Публикация посвящена методу капельного нанесения токопроводящих чернил и диэлектрических материалов.
Введение
В отличие от метода аэрозольного нанесения материала (АНМ), история которого насчитывает уже 30 лет, начало технологии струйной печати было заложено Феликсом Саваром в 1833 году. Французский физик показал, что разделение струи жидкости на серию повторяющихся капель регулируется законами гидродинамики [1]. Сейчас на технологии формирования капель основаны современные 2D-принтеры, и эти же принципы успешно применяются для создания 3D-объектов.
В настоящее время существует немало методов формирования капель, в основе которых лежат различные принципы. Тем не менее в соответствии с ГОСТ Р 57589 (ASMT F2792–12A) их все можно отнести к категории процессов «Струйное нанесение материала» (Material Jetting).
В печатной интегрированной электронике различные роли электрически активного материала приводят к различным техническим ограничениям. Например, в транзисторе с нижним затвором линия затвора должна быть как можно более узкой и гладкой. Исток и сток должны иметь ровные края с небольшим контролируемым разделением, а их ширина менее важна. Для высококачественного индуктора или печатного проводника шаг и проводимость имеют большее значение, чем гладкость и однородность кромок. Наконец, для органических светодиодов гладкость и однородность носят первостепенный характер для достижения равномерного излучения [2].
Особенности терминологии
В англоязычной литературе наиболее часто для обозначения методов формирования капель используется обобщающий термин Ink Jet Printing (IJP). В зависимости от типа подачи чернил IJP разделяют на Continuous Ink Jet (CIJ) и Drop on Demand (DOD). В наиболее ранней литературе, когда самым популярным моделирующим материалом был воск, для обозначения DOD можно было встретить термин Wax Deposition Modeling (WDM).
В русскоязычной не стандартизированной литературе для обозначения методов формирования капель используется в основном только обобщающий термин «струйная печать» без какого-либо разделения по принципу печати. Очень редко все же можно встретить упоминание перевода метода DOD как «капельная/струйная печать» [3].
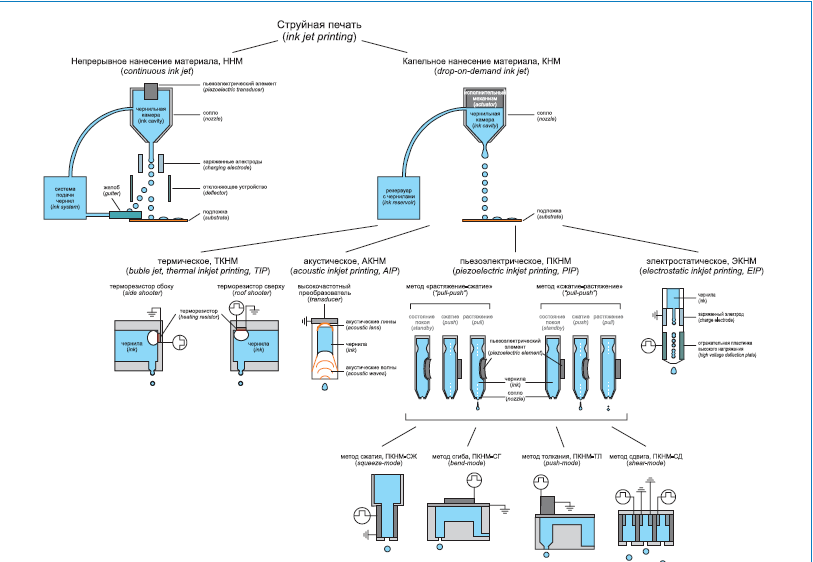
В связи с тем что в статье существующие методы формирования капель классифицированы, для удобства пользования будут использоваться термины, указанные на рис. 1.
Принцип печати
По принципам печати все существующие методы формирования капель можно классифицировать в соответствии с рис. 1 [4–9].
Кратко процесс печати каждым методом может быть описан следующим образом:
- Непрерывное нанесение материала (ННМ): непрерывный поток капель чернил генерируется из сопла, возбуждая естественную тенденцию непрерывной струи жидкости к разрушению под действием сил поверхностного натяжения (расстояние между центрами капель примерно в 2–3 раза превышает их диаметр). Затем каждая капля индивидуально направляется (отклоняется) для нанесения на подложку. Капли, которые не отбираются таким образом, попадают в желоб и перерабатываются (рекуперируются) [4].
- Капельное нанесение материала (КНМ): капли чернил дискретно выбрасываются из сопла только по сигналу, генерируемому импульсом давления исполнительного механизма [4]. Это наиболее популярный метод печати ввиду обеспечения высокого разрешения печати и отсутствия необходимости рециркуляции чернил [5]. Более подробное сравнение ННМ и КНМ можно найти в [4].
- Термическое капельное нанесение материала (ТКНМ): ток проходит через терморезистор, который расположен в чернильной камере рядом с соплом и нагревает чернила до образования пузырька, расширение пузырька вызывает изменение объема внутри чернильной камеры и выталкивает чернила из сопла, формируя каплю. В зависимости от размещения терморезистора сопло может иметь две конфигурации: терморезистор сбоку (Side Shooter) или терморезистор сверху (Roof Shooter) [6, 10]. В связи с тем что термический цикл может привести к деградации чернил и потере ими желаемых функциональных свойств [1], а также налагает значительные ограничения на используемые материалы (они должны быть относительно летучими или по крайней мере иметь летучий компонент [4]), данный принцип работы не получил широкого распространения.
- Пьезоэлектрическое капельное нанесение материала (ПКНМ): пьезоэлектрические элементы под действием электрического импульса деформируются, создавая пульсовое колебание давления, требуемое для выбрасывания капли. Управление соплом при ПКНМ может быть реализовано двумя методами: «сжатие-растяжение» (Push-Pull) или «растяжение-сжатие» (Pull-Push) [7]. Является наиболее популярным методом печати изделий электроники из-за возможности применения широкого диапазона материалов и отсутствия особых требований к материалам [1, 8]. Более подробно виды ПКНМ описаны в [1].
- Акустическое капельное нанесение материала (АКНМ): высокочастотный преобразователь, установленный на задней части акустической линзы, испускает через нее акустические волны. Фокусировка энергии акустических волн вызывает волну давления, выталкивающую каплю с поверхности чернильной камеры. В данном методе сопло отсутствует, что исключает распространенную для ПКНМ и ТКНМ проблему его засорения [6].
- Электростатическое капельное нанесение материала (ЭКНМ): под действием электрического поля формируется конус Тейлора, который затем распадается на поток мелких капель [4, 6, 8].
Далее рассмотрим наиболее широко распространенный метод печати — ПКНМ. Упрощенно процесс ПКМН может быть разделен на пять этапов:
1. Формирование капли.
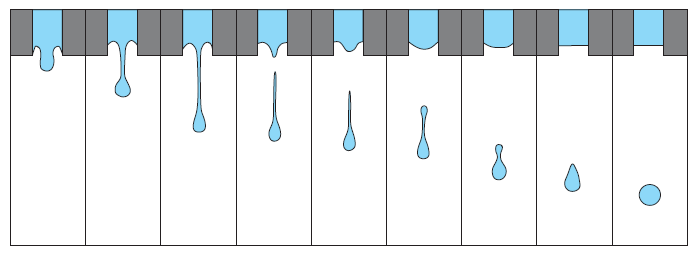
2. Падение капли (рис. 2).
3. Столкновение капли с подложкой (рис. 4).
4. Растекание капли (рис. 4).
5. Отверждение капли (рис. 5).
Формирование капли
Как уже упоминалось, под действием электрического сигнала пьезоэлектрический элемент деформируется, создавая волну давления, форма и ширина которой являются одними из важных параметров при регулировке формирования капель [11]. Давление на выходе из сопла определяется теорией распространения акустических волн [12]. Дэвид Б. Боги (David B. Bogy) с соавторами [13] подробно описал колебания давления, вызванные одной положительной волной напряжения. При повышении напряжения внутри сопла возникает волна положительного давления, которая создает толкающую силу, приводящую к выбросу капли. Затем по истечении времени удержания напряжения оно падает, и внутри сопла появляется волна отрицательного давления, создающая тянущее усилие, которое приводит к отделению выбрасываемой капли от сопла [11].
Необходимо помнить, что для отрыва капли от чернил должно выполняться следующее условие: кинетическая энергия, передаваемая волной давления, достаточна для преодоления поверхностного натяжения, удерживающего ее прикрепленной к соплу [11, 12].
Исследования Пола Дуиневельда (Paul Duineveld) [14] показывают, что для того, чтобы скорость капли была достаточной для преодоления поверхностного натяжения, необходимо, чтобы число Вебера превышало 4.
Кроме того, Бинг Хи (Bing He) с соавторами [11] подчеркивает важную роль смачиваемости сопла чернилами в формировании капли, скорости ее падения и формы. В результате их исследования было выявлено, что чем более гидрофобна внутренняя стенка сопла, тем позже капля отделяется от чернил и меньше ее скорость, а более высокий пик образует мениск и место отрыва хвостового конца нити (ХКН) больше выходит за пределы сопла. В связи с этим авторы рекомендуют использовать сопло с гидрофильными внутренними стенками (с углом контакта не менее 30°), поскольку бóльшая кривизна мениска приведет к большей сжимающей силе, и капля отделится раньше от чернил с более толстым и коротким ХКН, увеличивая скорость падения и предотвращая образование капли-спутника (КС).
Падение капли
Схематично процесс падения капли представлен на рис. 2. В результате приложения достаточного положительного импульса чернила начинают вытекать из выходного отверстия сопла. Затем выбрасываемые чернила все больше растягиваются и образуют основную каплю с прикрепленной к ней нитью. Спустя некоторое время нить отделяется от чернил, оставшихся в сопле, и ее хвостовой конец становится закругленным. ХКН ускоряется в результате поверхностного натяжения и пытается сжаться в одну каплю до тех пор, пока не образуется устойчивая капля почти сферической формы.
Скорость падения капли определяется количеством переданной кинетической энергии и должна составлять 1–30 м/с (в зависимости от реологических свойств чернил), чтобы преодолеть сопротивление воздуха [1]. Слишком высокая скорость может привести к разбрызгиванию капли при ударе о подложку. При слишком низкой скорости капля будет тормозиться сопротивлением воздуха и высыхать прежде, чем столкнется с поверхностью.
Исследования Хи с соавторами [11] показывают, что скорости основной капли и ХКН претерпевают возмущения, вызванные изначальным резким впрыскиванием чернил, но со временем их величина уменьшается из-за эффекта поверхностного натяжения. Кроме того, авторы показывают, что с увеличением поверхностного натяжения отделение капли от чернил происходит быстрее и повышается скорость падения (линейная зависимость). В связи с этим авторы рекомендуют использовать чернила с высоким поверхностным натяжением, поскольку капля с более высоким поверхностным натяжением сжимается быстрее и имеет более короткий ХКН, тем самым аналогично гидрофильному соплу увеличивая скорость падения и предотвращая образование КС.
Столкновение капли с подложкой
Когда капля сталкивается с подложкой, кинетическая энергия удара частично рассеивается за счет сил вязкости. Остальная часть этой энергии преобразуется в поверхностную энергию, которая расширяет каплю до диаметра, определяемого относительной поверхностной энергией между чернилами и подложкой. Условия для струйной печати находятся в режиме, в котором по крайней мере на ранних стадиях удара преобладают силы инерции, а силы вязкости являются слабыми [1]. Однако когда растекающаяся жидкость останавливается, капиллярные силы (поверхностное натяжение) становятся более важными [4].
При столкновении капли с подложкой возможно возникновение брызг, отрицательно влияющих на топологию печати. Для определения порога разбрызгивания во время удара K. Хон (K. Hon) с соавторами [4] рекомендует использовать безразмерную величину К, предложенную А. Л. Яриным [15] и зависящую от состояния поверхности (в том числе и шероховатости поверхности).
Авторы отмечают, что возникновение брызг будет ожидаемым явлением для более крупных капель, высокой скорости удара, при низком поверхностном натяжении жидкости, низкой вязкости или шероховатой поверхности. Влияние гравитационных сил на каплю, если таковые имеются, можно оценить с помощью числа Бонда (Bo).
Согласно исследованиям Джонатана Стрингера и Брайана Дерби (Jonathan Stringer и Brian Derby) [16], для ПКНМ число Бонда обычно составляет от 10–2 до 10–3, поэтому можнопредположить, что влияние гравитационных сил незначительно.
