Подбор оптимальной ПЭТ преформы — всегда является сложной задачей для каждого производителя бутылок, чтобы получить качественные ПЭТ-бутылки.
Коэффициент двухосного растяжения
Желаемый коэффициент двухосного растяжения составляет около 8.
Коэффициент растяжения по осям X и Y в каждом направлении составляет около 2,83 (R = X x Y).
R — коэффициент двухосного растяжения, X и Y — коэффициент растяжения в каждом направлении.
Длина преформы
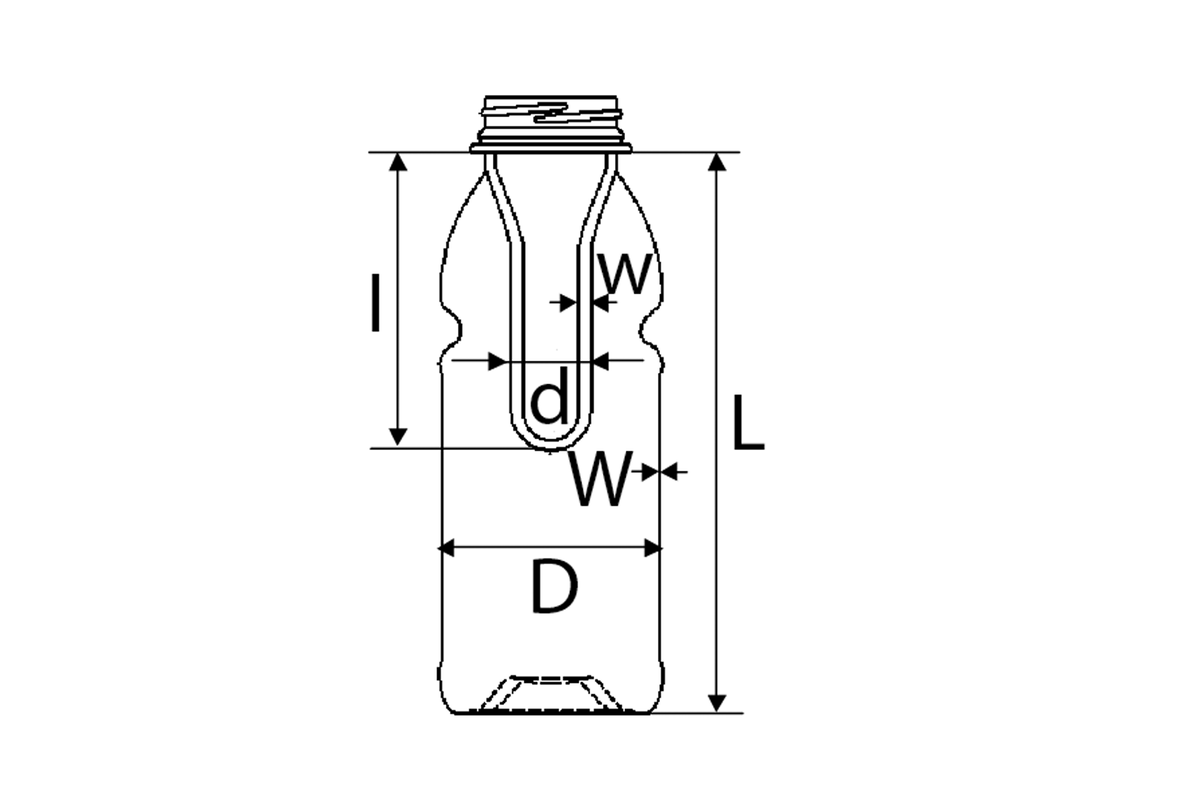
Длина преформы может быть определена исходя из высоты бутылки (минус горлышко, где нет растяжения), деленной на 2,83 (l = L / Y).
L – высота бутылки без горлышка, l – длина преформы без горлышка.
Диаметр преформы
Диаметр преформы равен диаметру бутылки, деленному на 2,83 (d = D/X)
D – диаметр бутылки, d – диаметр преформы.
Толщина стенки преформы
Толщина стенки преформы равна толщине стенки бутылки, умноженной на коэффициент двухосного растяжения.
(w = W х Р).
W — толщина стенки бутылки, w — толщина стенки преформы.
Например, если желаемая толщина стенки бутылки 0,5 мм, высота 300 мм без учета горлышка, диаметр 95 мм.
Толщина стенки преформы будет около 0,5x8=4 мм (W = w х Р);
Длина преформы будет около 300/2,83=106 мм (l = L / Y);
Диаметр преформы будет около 95/2,83=33,5 мм (d = D / X).
На основании этих параметров — длинна, вес и толщина стенки самой ПЭТ преформы уже можно подобрать конкретный вариант самой преформы.
Приведенные выше данные получены из нашего опыта и наблюдений, и предназначены только для справки при подборе ПЭТ преформы для большинства бутылок или флаконов с узким горлышком.
Подобрать пэт преформы от производителя и колпачки для пэт бутылок можно в нашем маркете — pack/s/mart.
