
В самом начале публикации хочется отметить, что это не первый сабвуфер на данном динамике. До бандпасса 4-го порядка (далее - БП, Bandpass), были акустические оформления - "закрытый ящик" (далее - ЗЯ), и "фазоинвертор" (далее - ФИ). Забегая вперед скажу, что данный динамик, оформленный в БП 4-го порядка, при немного больших габаритах, выдает субъективно более лучшее звучание, чем оформленный в ЗЯ или ФИ.
Автором были измерены параметры конкретного экземпляра динамика:
Qts = 0.84
Vas = 34 l
Fs = 34 Hz
Re = 3.6 Ohm
Le = 1,32 H
Xmax = 7.5 mm
Z = 4 Ohm
Qms = 8.27
Qes = 0.93
SPL = 87 db
Pe = 150 W
BL = 7.6
Dia = 0.17 m
Sd = 242 m²
Сходу кажется, что исходя из полученных значений параметров, данная динамическая головка не особо подходит для акустического оформления бандпасс. На самом деле все не совсем так. Подставив полученный значения в программу для расчета акустического оформления, в данном случае использовалась программа - WinISD, автором была подобрана оптимальная конфигурация акустического оформления для данного динамика.
При расчете акустического оформления, автор старался получить максимально плоскую АЧХ, при минимальных габаритах корпуса, а также приемлемый по ширине частотный диапазон.
Расчетная АЧХ акустического оформления:
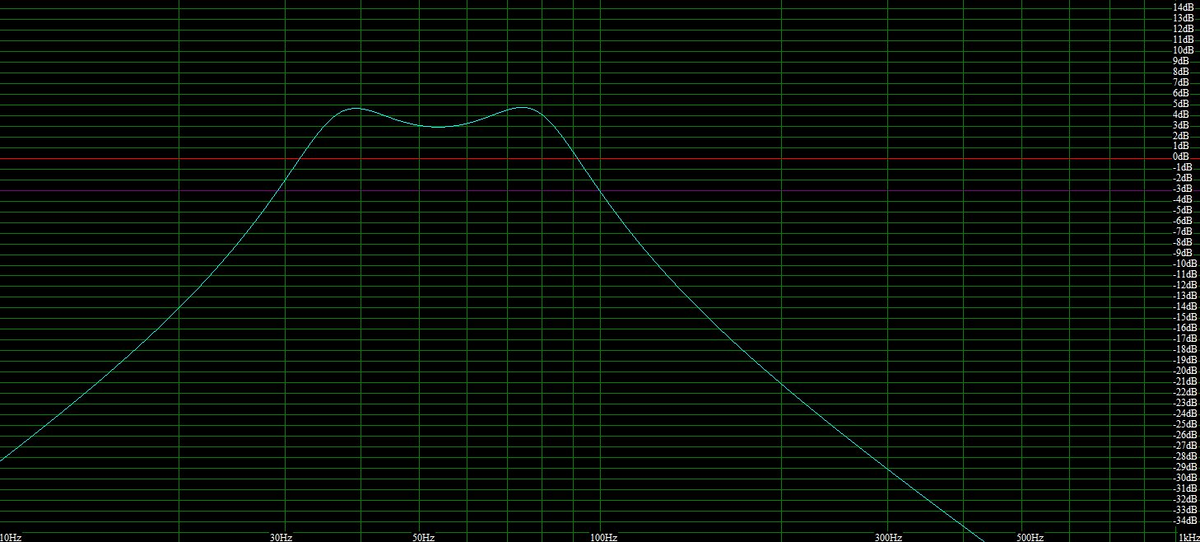
Частотный диапазон (по уровню -3дБ) - 30 - 90 Гц.
Далее были созданы чертежи будущего корпуса сабвуфера:
Габариты корпуса - 407 х 460 х 407 мм;
Объем фронтальной камеры - 22,7 литра ( ~20 литров за вычетом динамика и трубы ФИ);
Объем тыловой камеры - 30,6 литра ( ~ 26 литров за вычетом динамика);
Частота настройки порта ФИ - 53 Гц;
После всех расчетов и создания чертежей начался процесс изготовления корпуса "в железе", точнее - "в дереве".
Первым делом были выпилены заготовки для всех панелей корпуса. В качестве материала корпуса использовался ДСП толщиной 21 мм от бывшей в употреблении мебели.