Растекание капли
Если начальная кинетическая энергия капли высока, то капля может выходить за пределы диаметра, вызывая колебания диаметра капли до тех пор, пока энергия не рассеется, после чего диаметр капли стабилизируется [1]. Согласно исследованиям Стефано Скьяффино и Айна А. Сонина (Stefano Schiaffino и Ain A. Sonin) [17], динамика растекания капель может быть охарактеризована в первую очередь числами Вебера и Онезорге (рис. 3):
При высоком числе Вебера капля выталкивается радиально наружу за счет градиентов давления, вызванных ударом, в то время как капиллярная сила вытягивает каплю при низком числе Вебера. Устойчивость чернил к растеканию можно охарактеризовать числом Онезорге. Большое число указывает на то, что сила сопротивления возникает из-за вязкости, тогда как для небольшого числа это связано с силами инерции [1].
Изменение диаметра капли чернил после удара о твердую поверхность можно разделить на четыре фазы (рис. 4): кинематическая, растекание, релаксация (отдых), смачивание. В кинематической фазе капля имеет первоначальную сферическую форму, усеченную плоскостью поверхности, а окружность контакта увеличивается по степенному закону d* = √t *. Эта фаза удара полностью описывается скоростью удара и начальным диаметром. На следующем этапе, за пределами t * ≈ 0,1, растекание наиболее сильно зависит от вязкости жидкости и наименее сильно — от поверхностного натяжения; менее вязкие жидкости достигают капель большего диаметра, чем более вязкие жидкости, хотя ближе к концу этой фазы (например, для t * ≈ 1) роль поверхностного натяжения становится более важной. Во время фазы растекания диаметр постоянно увеличивается.
После этой фазы (от t * ≈ 2) влияние поверхностного натяжения, и в частности краевого угла между жидкостью и поверхностью, играет главную роль. В зависимости от смачиваемости поверхности и баланса между инерционными и вязкими силами до этой точки, контактный угол в конце фазы растекания может быть больше или меньше необходимого равновесного значения, определяемого уравнением Дюрпе-Юнга [1, 18] (5); поэтому капля может продолжать расширяться или втягиваться во время фазы релаксации, как показано на рис. 4. В течение более длительного времени (t * > ~10) и если поверхность хорошо смачивается жидкостью, капля продолжает расширяться пропорционально диаметру t *1/10 [4].
cosq = (sПВ–sКП)/sКВ, (5)
где cosq — краевой угол смачивания; sПВ — поверхностное натяжение на границе раздела «подложка-воздух»; sКП — поверхностное натяжение на границе раздела «капля-подложка»; sКВ — поверхностное натяжение на границе раздела «капля-воздух».
Основываясь на уравнении Дюрпе — Юнга, можно выявить следующие условия смачивания:
- sПВ < sКП+sКВ — капля растекается по поверхности, приводя к частичному смачиванию;
- sПВ = sКП+sКВ — нулевой краевой угол смачивания, полное смачивание поверхности (аналогично гидрофильной поверхности);
- sПВ > sКП+sКВ — капля практически не растекается по поверхности, приводя к незначительному смачиванию (аналогично гидрофобной поверхности).
Следует отметить, Виманью Бидаси (Vimanyu Beedasy) и Патрик Дж. Смит (Patrick J. Smith) считают, что для обеспечения необходимого угла смачивания до печати следует применять плазменную или ультрафиолетовую/ озоновую подготовку поверхности подложки, которая улучшает разрешение печати за счет самовыравнивания чернил, но удлиняет и усложняет технологический процесс [18].
Отверждение капли
Отверждение капли происходит в результате фазового перехода чернил с помощью испарения или полимеризации (в зависимости от типа чернил и механизма нанесения [1]). Схематично процесс отверждения капли пред-тавлен на рис. 5. Отверждение капли часто сопровождается уменьшением объема, которое может быть значительным, если отверждение происходит за счет испарения растворителя. Кроме того, испарение растворителя может повлиять на профиль затвердевшей капли в зависимости от распределения растворенного вещества.
Исследования К. С. Берди (K. S. Birdi) с соавторами [19] показывают, что скорость испарения пропорциональна радиусу капли на подложке, то есть углу смачивания и, следовательно, форме капли. В процессе высыхания воздух, прилегающий к капле чернил, насыщается паром растворителя. Но воздух вдали от капли не насыщен им и в результате пар диффундирует наружу и поддерживает стационарное состояние диффузии вблизи капли чернил. Чтобы поддерживать постоянный поток испарения вблизи капли, постоянный поток жидкости течет к границе капли, в результате скорость жидкости внутри капли по направлению к краю возрастает с увеличением времени испарения [20]. Следует помнить, что после отверждения проводящие чернила требуют стадии спекания для удаления поверхностно-активных веществ, препятствующих агломерации частиц, росту их размера и перемещению границ зерен, а также прохождению потока электронов. Таким образом, спекание способствует улучшению электропроводности и адгезии чернил с поверхностью подложки. Наиболее часто для спекания изделие нагревают до температуры +150…+220 °C в течение 1–2 ч [18, 21]. Первая стадия спекания заключается в удалении органического растворителя и диспергирующего вещества или в восстановлении металоорганических чернил до металла. После полного удаления диспергирующего вещества наночастицы перестают быть дискретными и начинают коалесцировать1 по мере продолжения нагревания. На этом этапе размер зерна увеличивается до тех пор, пока не будет достигнута последняя стадия, при которой металл становится сплошным. На заключительном этапе зерна достигли достаточного контакта друг с другом, чтобы гарантировать непрерывность структуры проводника и обеспечивать проводимость [18]. Однако конечная структура проводника не достигает стопроцентной сплошности из-за на-личия пористости, вызванной загрязнениями и дефектами поверхности.
Несмотря на то, что спекание обычно осуществляется конвекционным нагревом, существуют и другие методы: электрический (Джоулев нагрев), фотонный (лазеры, импульсные лампы и другие источники света), микроволновой. Подробное описание данных методов можно найти в источниках. [1, 18]
Материалы
Множество исследований последних 10 лет посвящено определению наиболее важных свойств чернил, влияющих на их пригодность для напечатания структур с требуемыми характеристиками. Исследователи выделяют следующие необходимые свойства материала: вязкость, плотность и поверхностное натяжение [1, 4, 28], иногда еще добавляют размер частиц [29]. Эти свойства не только обусловливают печатаемость чернил, но и влияют на размер и форму осажденных капель и указывают на смачивание подложки и наличие КС.
При выборе чернил обычно руководствуются следующими общими правилами [1]:
- Вязкость должна быть достаточно низкой, чтобы можно было пополнить резервуар для чернил примерно за 100 мс и вытеснить каплю из сопла с помощью переходного импульса давления. Вязкость обычно должна быть в пределах 10–20 мПа∙с [5, 28, 30], иногда значение нижнего предела опускается до 1 мПа∙с [1], а значение верхнего предела увеличивается до 25 [1], 30 [21] и 40 [31] мПа∙с. Вязкость жидкости влияет на частоту формирования капель и, следовательно, на скорость печати. Скорость заполнения резервуара уменьшается для высоковязких чернил, что снижает частоту печати. Однако если чернила недостаточно вязкие, это может вызвать нестабильный выброс капель, так как переходная волна давления не будет достаточно погашена до прихода следующего импульса, что приведет к интерференции предыдущей и текущей волны в сопле [32].
- Поверхностное натяжение должно быть достаточно высоким, чтобы предотвратить нежелательное вытекание из сопла, но достаточно низким, чтобы выбрасываемая капля могла оторваться от сопла. Поверхностное натяжение обычно должно находиться в пределах 25–50 мН/м.
- Размер частиц должен быть более чем в 50 раз меньше размера сопла [29], иметь узкое распределение размеров и быть однородно распределенными в растворе [21].
Наиболее часто влияние вышеперечисленных свойств и других параметров, например диаметра сопла, на печатаемость чернил оценивается с использованием трех безразмерных чисел: числа Рейнольдса, описывающего соотношение между инерционными и вязкими силами, числа Вебера, описывающего соотношение между инерционными и поверхностными силами, числа Онезорге, описывающего отношение вязких и поверхностных сил.
Джейкоб Э. Фромм (Jacob E. Fromm) [35] был одним из первых, кто получил приближенное решение уравнений Навье — Стокса для случая выброса капли, используя безразмерные числа для характеристики пригодности чернил для образования капель. Он предположил, что если величина (обратная числу Онезорге) Z больше 2, то может произойти образование стабильных капель. Это положение было дополнительно уточнено Нильзой Рейс (Nilza Reis) и Дерби [36], которые с помощью численного моделирования показали, что для стабильного образования капель Z должнопринимать значения 1–10. В настоящее время интервал приемлемых значений Z постоянно подвергается критике и уточняется: 4 ≤ Z ≤ 14 [28], Z > 14 [37–42], 1 < Z < 4 [43, 44], 2 < Z < 20 (для 2 < We < 25) [45]. При чрезмерно малых значениях Z импульс волны давления рассеивается и из-за вязкости жидкости предотвращает выброс капли, в то время как при чрезмерно больших значениях Z образуется несколько капель вместо одной, то есть наблюдается образование КС [4, 12, 28, 29]. Следует отметить, что различия получаемых исследователями приемлемых интервалов Z Хайнин Чжан (Haining Zhang) с соавторами [5] объясняет значительным влиянием на формообразование капли таких параметров печати, как напряжение, форма волны и ширина импульса. Дэхван Джанг (Daehwan Jang) и соавторы [28] отмечают, что наибольшее влияние на печатаемость чернил оказывает Z, а не число Рейнольдса. Их наблюдения показывают, что объем капли увеличивается со значением Z.
Проведенное исследование показало, что печать чернилами, имеющими Z < 4, привела к увеличению времени образования одиночных капель, что повысило минимальное РС-П и увеличило ошибки позиционирования, то есть чернила не подходят для печати с высоким разрешением. Также исследователи установили, что с увеличением значения Z увеличивается скорость падения капли, но уменьшается время удлинения ХКН, что в результате приводит к тому, что время отделения ХКН от чернил не зависит от Z. Рекомендуемое окно значений чисел Рейнольдса, Вебера и Онезорге представлено на рис. 3. ПКНМ позволяет наносить довольно широкий спектр проводящих и непроводящих материалов. К проводящим могут быть отнесены следующие виды чернил: наночернила, органометаллические, чернила на основе нанопроволок, нанотрубок, графена. Подробнее о них можно узнать в работах [1, 18, 29, 46].
Металлические наночернила являются наиболее популярным материалом для изготовления печатных плат и изделий электроники [47] из-за их стабильности печати, хорошего срока хранения, достаточно большого количества твердых частиц (до 40 мас. %) и низкого контактного сопротивления при спекании [18]. Наночернила представляют собой дисперсию наночастиц металла в воде или органическом растворителе, таком как толуол, этиленгликоль или циклогексанон [1] (различные рецептуры получения серебряных наночернил можно найти в [46]). Основным критерием для выбора растворителя является скорость его испарения, которая не должна быть настолько высокой, чтобы чернила высыхали в сопле во время простоя принтера, формируя вязкую пленку, предотвращающую выброс капель. Надо отметить, что высокое отношение площади поверхности к объему наночастиц позволяет спекать их при более низких температурах, чем цельный металл. Например, предполагается, что наночастицы золота диаметром менее 5 нм будут плавиться при температуре +300…+500 °C, что значительно ниже, чем +1063 °C для цельного металлического золота [48]. Кроме того, необходимо учитывать, что наночернила подвержены агломерации, а это приводит к увеличению вязкости и засорению сопла. В связи с этим для обеспечения стабильности и дисперсности частиц используется диспергирующая добавка, которая удаляется при высоких температурах спекания (> +300 °C) [1]. В настоящее время для печати электроники обычно применяют серебряные наночернила, но также доступны золотые, медные и никелевые наночернила. Первые два типа (Ag, Au) довольно широко распространены в связи с их высокой химической стабильностью, низкой химической активностью и высокой электропроводностью. Последние два варианта (Cu, Ni) — применяются гораздо реже ввиду их склонности к окислению, влияющей на срок службы чернил, и необходимости использования дополнительных специализированных покрытий или печати в атмосфере инертных газов [1].
Металлоорганические чернила представляют собой соль металла, растворенную в специальном растворителе, которая оптически или термически восстанавливается о металлических частиц. Данные чернила находятся в виде раствора, а не дисперсии, что предотвращает агломерацию и засорение сопла. Кроме того, исследования показали, что применение металлоорганических частиц позволяет формировать линии, имеющие большую проводимость по сравнению с аналогичными, полученными из наночернил [49], и при меньших температурах спекания (ниже +150 °C) [50].
Чернила на основе нанопроволок применяются гораздо реже наночернил из-за высокого аспектного отношения нанопроволок и их низкой объемной доли в чернилах, что при водит к засорению сопла и необходимости нескольких проходов печати для создания проводимости напечатанной линии. Тем не менее чернила на основе нанопроволок по сравнению с наночернилами обладают более высокой механической пластичностью [51, 52] и поэтому применяются для производства антенн [53] и мобильной электроники [54].
В качестве непроводящих материалов используют подложки или чернила (например, SU‑8, SunTronic Solsys Jettable Insulator EMD 6415, поли(4‑винилфенол) (ПВП, PVP) и другие). Для гибкой электроники обычно применяют подложки, о чем можно подробнее прочесть в источнике [18]: полиимид (PI, полиимидная пленка (Dupont Kapton Polyimide Film)), полиэтилентерефталат (ПЭТ, PET), полиэтиленнафталат (ПЭН, PEN) и полидиметилсилоксан (ПДМС, PDMS).
Производственно-технологические факторы ПКНМ
В электронике наибольшее значение имеет морфология напечатанной линии (НЛ), поскольку это напрямую влияет на электрические характеристики изделия. Как и в любых других методах 3D-печати, на качество НЛ влияет множество факторов (рис. 6). В связи с их огромным количеством оптимизация режимов печати является весьма сложной задачей, исследования влияний параметров процесса на качество печати ведутся постоянно, и уже сейчас исследователями представлены основные закономерности ПКНМ, о чем будет рассказано далее.
Не возникает сомнений не только в том, что свойства чернил напрямую влияют на качество печати, но и в том, что для печати с высоким разрешением требуется равномерное осаждение капель [28]. Если первый аспект данного утверждения был рассмотрен в предыдущем разделе, то на второй аспект в наибольшей мере влияют параметры, указанные в таблице.
Впервые особенности формирования линий в зависимости от шага капли (ШК), задержки и температуры подложки были описаны Дэном Солтманом и Вивеком Субраманианом (Dan Soltman и Vivek Subramanian) [2]. Результат их исследования графически проиллюстрирован на рис. 7. Если ШК будет больше диаметра капли на подложке, то НЛ будет выглядеть как ряд отдельных капель. При уменьшении ШК отдельные капли начнут перекрываться и сливаться, но отдельные круглые линии контакта капель будут сохраняться, образовывая неровный (зубчатый) край линии. Эти зубчатые линии имеют меньшую ширину, чем ряд изолированных капель, поскольку расширение жидкости частично задерживается. Дальнейшее уменьшение ШК приведет к сглаживанию края и более однородной НЛ. Это самые узкие напечатанные линии.
Переход от ряда отдельных капель к однородной НЛ более детально проанализирован Солтманом и Субраманианом с использованием безразмерной величины шага y (рис. 7). Превышение максимально возможного шага капель приведет к образованию выпуклостей по длине линии, разделенных областями однородных узких линий. Эти выпуклости имеют тенденцию формироваться периодически, а также в начале линии. Особое внимание этому явлению было отведено в работе Дуиневельда [14]. Он считает, что дополнительная жидкость превышает равновесный контактный угол линии, и в результате возникают отдельные области оттока, приводящие к округлым выпуклостям на высохшем элементе. Также в результате своих исследований Солтман и Субраманиан [2] заметили, что если повысить температуру подложки так, что время испарения одной капли будет меньше, чем задержки падения капель (ЗПК), то каждая приземляющаяся капля будет высыхать индивидуально независимо от ШК. Это приведет к тому, что линия будет выглядеть как смещенная «стопка монет» (Stacked Coins). При постоянной температуре подложки аналогичный вид линии можно наблюдать и при увеличении ЗПК, при этом ШК также не будет влиять на ширину линии, поскольку каждая капля будет высыхать отдельно [2]. Кроме того, исследования Тобиаса Зайферта (Tobias Seifert) с соавторами [55] показывают, что смещенная «стопка монет» может быть получена при изменении направления печати с прямого (выброс капель осуществляется параллельно движению подложки/сопла) на обратный (выброс капель осуществляется перпендикулярно движению подложки/сопла), то есть, опять же, за счет увеличения ЗПК. Исследователи отмечают и значимость влияния ШК, поскольку данный параметр определяет количество капель и, следовательно, количество материала, нанесенного на единицу площади. На основе полученных данных можно вывести общее качественное правило для формирования идеальной напечатанной линии: шаг капель достаточно мал, чтобы избежать образования неравномерного края, но не настолько, чтобы произошло образование выпуклостей, а ЗПК (как и температура подложки) не настолько велика, чтобы частота падения капель была сопоставима со временем, необходимым для начала высыхания капли.
Рейс с соавторами [57] обнаружили, что скорость и объем капли линейно зависят от рабочего напряжения, но демонстрируют более сложное поведение с изменением ЗПК и ширины импульса. Эта зависимость определяется акустическими свойствами заполненной чернилами камеры, которая является функцией свойств и состава чернил, конструкции печатающей головки. Лэй Чжан (Lei Zhang) с соавторами [12] установили, что на скорость капли влияют вязкость и поверхностное натяжение (обратная зависимость). Кроме того, результаты исследования [28] показывают, что ошибки позиционирования возникают во время полета каждой капли. Они становятся больше с уменьшением значений Z, аналогично зависимости ШК, а также становятся более значимыми с увеличением рабочей частоты. Также при определении расстояния сопло — подложка (РС-П) исследователи рекомендуют учитывать минимальное значение РС-П (минРС-П), при котором падающая из сопла капля успевает сжаться до одной. Если печать будет выполняться на РС-П, меньшем минимального РС-П, то осаждаться будут капли, имеющие ХКН и/или КС, что ухудшает разрешение печати. Печать на РС-П, превышающем минимальный РС-П, приводит к нестабильному и неточному нанесению материала [28]. Зайферт с соавторами [55] установили, что ширина линии и высота уменьшаются с увеличением ШК. Причем линии, нанесенные в прямом направлении, имеют большую ширину и меньшую высоту, чем нанесенные в обратном.
Кроме того, особое значение исследователи придают влиянию режимов спекания на электрические свойства НЛ. Изучая влияние температуры и времени отверждения на электрическое сопротивление,Кроме того, особое значение исследователи придают влиянию режимов спекания на электрические свойства НЛ. Изучая влияние температуры и времени отверждения на электрическое сопротивление, и более продолжительное время нагрева приводят к снижению сопротивления напечатанной линии. Однако если сечение линии будет достаточно тонким, то высокая температура (около +300 °C) может повредить проводник. Хорст А. Гизер (Horst A. Gieser) с соавторами [21] считают, что профиль и максимальная температура спекания оказывают сильное влияние на конечную проводимость и адгезию к подложке или слою. Общая тенденция заключается в том, что более высокие температуры спекания улучшают взаимную диффузию между наночастицами и таким образом увеличивают проводимость. Чем меньше размер частиц в чернилах, тем ниже становится температура спекания. Кроме того, известны случаи исследования влияния алгоритма печати на качество напечатанных элементов [21, 55], которые подтверждают важность выбора алгоритма.
Отдельное внимание следует уделить таким наиболее известным дефектам печати, как эффект кофейного кольца (ЭКК также характерен и для АНМ) и образование КС. ЭКК представляет собой вогнутый в центр профиль напечатанной капли (рис. 5) и возникает из-за капиллярного потока, вызванного разной скоростью испарения через каплю растворителя и диспергированных частиц [58]. Роберт Д. Диган (Robert D. Deegan) и соавторы [58] были первыми, кто исследовал возникновение данного эффекта. На этапе отверждения наиболее активно происходит испарение растворителя у линии трехфазного контакта (на краю капли) по сравнению с центром, в связи с чем растворитель, потерянный на краю, восполняется растворителем в центре, что приводит к радиальному капиллярному потоку, который переносит растворенные вещества в испаряющейся капле к закрепленной линии трехфазного контакта, унося почти весь диспергированный материал к краю; таким образом формируется кольцевая морфология [59]. ЭКК напрямую влияет на морфологию линий, нанесенных на подложку, что влияет на разрешение печати и производительность изделий [2, 59]. Данный эффект более распространен при струйной печати из-за низкой вязкости чернил. Согласно исследованиям [60], ЭКК зависит от начальной концентрации растворенных частиц и их размера: высокая концентрация растворенных веществ приводит к образованию более широкого кольца, а более мелкие частицы чаще располагаются на кольце. Так, Синг Вонг (Tak Sing Wong) с соавторами [60] экспериментально обнаружили, что существует пороговое значение диаметра капли, при превышении которого возникает ЭКК. Пороговый диаметр зависит от концентрации частиц, их размера и формы, а также от относительной влажности среды испарения [46]. При постоянной концентрации частиц пороговый диаметр уменьшается с увеличением относительной влажности. Кроме того, чем выше концентрация частиц, тем ниже пороговый диаметр. Анизотропная форма частиц менее подвержена ЭКК в отличие от изотропной из-за создания деформированными границами раздела сильного капиллярного взаимодействия между частицами [51–64].
В связи с тем что основным механизмом возникновения ЭКК является наружный капиллярный поток, многие исследователи предложили стратегии по его уменьшению, регулируя условия испарения растворителя, например используя охлажденную подложку [2], повышая температуру окружающей среды, влажность [65], вводя реагирующие материалы [66, 67] и вызывая взаимодействия между частицами [68, 69]. С другой стороны, поскольку поток Марангони обычно имеет внутреннее направление [70], исследователи сообщают о создании потока Марангони для контроля ЭКК путем добавления композиционного растворителя [71], поверхностно-активных веществ [72] и введения растворителя, окружающего наночастицы [73]. Более того, поскольку баланс капель на удаленной подложке может поддерживаться скользящей трехфазной контактной линией, чтобы помочь частицам двигаться внутрь, различные свойства подложки и углы смачивания также были исследованы для улучшения однородности [74, 75].
Нужно отметить, что в своих исследованиях Солтман и Субраманиан [2] подчеркнули, что повышение температуры подложки увеличивает размер переноса растворенного вещества к линии трехфазного контакта, то есть усиливает ЭКК. Кроме того, авторы показали, что ЭКК оказывает большее влияние на каплю, чем на линию (поскольку капля имеет большее отношение длины края к внутренней площади) и не зависит от ЗПК и ШК. Капли-спутники нежелательны и могут привести к печати низкого качества и таким дефектам, как нежелательные капли и размытие краев линий, поскольку могут легко потерять направленность. Схематично процесс формирования КС изображен на рис. 8.
Механизм КС, возникающих в результате отделения ХКН капли, хорошо известен как неустойчивость Рэлея. Однако Чжан с соавторами [12] считают, что, поскольку для КНМ отделение ХКН происходит вместе с возмущением акустической волны, линейный анализ Рэлея не может предсказать образование КС. Также их исследования показывают, что при слишком маленьком рабочем напряжении из-за эффекта вязкой силы образуются более крупные капли, а при чрезмерно большом — размер капли уменьшается и возникает большое количество КС.
Хи с соавторами [11] считают, что размер ХКН является основным фактором, увеличивающим вероятность образования КС. Поскольку длинный ХКН действует как пружина между каплей и соплом, он имеет тенденцию замедлять струю капли, даже когда гидрофобная стенка имеет малую адгезию. Медленная капля чернил также неизбежно снижает эффективность печати. Кроме того, длина и время удлинения ХКН влияют на точность позиционирования и разрешение печати [28].
Особенности печати
Метод КНМ может обеспечивать точность печати до ±1 мкм [25] и печать линии шириной до 30 мкм [5, 29, 76] и толщиной 0,01–2 мкм [21, 29]. Однако на практике производители принтеров способны гарантировать лишь получение линий шириной до 75 мкм с расстоянием между ними 100 мкм. Тем не менее эти данные говорят о том, что теоретически возможна печать плат с проводниками шириной менее 50 мкм, что находится за пределами установленных в ГОСТ Р 53429 классов точности плат, а уже сейчас до 5–6‑го класса точности. Стоит отметить, что наиболее популярным классом точности ПП, который освоили и стабильно выпускают российские предприятия, является именно пятый.
Кроме того, конструкция напечатанных КНМ многослойных печатных плат ничем не отличается от традиционной (диэлектрический материал печатается сплошным слоем над проводящими печатными проводниками, а не только в местах пересечения цепи, как это обычно реализуется посредством АНМ).
Опираясь на исследования [77, 78], Солтман и Субраманиан [2] утверждают, что не только морфология однородной линии подходит для печатных проводников, но и морфология в виде смещенной «стопки монет». Причем последняя предпочтительнее, поскольку приводит к воспроизводимым характеристикам, которые подходят для формирования межсоединений или печатного индуктора, кроме того, ее можно быстро распечатать при высокой температуре. Однако для других электронных устройств, включая транзисторы и конденсаторы, неровная поверхность и край линии приведет к потере контроля над такими свойствами, как толщина диэлектрика и длина канала. Следовательно, печать линии с регулируемым ЭКК уместна, даже если есть компромисс в скорости изготовления [2].
В свою очередь исследования Гизера с соавторами [21] с помощью изготовления нескольких тестовых образцов подтвердили необходимость установления воспроизводимых процессов и разработки правил проектирования ПП, а также обозначили следующие положения:
- ширина копланарных ВЧ-линий, соединяющих интегральные схемы, должна быть узкой для контроля расстояния между линиями и минимизации общих потерь;
- резисторы должны быть напечатаны и спечены до их соединения посредством серебряных проводников.
Заключение
Метод капельного нанесения материала является одним из наиболее изученных методов печати, с помощью которого уже сейчас можно изготавливать многослойные печатные платы с элементами 6‑го класса точности.
Однако имеющихся сведений о принципах работы и влиянии производственно-технологических факторов недостаточно для того, чтобы оценить класс применения напечатанных печатных плат. Необходимо дополнительное проведение сравнительных испытаний напечатанных ПП и ПП аналогичной топологии, изготовленных по традиционной технологии.
Литература
1. Cummins G., Desmulliez M. P. Y. Inkjet printing of conductive materials: a review // Circuit World. 2012. Vol. 38. No 4.
2. Soltman D., Subramanian V. Inkjet-Printed Line Morphologies and Temperature Control of the Coffee Ring Effect // Langmuir. 2008. Vol. 24. No 5.
3. Шкуро А. Е., Кривоногов П. С. Технологии и материалы 3D-печати. Учебн. пособие. Екатеринбург, ФГБОУ ВО «Уральский государственный лесотехнический университет», 2017.
4. Hon K. K. B. et al. Direct writing technology — Advances and developments // CIRP Annals — Manufacturing Technology. 2008. Vol. 57.
5. Zhang H. et al. 3D Printed Electronics of Non — contact Ink Writing Techniques: Status and Promise // International Journal of Precision Engineering and Manufacturing-Green Technology. 2020. Vol. 7.
6. Li J. et al. Inkjet printing for biosensor fabrication: combining chemistry and technology for advanced manufacturing // Lab on a Chip. 2015. Vol. 15.
7. The R. et al. Piezoelectric Inkjet-based One Cell per One Droplet Automatic Printing by Image Processing. IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), 2013.
8. Espera A. H. Jr. et al. 3D-printing and advanced manufacturing for electronics // Progress in Additive Manufacturing. 2019. No 4.
9. Sridhar A. et al. Inkjet Printing as a Key Enabling Technology for Printed Electronics // Material Matters. 2011. Vol. 6.
10. Lim S. Inkjet printability of electronic materials important to the manufacture of fully printed OTFTs: Dissertation; Western Michigan University. Michigan, ScholarWorks at WMU, 2012.
11. He B. et al. The roles of wettability and surface tension in droplet formation during inkjet printing. Scientific Reports, 2017.
12. Zhang L. et al. The Simulation Study of Fluid Physical Properties on Drop Formation of Drop-on-demand Inkjet Printing. MATEC Web of Conferences, 2015.
13. Bogy D. B., Talke E. F. Experimental and theoretical study of wave propagation phenomena in drop-on-demand ink jet devices // IBM Journal of Research and Development. 1984. Vol. 28.
14. Duineveld P. C. The stability of ink-jet printed lines of liquid with zero receding contact angle on a homogeneous substrate // Journal of Fluid Mechanics.2003. Vol. 477.
15. Yarin A. L. Drop Impact Dynamics: Splashing, Spreading, Receding, Bouncing // Annual Review of Fluid Mechanics. 2006. Vol. 38.
16. Stringer J., Derby B. Limits to feature size and resolution in ink jet printing // Journal of the European Ceramic Society. 2009. Vol. 29. No 5.
17. Schiaffino S., Sonin A. A. Molten droplet deposition and solidification at low Weber numbers // Physics of Fluids. 1997. Vol. 9. No 11.
18. Beedasy V., Smith P. J. Printed Electronics as Prepared by Inkjet Printing // Materials. 2020. Vol. 13.
19. Birdi K. S. et al. A study of the evaporation rates of small water drops placed on a solid surface // The Journal of Physical Chemistry. 1989. Vol. 93 (9).
20. Yunker P. J. et al. Suppression of the coffee-ring effect by shapedependent capillary interactions // Nature. 2011. No 476 (7360). 21. Gieser H. A. et al. Rapid prototyping of Electronic Modules Combining Aerosol Printing and Ink Jet Printing. 3rd Electronics system integration technology conference ESTC, 2010.
22. Фрайд С. Перспективы развития аддитивного производства электроники // Технологии в электронной промышленности. 2020. № 3.
23. Хесин С. Печатная электроника — зарубежный опыт // Вектор высоких технологий. 2020. № 4 (49).
24. BotFactory SV2 PCB Printer.
25. The DragonFly System Brochure.
26. Хесин С. 3D-принтер DragonFly — революция в изготовлении многослойных печатных плат // Вектор высоких технологий. 2018. № 4 (39).
27. Jang D. et al. Influence of Fluid Physical Properties on Ink-Jet Printability // Langmuir. 2009. Vol. 25.
28. Huang Q., Zhu Y. Printing Conductive Nanomaterials for Flexible and Stretchable Electronics: A Review of Materials, Processes, and Applications // Advanced material technologie. 2019. Vol. 4.
29. Wilkinson N. J. et al. A review of aerosol jet printing — a non-traditional hybrid process for micro-manufacturing // The International Journal of Advanced Manufacturing Technology. 2019. Vol. 105.
30. Smith M. et al. Controlling and assessing the quality of aerosol jet printed features for large area and flexible electronics // Flexible and Printed Electronics. 2017. Vol. 2.
31. Antohe B. V., Wallace D. B. Acoustic phenomena in a demand mode piezoelectric inkjet printer // Journal of Imaging Science and Technology. 2002. Vol. 46. No 5.
32. Official Agency HDC Co., Ltd. DragonFly 2020 PRO 3D Printer for Professional Electronics. Brochure.
33. Nano Dimension — Nano Ink User Guide.
34. Fromm J. E. Numerical calculation of the fluid dynamics of drop-ondemand jets // IBM Journal of Research and Development. 1984. Vol. 28. No 3.
35. Reis N., Derby B. Ink jet deposition of ceramic suspensions: modeling and experiments of droplet formation // MRS Online Proceedings Library. 2000. Vol. 624.
36. Son Y. et al. Spreading of an inkjet droplet on a solid surface with a controlled contact angle at low Weber and Reynolds numbers // Langmuir. 2008. Vol. 24 (6).
37. Perelaer J. et al. Droplet tailoring using evaporative inkjet printing // Macromolecular Chemistry and Physics. 2009. Vol. 210 (5).
38. Szczech J. B. et al. Fine-line conductor manufacturing using drop-on demand PZT printing technology // IEEE Transactions on Electronics Packaging Manufacturing. 2002. Vol. 25 (1).
39. Wu H.-C. et al. Development of a three-dimensional simulation system for micro-inkjet and its experimental verification // Materials Science and Engineering A. 2004. Vol. 373 (1–2).
40. De Gans B. J. et al. Inkjet printing of polymers: state of the art and future developments // Advanced Materials. 2004. Vol. 16 (3).
41. Dong H. et al. An experimental study of drop-on-demand drop formation // Physics of Fluids. 2006. Vol. 18 (7).
42. Seerden K. A. et al. Ink-jet printing of wax-based alumina suspensions // Journal of the American Ceramic Society. 2001. Vol. 84 (11).
43. Jo B. W. et al. Evaluation of jet performance in drop-on-demand (DOD) inkjet printing // Korean Journal of Chemical Engineering. 2009. Vol. 26 (2).
44. Liu Y., Derby B. Experimental study of the parameters for stable dropondemand inkjet performance // Physics of Fluids. 2019. Vol. 31 (3).
45. Nayak L. et al. A review on inkjet printing of nanoparticle inks for flexible electronics // Journal of Materials Chemistry C. 2019. Vol. 7.
46. Kamyshny A., Magdassi S. Conductive nanomaterials for printed electronics // Small. 2014. Vol. 10.
47. Magdassi S. Chemistry of Inkjet Inks. Singapore, World Scientific, 2010.
48. Tekin E. et al. Inkjet printing as a deposition and patterning tool for polymers and inorganic particles // Soft Matter. 2008. Vol. 4.
49. Dearden A. L. et al. A low curing temperature silver ink for use in ink-jet printing and subsequent production of conductive tracks // Macromolecular Rapid Communications. 2005. Vol. 26.
50. Finn D. J. et al. Inkjet printing of silver nanowire networks // ACS Applied Materials & Interfaces. 2015. Vol. 7.
51. Huang Q. et al. Inkjet printing of silver nanowires for stretchable heaters // ACS Applied Nano Materials. 2018. Vol. 1.
52. Rai T. et al. A stretchable RF antenna with silver nanowires // IEEE Electron Device Letters. 2013. Vol. 34.
53. Huang G.-W. et al. Wearable electronics of silver-nanowire/poly (dimethylsiloxane) nanocomposite for smart clothing // Scientific Reports. 2015. Vol. 5.
54. Seifert T. et al. Additive Manufacturing Technologies Compared: Morphology of Deposits of Silver Ink Using Inkjet and Aerosol Jet Printing // Industrial & Engineering chemistry research. 2015. Vol. 54.
55. Jeong S. et al. Ink-Jet-Printed Organic-Inorganic Hybrid Organic ThinFilm Transistors // The Journal of Physical Chemistry. 2008. Vol. 14. 3D-MID
56. Derby B., Reis N. Inkjet printing of highly loaded particulate suspensions // MRS Bull. 2003. Vol. 28.
57. Deegan R. D. et al. Capillary flow as cause of ring stains from dried liquid drops // Nature. 1997. Vol. 389.
58. Sun J. et al. Recent advances in controlling the depositing morphologies of inkjet droplets // ACS Applied Materials & Interfaces. 2015. Vol. 7.
59. Wong T.-S. et al. Nanochromatography driven by the coffee ring effect // Analytical Chemistry. 2011. Vol. 83 (6).
60. Danov K. D. et al. Interactions between particles with an undulated contact line at a fluid interface: Capillary multipoles of arbitrary order // Journal of Colloid Interface Science. 2005. Vol. 287 (1).
61. Loudet J.-C. et al. Capillary interactions between anisotropic colloidal particles // Physical Review Letters. 2005. Vol. 94 (1).
62. Bowden N. et al. Self-assembly of microscale objects at a liquid/liquid interface through lateral capillary forces // Langmuir. 2001. Vol. 17 (5).
63. Yunker P. J. et al. Suppression of the coffee-ring effect by shapedependent capillary interactions // Nature. 2011. Vol. 476 (7360).
64. Fukuda K. et al. Profile control of inkjet printed silver electrodes and their application to organic transistors // ACS Applied Materials and Interfaces. 2013. Vol. 5 (9).
65. Anyfantakis M. et al. Modulation of the coffee-ring effect in particle/surfactant mixtures: the importance of particle — interface interactions // Langmuir. 2015. Vol. 31 (14).
66. Anyfantakis M., Baigl D. Dynamic photocontrol of the coffee-ring effect with optically tunable particle stickiness // Angewandte Chemie. 2014. Vol. 126 (51).
67. Zhang Y. et al. Shape changes during the drying of droplets of suspensions // Langmuir. 2008. Vol. 24 (8).
68. Zhang Y., Evans J. R. Morphologies developed by the drying of droplets containing dispersed and aggregated layered double hydroxide platelets // Journal of colloid and interface science. 2013. Vol. 395.
69. Ristenpart W. et al. Influence of substrate conductivity on circulation reversal in evaporating drops // Physical Review Letters. 2007. Vol. 99 (23).
70. Wang L. et al. Inkjet printed colloidal photonic crystal microdot with fast response induced by hydrophobic transition of poly (N‑isopropyl acrylamide) // Journal of Materials Chemistry. 2012. Vol. 22 (40).
71. Kajiya T. et al. Controlling the drying and film formation processes of polymer solution droplets with addition of small amount of surfactants // The Journal of Physical Chemistry B. 2009. Vol. 113 (47).
72. Majumder M. et al. Overcoming the “coffee-stain” effect by compositional Marangoni-flow-assisted drop-drying // The Journal of Physical Chemistry B. 2012. Vol. 116 (22).
73. Bao B. et al. Patterning fluorescent quantum dot nanocomposites by reactive inkjet printing // Small (Weinheim an der Bergstrasse, Germany). 2015. Vol. 11 (14).
74. Lessing J. et al. Inkjet Printing of conductive inks with high lateral
resolution on omniphobic “Rf paper” for paper-based electronics and
MEMS // Advanced Materials. 2014. Vol. 26 (27).
75. Tan H. W. et al. A review of printed passive electronic components through fully additive manufacturing methods // Virtual and Physical Prototyping. 2016.
76. Huang D. et al. Plastic-compatible low resistance printable gold nanoparticle conductors for flexible elrctonics // Journal of the Electrochemical Society. 2003. Vol. 150. No 7.
77. Burns S. E. et al. Inkjet printing of polymer thin-film transistor circuits // MRS Bull. 2003. Vol. 28.
Авторы:
Ольга Смирнова
olga.smirnova.nik@gmail.com
Юлия Боброва
ju. s.bobrova@bmstu.ru
Константин Моисеев
k.moiseev@bmstu.ru
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube