Станок термической резки GiperPlasma 2006 оснащен современной отечественной системой ЧПУ и укомплектован всем необходимым для стабильной работы оборудованием, позволяющим производить фигурный раскрой листового металла по внесенным в станок чертежам с толщинами от 0,5 до 150 мм и труб с диаметром до 350 мм.
Станок может комплектоваться как одним (газо-кислородной или плазменной резки), так и двумя резаками для удобства использования. Оборудование оснащается воздушно-секционным столом с управлением от блока ЧПУ во время резки металла, для оптимизации дымоудаления и охлаждения разрезаемого металла, для предотвращения деформаций.
Станки "ГИПЕРПЛАЗМА" собирается в России, поставляется полностью готовым к работе и не требует подготовки основания для установки в цехе.
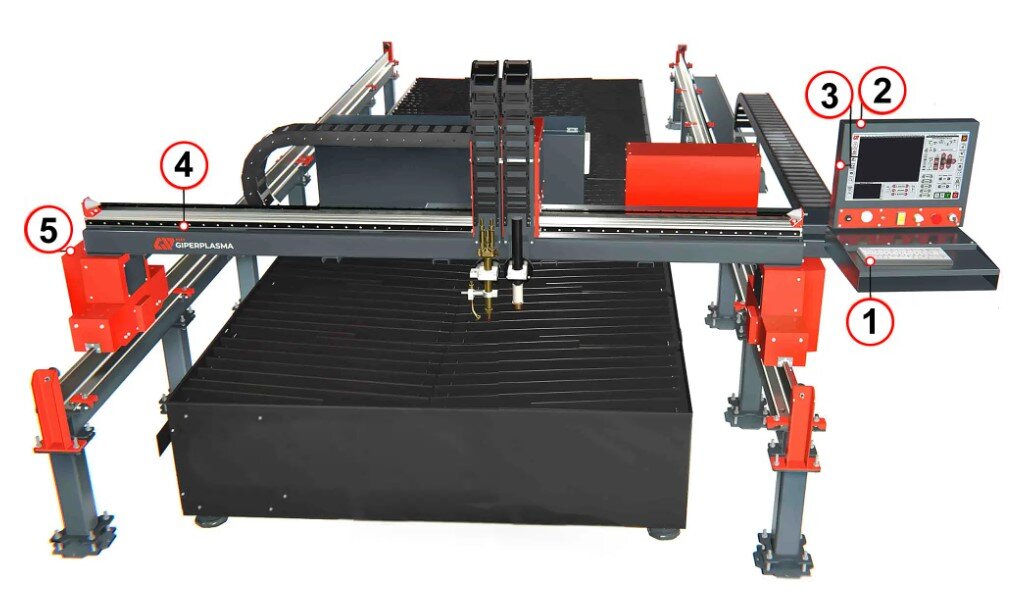
- Панель управления: дистанционный пульт управления, клавиатура, мышь
- Стойка оператора вращающаяся
- Мощный промышленный ПК, рассчитан на интенсивную работу и оснащен сенсорным экраном 18,5 дюйма
- Все ответственные стыковочные соединения фрезерованы
- Двусторонний сервопривод с прецизионным планетарным редуктором
НАПРАВЛЯЮЩИЕ
Применены направляющие HiWIN серии HG, для перемещения по осям X, Y
Четырехточечный контакт каретки и опор по всей длине рельса. Движение по направляющим плавное и легкое, но без люфта. Длительный срок службы при высокой точности. Высокоскоростное перемещение при незначительном тяговом усилии. Равная грузоподъемность во всех направлениях.
Система привода
Косозубые зубчатые рейки с классом точности Q8, планетарные редукторы и серводвигатели
по координатным осям X и Y
Планетарные и прецизиозные редукторы:
пониженная шумность, компактность. Повышенное передаточное отношение. Долгий срок службы.
Шарико-винтовая передача лифтового устройства:
Низкий коэффициент трения, КПД преобразования от 90%, высокая осевая жесткость и точность позиционирования, хорошие динамические показатели при малой мощности и крутящем моменте привода.
Косозубая зубчатая рейка-шестерня
обеспечивает высокую надежность, точность позиционирования и плавность перемещения. Увеличенная площадь контакта зубьев позволяет выдерживать большие нагрузки.
Секционный воздушно-вытяжной стол
✔ Конструкция стола обеспечивает ускоренное отведение тепла от разрезаемого металла позволяет уменьшить деформацию детали и вырезать множество внутренних контуров на небольшом расстоянии друг от друга;
✔ Вредные выбросы, выделяемые при термической резке листа металла удаляются без дополнительного оборудования (вент. каналов, вытяжных вентиляторов и фильтровентиляционных агрегатов).
