной антенны с напечатанной методом аэрозольного нанесения материала серебряной спиралью.
Заключение
Проведенный анализ шести рассмотренных методов печати показал, что не все из них могут быть применены для изготовления печатных плат.
Метод МЭО, хоть и позиционировался при разработке как альтернатива метода послойного наложения филамента, не получил столь широкого распространения, и о нем известно очень мало. Тем не менее, вероятно, он, как ПЛМ и СНН, может применяться для изготовления заготовок для плат (например, керамических подложек). Однако СНН быстро развивается, что делает его более перспективным, чем предыдущие два метода. Кроме того, применяемый в нем принцип печати делает возможной печать двумя функциональными материалами (металлами и керамикой), что является одним из необходимых условий для технологии изготовления или прототипирования печатных плат.
Метод ХГНМ при должном развитии может стать альтернативой DBC-технологии.
Метод ЛИПП (как аддитивная технология) позволяет создавать элементы изделий и межсоединения размером несколько микрон, что делает его перспективной технологией в условиях миниатюризации.
Из рассмотренных методов лишь МФН сейчас позволяет изготавливать печатные платы, но, являясь относительно недавней зарубежной разработкой, пока не имеет широкого распространения, и характеристики получаемых изделий неизвестны.
Литература
1. Алхимов А. П., Нестерович Н. И., Папырин А. Н. Экспериментальное исследование обтекания тел сверхзвуковым двухфазным потоком // ПМТФ. 1982. № 2.
2. Алхимов А. П. и др. Метод «холодного» газодинамического напыления: тезисы доклада Международного рабочего совещания «Высокотемпературные запыленные струи в процессах обработки порошковых материалов». Новосибирск, ИТФ СО АН СССР, 1988.
3. Bazinet R. Cold Spray Metal 3D Printing Tech & Printers. www.all3dp.com/1/cold-spraymetal‑3d-printing-tech-printers
4. Козлов И. А. и др. Холодное газодинамическое напыление покрытий (обзор)//Труды ВИАМ. 2020. № 8.
5. Клюев О. Ф. и др. Технология газодинамического нанесения металлических покрытий. Часть 1. Процесс формирования покрытий // Сварщик. 2003. № 4.
6. Каширин А. И., Шкодкин А. В. Метод газодинамического напыления металлических покрытий: развитие и современное состояние // Упрочняющие технологии и покрытия. 2007. № 12.
7. Raoelison R. N., Verdy Ch., Liao H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications // Materials & Design. 2017. Vol. 133.
8. SPEE3Dcell 3D Metal Printer. www.spee3d. com/product/spee3dcell
9. Kashirin A. et al. Modern Applications of the Low Pressure Cold Spray. www.en.dymet.net/uploads/fotos/12.pdf
10. Ряшин Н. С. и др. Холодное газодинамическое напыление как способ создания композитных материалов. Сб. Международной научно-практической конференции «Покрытия и обработка поверхности». 2016.
11. May C. R. Cold Spray Coatings on Hard Surfaces. Other Commercial Applications. www.coldsprayteam.com/_files/ugd/0ebd9c_12238802fc1149fd8c48f21f52c47fe8.pdf
12. Bohandy J., Kim B. F., Adrian F. J. Metal deposition from a supported metal film using an excimer laser // Journal of Applied Physics. 1986. Vol. 60. No. 4.
13. Kaur K. Laser-Induced Forward Transfer Techniques for Printing Functional Materials and Photonic Devices. Thesis for the degree of Doctor of Philosophy, University of Southampton, 2011.
14. Fernández-Pradas J. M., Serra P. Laser-Induced Forward Transfer: A Method for Printing Functional Inks // Crystals. 2020. Vol. 10 (8).
15. Fernández-Pradas J. M. et al. Laser-induced forward transfer of biomolecules // Thin Solid Films. 2004. Vol. 453–454.
16. Kattamis N. T. et al. Laser direct write printing of sensitive and robust light emitting organic molecules // Applied Physics Letters. 2009. Vol. 94 (90).
