Выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки должна быть указана в технической документации на трубопровод в зависимости от восприимчивости конкретной марки стали к термическому циклу резки.
Фаски на трубах из углеродистых и низколегированных сталей под ручную аргонодуговую сварку без подкладных колец, а также на трубах из сталей легированных и высоколегированных, независимо от способа сварки, необходимо снимать только механическим способом. Подготовленные кромки не должны иметь вырывов. заусенцев, резких переходов и острых углов. Все местные уступы и неровности следует удалить абразивным кругом или напильником.
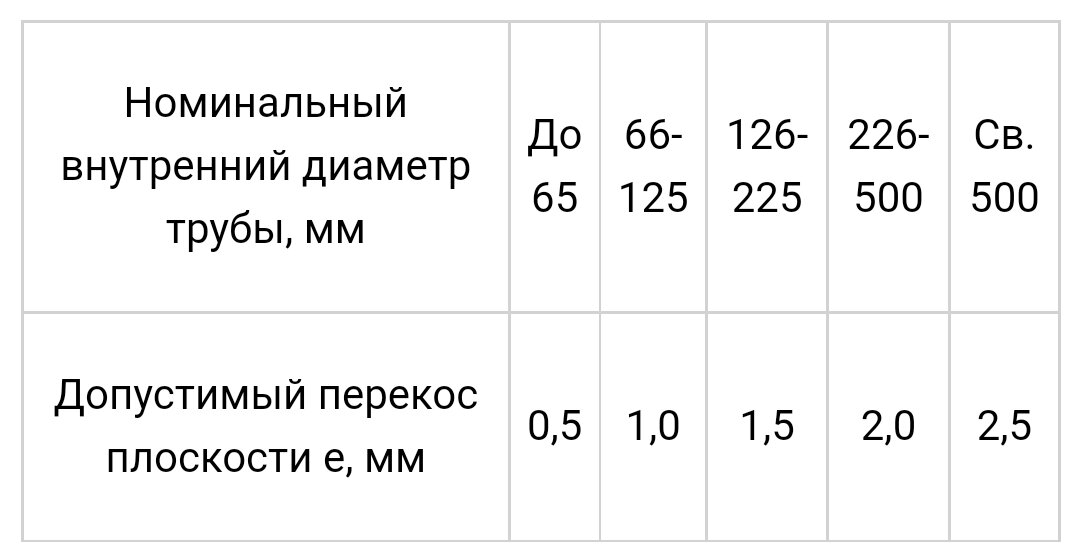
Подготовленный торец трубы проверяют на перпендикулярность

Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Устройства для калибровки концов труб
Рекомендуемая обработка внутреннего диаметра концов труб согласно РД 153-34.1-003-01
Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
Вид расточки концов труб под подкладное кольцо
При стыковке труб с разными наружными диаметрами следует выполнить следующие варианты обработки:
l≥50 мм; α = (45±2)°; β≤(15 ± 2)°
l ≥ 5(S2 - S1); β = (15 ± 2)°
Вмятины на концах труб исправляют с помощью домкратов или других разжимных устройств при условии, что глубина вмятины не превышает 3,5% диаметра трубы, а толщина стенки трубы - не более, мм:
Кромки литых деталей трубопровода необходимо подготавливать в заводских условиях механическим путем. Никакая дополнительная обработка литых деталей в условиях монтажа не допускается.
Качество обработки кромок труб под сварку , размеры фасок проверяют специальными шаблонами.