Основные элементы нашего стола:
Портал и основание
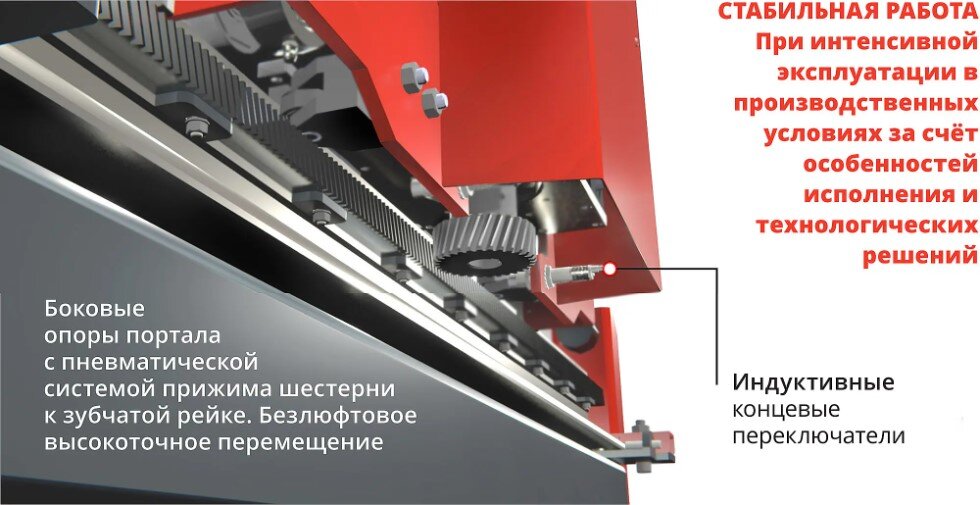
6. Каретка на четырех подшипниках высокой точности с пневматической системой прижима шестерни к зубчатой рейке обеспечивает безлюфтовое высокоточное перемещение.
7. Кабельканалы из отечественного ударо- и жаро- прочного промышленного пластика обеспечивают защиту подводящих газ шлангов и сигнальных кабелей.
8. Лифтовое устройство оснащено шаговым двигателем, что позволяет максимально точно позиционировать инструмент по высоте, относительно заготовки.
9. Экструдированный алюминиевый профиль интегрирован в стальную конструкцию на фрезерованную плоскость, что обеспечивает максимальную точность геометрии заготовок на выходе.
10. На станок возможна установка плазменного и газового резака одновременно.
11. Портал оснащен магнитным креплением резака с индуктивным датчиком столкновения.
12. Опорные тумбы изготовлены из профильной трубы с размерами 100х100мм, с толщиной стенки 3мм.
13. Концевые стопоры оснащены амортизирующими накладками для предотвращения смещения станка при ударах в нештатной ситуации.
14. Высокоточная косозубая зубчатая рейка обеспечивает отличную точность позиционирования и минимизирует люфты в узле перемещения портала по столу.
Функционал системы ЧПУ
параметры и настройки
- Высота реза, Высота переноса дуги, Высота пробивки
- Параметры высот для систем плазменной и газопламенной резки
- Задержка включения регулирования высоты (AVC)
- Пропуск процедуры задания начальной высоты для ускорения работы на деталях малого размета (пропуск поиска)
- Время пробивки
- Скорость автоматических перемещений резака
- Скорость перемещений в режиме ручного управления
- Скорость распознавания листа в процедуре задания начальной высоты
- Выравнивание раскроя относительно листа по двум точкам
- Возврат к точке останова для продолжения резки раскроя
- Перемещение по раскрою к нужной детали на точку пробивки, на точку траектории
- Высота начала процедуры поиска заготовки
- Технологические карты резки (для плазмы или газа)
- Редактирование технологических карт резки
- Режим работы с толстыми материалами (обход лужи расплавленного металла, которая может образоваться в процессе пробивки)
- Защита от повреждения резака в конце реза (Head Safety Lock)
- Предотвращение ныряния резака при прохождении углов и отверстий (KerfDetect)
- Отключение контроля над напряжением дуги по команде ЧПУ при прохождении углов, края заготовки, резки отверстий малого диаметра
- Настраиваемые параметры привода резака (ускорение, импульсов и т.д.)
- Захват на высоте реза позволяет поддержать напряжение дуги в соответствии с установленной высотой реза
- Диагностика входов и выходов контроллера управления
- Автоматический или ручной контроль над процессом реза
- Контроль работы с выдачей сообщений об ошибках и мерах по их устранению
Программное обеспечение для станка GiperPlasma
Оборудование термической резки работает по исполняемым программным кодам, в которых указаны рабочие режимы оборудования на каждом участке, проходимой резаком во время резки для оптимизации качества заготовок на выходе.
Наша компания поставляет программный комплекс для работы цеха, выпускающего металлоизделия. Вы можете положиться на это программное обеспечение в вопросах расчета стоимости и оптимизации раскладки деталей для раскроя на листе - умные алгоритмы с машинным обучением сделают всю рутинную работу быстро и без вмешательства оператора, которому останется только загрузить полученные результаты в станок и предоставить заказчику расчеты стоимости вырезанных изделий. Программное обеспечение очень гибко настраивается и способно учитывать все операции, добавляя их к себестоимости, формируя за счет этого реальную цену изготовления партии или единичного изделия.
Интерфейс оператора станка предельно понятен, и удобен в использовании: