Для настройки датчика высоты инструмента, на нужно проверить включен он или нет, в настройках входных сигналов я показывал как его подключить, путь к этой вкладке программы Config => Ports&Pins => Input Signals.
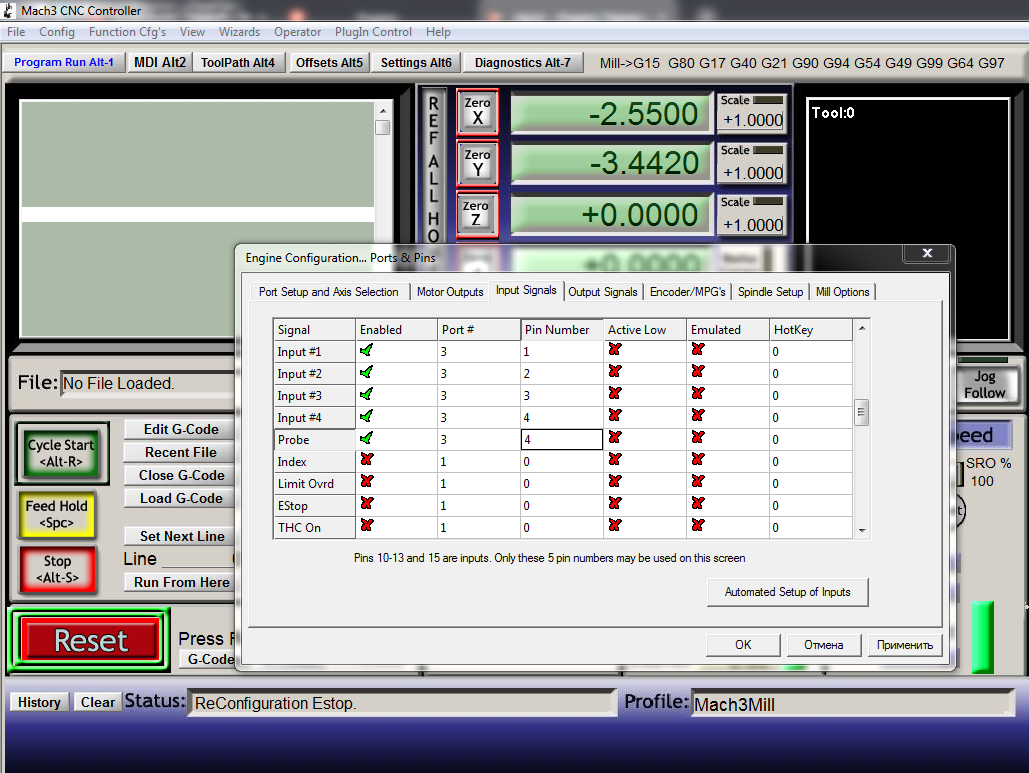
Проверяем, что мы его включили, на против строки Probe, в столбце Enabled стоит зеленая галочка, если нет? то наводим на крестик и меняем щелчком мыши красный крестик на зеленую галочку, из схемы платы видим, вход датчика высоты инструмента подключен к 4 пину платы.
(у плат с USB подключением это порт №3 ),значит ставим 3, Pin Number у меня 4, судя по мануалу.
Теперь нам нужно вставить код для корректной работы датчика высоты инструмента, для этого выполняем следующие действия.
Ишем в верхнем меню Operator, в выпадающем меню находим Edit Button Script, нажимаем его, станет меняться цвет кнопок Auto Tool Zero;G-Codes с черного на белый, также будут показывать нажатие кнопки Ref All Home и Display Mode, программа Mach 3 показывает нам куда мы можем вставить "код", нажимаем на кнопку Auto Tool Zero, открывается вот такое окно вставки кода.
Видим строку кода, выделяем, удаляем эту строчку "кода"и, вставляем своей "код" или приведенный ниже:
PlateOffset=10
Zup=25
MaxZPlus=250
Sleep 100
CurrentFeed = GetOemDRO(818)
Code "F300"
ZNew = GetDro(2) - MaxZPlus
Code "G31Z" &ZNew
While IsMoving()
Wend
ZNew = GetVar(2002)
Code "G0 Z" &ZNew + 3
While IsMoving ()
Wend
Code "F50"
ZNew = GetDro(2) - 6
Code "G31Z" &ZNew
While IsMoving()
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset)
Code "G4 P0.25"
ZNew = PlateOffset + Zup
Code "G0 Z" &ZNew
While IsMoving ()
Wend
Code "(Z axis is now zero !)"
End If
Code "F" &CurrentFeed
Sleep 100
Сохраняем все нажав на File => Save,
Закрываем окно, пробуем работу датчика, описание кода опищу в дрогой статье, единственное что нужно поменять.
PlateOffset=10 => толщина датчика высоты инструмента мм.
Zup=25 => Расстояние на которое отойдет фреза после коррекции
MaxZPlus=250 => Максимальный ход оси Z,
Меняем эти параметры станка на такие которые у вас, и все датчик можно проверять на работоспособность.