Сборка корпуса сабвуфера началась с приклеивания будущей передней и задней стенок корпуса, а затем - одной из боковых стенок, на которой расположится терминал с входными клеммами.
На боковые и центральную стенку не нашлось цельных кусков ДСП, поэтому пришлось склеивать панели из двух отдельных кусков. Части панелей герметично склеены, стыки обильно промазан герметиком.
Уголки выпилены из бруса 30х30 мм, путем распиливания его в длину под углом 45 градусов.
Следующий шаг - разметка и выпиливание посадочного отверстия под динамик, порт фазоинвертора и входной терминал.
Диаметр отверстия под динамик - 233 мм.
Точность получившегося отверстия проверяется небольшим отрезком трубы, аналогичной той, что будет в будущем трубой фазоинвертора.
Наружный диаметр трубы фазоинвертора - 88 мм, внутренний - 74 мм. Длинна трубы - 165 мм.
После выпиливания отверстия под динамик, панель вклеивается в корпус. Устанавливаются уголки, стыки промазываются герметиком.
На все внутренние плоские поверхности приклеивается звукопоглощающий материал - ватин.
Когда все поверхности оклеены ватином устанавливается и надежно закрепляется динамик.
После установки динамика, протягиваются провода динамика месту расположения входного терминала. Провод - ПВС 1 мм2.
Следующий шаг - вклеивание трубу фазоинвертора. Стык трубы и корпуса обильно промазывается герметиком.
Убедившись, что динамик надежно закреплен, автор приступил к приклеиванию второй боковой стенки.
Каждая из камер ящика наполовину заполняется синтепоном.
После этого, ящик готов к тому, чтобы накрыть его крышкой. На крышку с внутренней стороны так же наклеен ватин.
По периметр ящика, а так же на торец центральной панели (на которой закреплен динамик), автор обильно нанес клей, чтобы после прижатия крышки не образовалось щелей между ней и другими панелями. Крышка корпуса крепится на длинные саморезы.
Далее следуют отделочные операции - шлифовании, шпаклевание и окраска.
Все стороны ящика первично были отшлифованы с помощью эксцентриковой шлиф. машины, с помощью абразивного круга с зернистостью 40, затем с зернистостью 120.
После этого, все стороны были зашпаклеваны. Снова шлифовались, снова шпаклевались, и так много раз по кругу. Шлифование производилось абразивными кругами с зернистостью 120, 180, 220 и 400. С каждым новым слоем шпатлевки размер зерна абразива уменьшался. И так до получения идеально гладких сторон ящика.
После того, как шлифовка была закончена, автор приступил к покраске ящика.
Ящик красил с помощью валиков. Использовались валики диаметром 20 мм и шириной 100 мм и краска для декоративных покрытий, красная, производитель MAV.
Было нанесено по 5 слоев краски на каждую из стен корпуса. После каждого слоя краски - шлифовка кругом с зернистостью 400.
В итоге получился красивый и хороший сабвуфер, которым автор очень доволен. Приятно, что программа WinISD не обманула с расчетами: на слух АХЧ сабвуфера получилась примерно такой, какой она была на экране компьютера в виде графика. Рекомендую данную программу для использования!
Спустя некоторые время после первой публикации данной статьи, под впечатлением от нее, был сделан аналогичный сабвуфер, пользователем под ником - "Georgio".
Вот как сам Georgio отзывается о своем изделии:
Собрал. Это мой первый сабвуфер. С него началось мое увлечение акустикой. Собирал на динамике Kenwood KFC W112S, брал его до кризиса за 1700 рублей. За эти "копейки" удалось собрать саб который в магазинах стоИт по ~40 000 рублей. Мой одногрупник говорит, что у него ФИ в машине (с усилителем 600 Вт) так не валит, как этот малыш. Хороший КПД, как и сказано в некоторых статьях. Удобно смотреть фильмы и ставить на него ноги или напитки, кому как)
Собственно на этом все! Спасибо за внимание!
Ссылки:
Место первой публикации - сайт "Паяльник" - https://cxem.net/sound/dinamics/dinamic104.php
Версия статьи в сообществе Nem0 в ВК -
https://vk.com/@nem0_audio-alphard-sw1003-bp4
Дата первой публикации: 28 мая 2014
Дата изменения: 30 мая 2022