Итак, пусть у вас есть 3D принтер. Вы выровняли платформу, подобрали настройки слайсера. Но теперь остается еще одна веха - калибровка принтера.
Первый слой
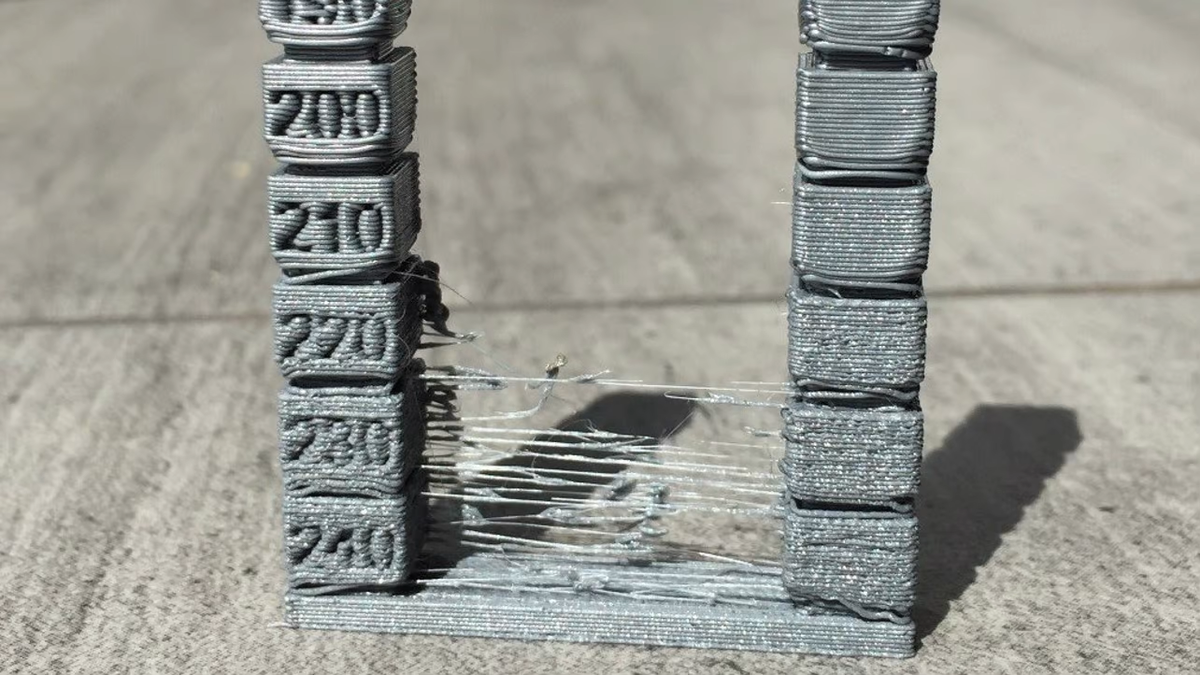
Хороший первый слой критически важен для качественной печати. Если сопло экструдера находится слишком близко к платформе, то первый слой скорее всего будет размазан, что точно сделает ваше изделие мусором. В то же время, если сопло слишком далеко - у первого слоя будет плохая адгезия, что тоже сильно повлияет на качество отпечатка.
Вы можете повлиять на этот параметр компенсацией по оси Z. Это значение, которое сообщает вашему принтеру расстояние, на которое удалено начало оси Z от кроватки.
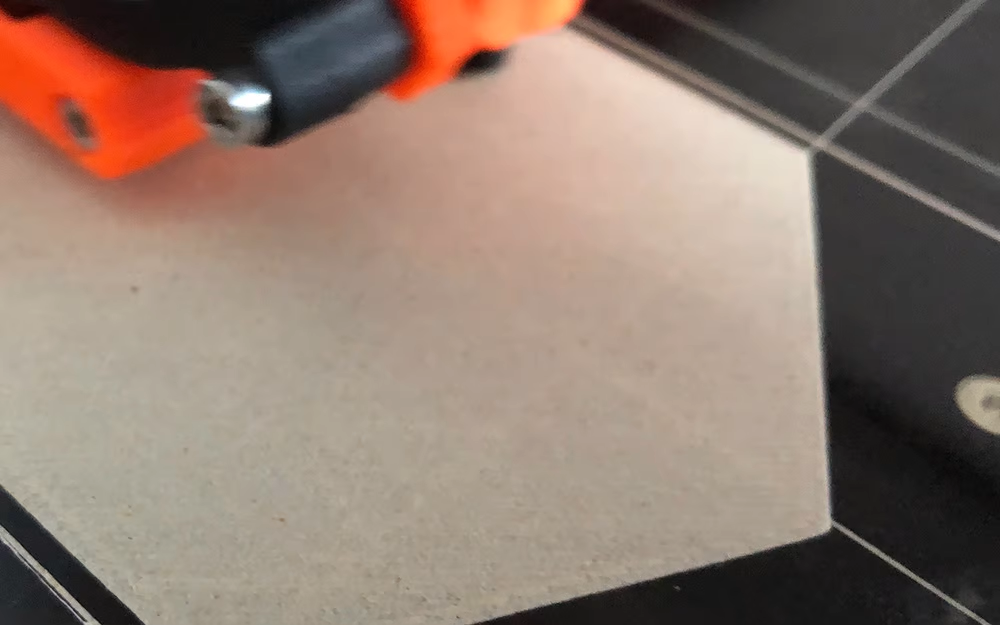
Здесь, в общем-то, целью является идеальный первый слой, как на картинке. Если первый слой не получился - можно смело отменять дальнейшую печать.
Калибровка шаговых двигателей
3D принтеры используют шаговые двигатели с малым шагом для движения по осям. Это позволяет точно рассчитать положение экструдера и задать его цель.
Для 3D принтера калибровка шаговых двигателей заключается в определении длины одного шага. Для калибровки экструдера вам нужно удостовериться, что экструдер забирает нужное количество материала, не больше и не меньше. Для этого вам потребуется ввести пару команд в G-code.
Шаг 1
В рамках этого шага, нам нужно сравнить настройки принтера с его реальными показателями. Для этого необходимо провести немного вычислений.
- Посылаем команду M503. Часть возвращаемого кода будет выглядеть похожей на это: M92 X100.00 Y100.00 Z400.00 E140.00
- Запишите эти значения. Первые три отвечают за количество шагов, которые нужно выполнить шаговому двигателю для передвижения на 1 миллиметр по осям X, Y и Z соответственно. На данный момент нам нужно последнее значение, которое означает количество шагов, которое требуется для экструзии 1 мм филамента. Это будет число А.
- Далее, отмечаем на филаменте отрезок длиной 50 мм, считая от верха экструдера. Измерьте точное значение с помощью штангенциркуля и запишите его. Это будет число B.
- Теперь, прогоняем через экструдер 10 мм филамента и измеряем расстояние от верха экструдера до нашей отметки. Это число С. Если расстояние изменилось на 10 мм, то это означает, что экструдер уже корректно настроен. Если нет, нам нужно изменить параметр, отвечающий за количество шагов для экструзии.
Шаг 2
Калибруем экструдер. Для этого:
- Посылаем команду M92 E[D], где D - 10*А/(В-С).
- Посылаем команду M500 чтобы сохранить новое значение.
Шаг 3
Калибруем оси 3D принтера. Калибровка осей также очень важна, однако потребует от вас напечатать что-нибудь.
Учитывайте, что калибровка экструдера должна быть выполнена до калибровки осей, поскольку она влияет на размер печатаемых объектов.
Для калибровки осей вам потребуется напечатать маленький куб, например. Выбирайте дизайн сами здесь.
После печати кубика измерьте его стороны. Для каждой стороны повторите расчеты, которые мы производили для экструдера, но замените значения следующими:
- (B-C) - вашими измерениями
- Число 10 - значением размера, которое должно было быть
- И в команде M92 вместо E - соответствующей буквой для оси (мы рассмотрели это в шаге 1).
На этом все! Спасибо за внимание!