Рынок 3D-принтеров продолжает расти, и по мере того, как принтеры становятся все более надежными и быстрыми, начинает иссякать запас прочности экструдеров, хотэндов и сопел. Канадская компания Dyze Design разработала высокопроизводительные экструдеры Pulsar и Typhoon, которые могут применяться как в стандартных настольных FFF принтерах, так и в множестве профессиональных решений. Предлагая высокоскоростные печатающие головки, Dyze Design может обеспечить точный и быстрый процесс FDM печати.
Dyze Design — компания из Монреаля, которая разрабатывает, производит и продает компоненты для 3D-принтеров, в основном хотэнды, экструдеры, датчики и другие типы аксессуаров, которые связаны с процессами подачи и хранения материалов. Их миссия — «дать людям возможность создавать инструменты и вещи, которые им нужны, где и когда они хотят». Эта миссия решается за счет разработки продуктов, которые повышают надежность и удобство использования 3D-принтеров, позволяя людям печатать из большого количества материалов.
Одним словом, их цель - стать «Intel Inside» 3D-принтеров: стать основным поставщиков экструзионных систем для всех принтеров, работающих по принципу экструзии материалов, особенно в промышленности.
Суть используемой ими технологии заключается в использовании гранулированного пластика. У этой технологии есть несколько преимуществ. Во-первых, стоимость печати в среднем в 3-4 раза ниже, чем при использовании филамента при том же расходуемом количестве материала. Кроме того - скорость. Например, экструдер Pulsar, производительность которого достигает 2,5 кг материала в час, экономит очень много денег на материале. Тем более, что катушки весом более 1 кг встречаются довольно редко.
Во-вторых, гранулированный пластик кажется многим промышленникам и производителям более экологичным и гибким решением. Можно производить свои собственные гранулы, в том числе и из переработанных материалов. Наконец, гранулирование дает большую гибкость в выборе материалов: некоторые полимеры просто не существуют в виде филамента, потому что их свойства не позволяют их перерабатывать, но их все же можно экструдировать для печати детали.
Меры предосторожности при работе с гранулированным пластиком аналогичны использованию филамента, однако материал более чувствителен к влаге. Поэтому важно хранить определенные виды материалов в контейнере, защищающем от влаги, или с использованием осушителя. Влажность — это самая частая причина появления дефектов при печати.
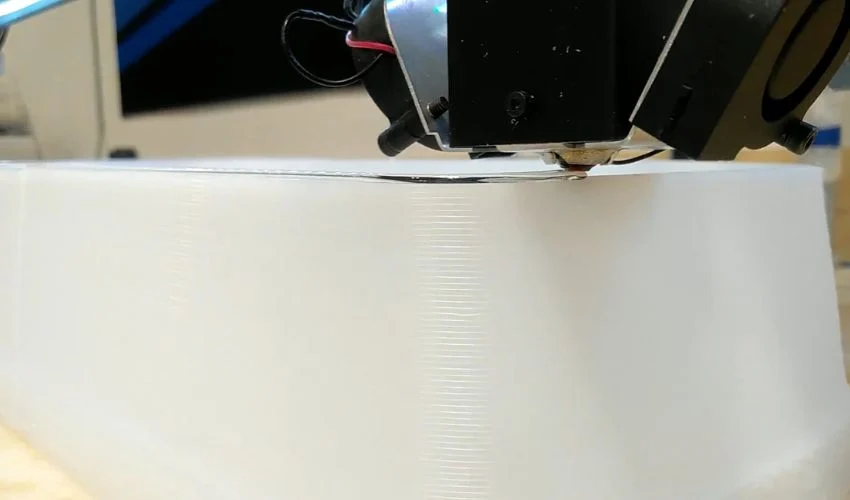
Очевидно, что высокая производительность приводит к большому количеству расплавленного материала. При скоростной печати и особенно при крупноформатной печати детали склонны к короблению, потому что промежуточные слои не успевают достаточно остыть. Поэтому важно использовать хорошую активную систему охлаждения.
Общим недостатком высокоскоростных грануляторов является то, что они могут печатать только в «режиме вазы». Поскольку усадка практически невозможна при использовании шнековой экструзии, материал продолжает течь и при движении. Однако, в случае Pulsar, экструдер оснащен системой защиты от протечек в сопле, которая допускает движения по осям X и Y для печати не только в режиме вазы.
Как видите, скорость печати обещает расти и дальше. Проблемой может, конечно, стать ускорение печати металлом. Тем не менее, мы уверены, что в ближайшие 5-7 лет мы увидим апгрейды и этой технологии.
Спасибо за внимание!
Рынок 3D-принтеров продолжает расти, и по мере того, как принтеры становятся все более надежными и быстрыми, начинает иссякать запас прочности экструдеров, хотэндов и сопел. Канадская компания Dyze Design разработала высокопроизводительные экструдеры Pulsar и Typhoon, которые могут применяться как в стандартных настольных FFF принтерах, так и в множестве профессиональных решений. Предлагая высокоскоростные печатающие головки, Dyze Design может обеспечить точный и быстрый процесс FDM печати.
Dyze Design — компания из Монреаля, которая разрабатывает, производит и продает компоненты для 3D-принтеров, в основном хотэнды, экструдеры, датчики и другие типы аксессуаров, которые связаны с процессами подачи и хранения материалов. Их миссия — «дать людям возможность создавать инструменты и вещи, которые им нужны, где и когда они хотят». Эта миссия решается за счет разработки продуктов, которые повышают надежность и удобство использования 3D-принтеров, позволяя людям печатать из большого количества материалов.
Одним словом, их цель - стать «Intel Inside» 3D-принтеров: стать основным поставщиков экструзионных систем для всех принтеров, работающих по принципу экструзии материалов, особенно в промышленности.
Суть используемой ими технологии заключается в использовании гранулированного пластика. У этой технологии есть несколько преимуществ. Во-первых, стоимость печати в среднем в 3-4 раза ниже, чем при использовании филамента при том же расходуемом количестве материала. Кроме того - скорость. Например, экструдер Pulsar, производительность которого достигает 2,5 кг материала в час, экономит очень много денег на материале. Тем более, что катушки весом более 1 кг встречаются довольно редко.
Во-вторых, гранулированный пластик кажется многим промышленникам и производителям более экологичным и гибким решением. Можно производить свои собственные гранулы, в том числе и из переработанных материалов. Наконец, гранулирование дает большую гибкость в выборе материалов: некоторые полимеры просто не существуют в виде филамента, потому что их свойства не позволяют их перерабатывать, но их все же можно экструдировать для печати детали.
Меры предосторожности при работе с гранулированным пластиком аналогичны использованию филамента, однако материал более чувствителен к влаге. Поэтому важно хранить определенные виды материалов в контейнере, защищающем от влаги, или с использованием осушителя. Влажность — это самая частая причина появления дефектов при печати.
Очевидно, что высокая производительность приводит к большому количеству расплавленного материала. При скоростной печати и особенно при крупноформатной печати детали склонны к короблению, потому что промежуточные слои не успевают достаточно остыть. Поэтому важно использовать хорошую активную систему охлаждения.
Общим недостатком высокоскоростных грануляторов является то, что они могут печатать только в «режиме вазы». Поскольку усадка практически невозможна при использовании шнековой экструзии, материал продолжает течь и при движении. Однако, в случае Pulsar, экструдер оснащен системой защиты от протечек в сопле, которая допускает движения по осям X и Y для печати не только в режиме вазы.
Как видите, скорость печати обещает расти и дальше. Проблемой может, конечно, стать ускорение печати металлом. Тем не менее, мы уверены, что в ближайшие 5-7 лет мы увидим апгрейды и этой технологии.
Спасибо за внимание!