17. Duocastella M. et al. Study of the laserinducedforward transfer of liquids for laser bioprinting // Applied Surface Science. 2007. Vol. 253.
18. Dinca V. et al. Quantification of the activity of biomolecules in microarrays obtained by direct laser transfer // Biomedical Microdevices. 2008. Vol. 10.
19. Serra P. et al. Liquids microprinting through laser induced forward transfer // Applied Surface Science. 2009. Vol. 255.
20. Sopeña P., Fernández-Pradas J. M., Serra P. Laser-induced forward transfer of conductive screen-printing inks // Applied Surface Science. 2020. Vol. 507.
21. Munoz-Martin D. et al. Overlapping Limitations for ps-Pulsed LIFT Printing of High Viscosity Metallic Pastes // Metals. 2020. Vol. 10.
22. Alemohammad H., Toyserkani E. Laser-assisted additive fabrication of micro-sized coatings. Part VII, Chapter 23. Advances in Laser Materials Processing. Technology, Research and Application. Woodhead Publishing, 2010.
23. Baldacchini T. Three-Dimensional Microfabrication Using Two-Photon Polymerization. 2nd edition. Elsevier Inc., 2019.
24. Komlenok M. S. et al. Printing of Crumpled CVD Graphene via Blister-Based Laser-Induced Forward Transfer // Nanomaterials. 2020. Vol. 10.
25. Auyeung R. C. Y. et al. Laser additive manufacturing of embedded electronics. Part 3, Chapter 12. Laser Additive Manufacturing. Materials, Design, Technologies, and Applications. Elsevier Ltd., 2017.
26. Charipar K. M. e t a l . Low-Profile Interconnects via Laser-Induced Forward Transfer / / JLMN-Journal of Laser Micro/Nanoengineering. 2018. Vol. 13. No. 2.
27. Auyeung R. C. Y. et al. Laser direct-write of metallic nanoparticle inks // Journal of Laser Micro/Nanoengineering. 2007. Vol. 2. No. 1.
28. Piqué A. et al. Laser decal transfer of electronic materials with thin film characteristics // Proceedings of SPIE. 2008. Vol. 6879.
29. Piqué A. Printing Hybrid Electronics by Laser Direct-Write. www.youtube.com/watch?v=8SuZ3XO01jk&ab_channel=SPIETV
30. US patent № 4752352 Feygin M. Apparatus and method for forming an integral object from laminations, 1988.
31. Литунов С. Н. и др. Обзор и анализ аддитивных технологий. Часть 2 // Омский научный вестник. 2016. № 5.
32. Изготовление объектов методом ламинирования (LOM). www.3d-xpo.ru/article/izgotovlenie-obektov-metodomlaminirovaniya-lom‑78841
33. Schindler K., Roosen A. Manufacture of 3D structures by cold low pressure lamination of ceramic green tapes // Journal of the European Ceramic Society. 2009. Vol. 29 (5).
34. Gurr M., Mülhaupt R. Rapid Prototyping // Polymer Science: A Comprehensive Reference. 2012. Vol. 8.
35. Moritz T., Maleksaeedi S. T. Additive manufacturing of ceramic components. Chapter 4. Laser Additive Manufacturing. Materials, Processes, Quantifications and Applications. Elsevier Inc., 2018.
36. Самые популярные 3D-принтеры 2020 года. www.3rrr.ninja/ samye-populyarnye‑3d-printery‑2020‑goda/Is Laminated Object Manufacturing the future of Rapid PCB Prototyping?www/resources.pcb.cadence.com/blog/2020‑is-laminated-object-manufacturing-thefuture-of-rapid-pcb-prototyping
37. Zhang Y. et al. Al2O3 ceramics preparation by LOM (laminated object manufacturing) // The International Journal of Advanced Manufacturing Technology. 2001. Vol. 17.
38. Zhong H. et al. Preparation of SiC ceramics by laminated object manufacturing and pressureless sintering // Journal of Ceramic Science and Technology. 2015. Vol. 6 (2).
39. Griffin C., Daufenbach J., McMillin S. Solid freeform fabrication of functional ceramic components using a laminated object manufacturing technique. 1994 International Solid Freeform Fabrication Symposium, 1994.
40. Saleh E. et al. 3D inkjet printing of digital composites for tailored dielectric properties. International Conference on Composites/Nano Engineering, 2017.
41. Ученые разработали технологию высокоскоростной печати электронных схем и дополнительных компонент. www.integral-russia.ru/2017/11/20/15719/
42. Громов П. Разработан новый метод 3D-печати микросхем. www.hightech.fm/2017/11/09/electronic-circuits‑3d
43. Saleh E. et al. 3D Inkjet Printing of Electronics Using UV Conversion // Advanced Materials Technologies. 2017. Vol. 2.
44. Wunscher S. et al. Progress of alternative sintering approaches of inkjetprinted metal inks and their application for manufacturing of flexible electronic devices // Journal of Materials Chemistry. 2014. Vol. 2 (48).
45. Hosel M., Krebs F. C. Large-scale roll-to-roll photonic sintering of flexo printed silver nanoparticle electrodes // Journal of Materials Chemistry. 2012. Vol. 22.
46. New method developed to 3D print fully functional electronic circuits. www.nottingham.ac.uk/news/pressreleases/2017/november/new-method-developed-to‑3d-print-fully-functional-electroniccircuits.aspx
47. Saleh E. et al. 3D Inkjet Printing of Electronics Using UV Conversion. Supporting Information // Advanced Materials Technologies. 2017. Vol. 2.
48. 3D Inkjet Printing of Electronics Using UV Conversion. Supporting Information. www.onlinelibrary.wiley.com/doi/full/10.1002/admt.201700134
49. Geiger M., Steger W. Multiphase Solidification — a new process towards metal prototypes and a new data interface. 1994 International Solid Freeform Fabrication Symposium, 1994.
50. Kupp D., Eifert H. Rapid prototyping of functional metal and ceramiccomponents by the multiphase jet solidification (MJS) process. 1997 International Solid Freeform Fabrication Symposium, 1997.
51. Vaezi M., Yang S. Extrusion-based additive manufacturing of PEEK for biomedical applications // Virtual and Physical Prototyping. 2015. Vol. 10 (3).
52. The Faces of Additive Manufacturing: Hanan Gothait. www.3dnatives.com/en/hanan-gothait‑130520194/#!
53. XJet to present world’s first direct 3d metal ink-jet system using Nano Particle Jetting. www.xjet3d.com/pr/news-from-rapid
54. 3D-печать металлом: XJet представит технологию NanoParticle Jetting на конференции RAPID 2016. www.3dtoday.ru/blogs/news3dtoday/3d-printing-with-metal-xjet-will-present-nanoparticlejettingtechnolo
55. Разработчики 3D-принтера XJet заявили о возможности 3D-печати керамических изделий. www.3dtoday.ru/blogs/news3dtoday/the-developers-of-a‑3d-printer-xjet-said-about-the-possibility-of‑3d-p
56. US patent № US20210354365A1 3D particle printing. 2021.
57. Каталог «Аддитивные технологии». www.mos.ru/upload/newsfeed/newsfeed/Katalogadditivnihtehnologii.pdf
58. Oh Y. et al. Microwave dielectric properties of zirconia fabricated using NanoParticle Jetting // Additive Manufacturing. 2019. Vol. 27.
59. XJet announces commercial availability of alumina ceramic. www.xjet3d.com/pr/xjet-announces-commercial-availability-of-alumina-ceramic/
60. de Gans B. J., Kazancioglu E., Meyer W. Ink-jet printing polymers and polymer libraries using micropipettes // Special Issue: Combinatorial Material Research and High-Throughput Experimentation in Polymer and Material Research. 2004. Vol. 25.
61. Shimoda T. et al. Inkjet printing of light-emitting polymer displays //MRS Bull. 2003. Vol. 28.
Авторы
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju. s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube