Целесообразность применения токарных резцов по металлу с ручной заточкой, для изготовления прецизионных деталей.
2 апреля 20222 апр 2022
102
...Читать далее
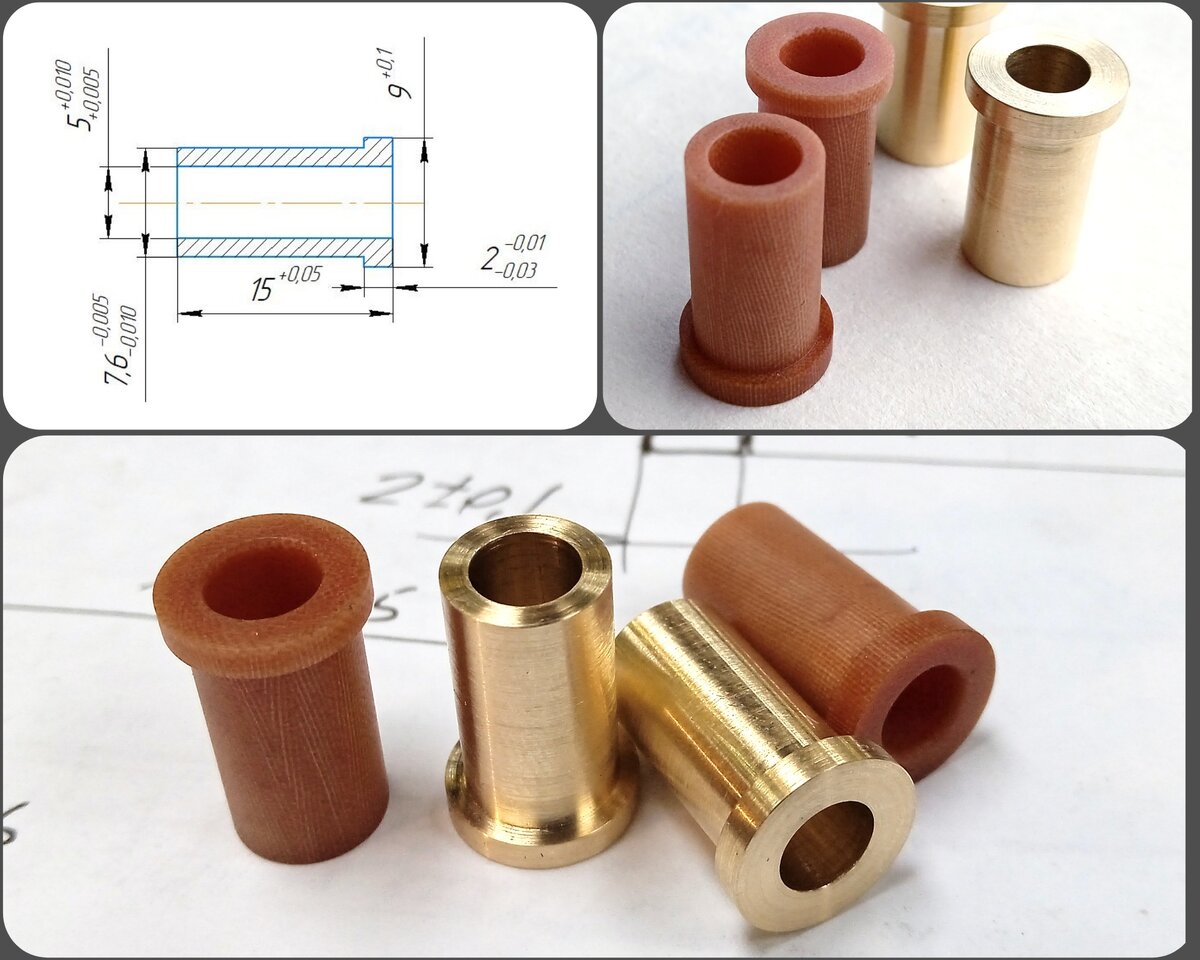
Точность токарных изделий из металла и композиционных материалов зависит не только от класса точности станка, но и от качества режущего инструмента. Геометрия которого будет в конечном итоге обеспечивать выполнение всех допусков по форме. Задача усложняется тем, что изделия малых диаметров требуют к себе особого внимания. Здесь количество требований возрастает пропорционально уменьшенному размеру. Ко всему прочему добавляется требование относительно качества шероховатости поверхности, необходима геометрическая точность всех формообразующих элементов и соблюдение допусков по размерным значениям. Это актуально в тех случаях, где, как можете увидеть на фото, есть допуск в пределах 0.005 мм(микрон). Такая задача выполнима при использовании двухступенчатой методики обработки. А именно: Черновая обработка и Чистовая обработка. Чистовые проходы обеспечивают не только соразмерность, но и цилиндричность по всей поверхности детали. Для выполнения таких работ необходим инструмент с деликатной и качественной заточкой. ЧИСТОВЫЕ ТОКАРНЫЕ резцы по металлу.
Точность токарных изделий из металла и композиционных материалов зависит не только от класса точности станка, но и от качества режущего инструмента. Геометрия которого будет в конечном итоге обеспечивать выполнение всех допусков по форме. Задача усложняется тем, что изделия малых диаметров требуют к себе особого внимания. Здесь количество требований возрастает пропорционально уменьшенному размеру. Ко всему прочему добавляется требование относительно качества шероховатости поверхности, необходима геометрическая точность всех формообразующих элементов и соблюдение допусков по размерным значениям. Это актуально в тех случаях, где, как можете увидеть на фото, есть допуск в пределах 0.005 мм(микрон). Такая задача выполнима при использовании двухступенчатой методики обработки. А именно: Черновая обработка и Чистовая обработка. Чистовые проходы обеспечивают не только соразмерность, но и цилиндричность по всей поверхности детали. Для выполнения таких работ необходим инструмент с деликатной и качественной заточкой. ЧИСТОВЫЕ ТОКАРНЫЕ резцы по металлу.
Готовые сменные пластины подобного качества имеют высокую цену и целесообразны для применения на станках с ЧПУ, где преследуется цель многосерийности. Также сменные пластины упрощают и ускоряют наладку станка и изменение параметров при изготовлении поточной продукции. Но если стоит цель производить прецизионные детали мелкими партиями, то гораздо оправданнее выполнить заточку ЧИСТОВОГО резца самостоятельно. Для этого не понадобится дорогостоящий режущий инструмент. Необходим лишь устойчивый навык формирования режущих кромок и детальное знание строения токарного резца по металлу (образующие углы, плоскости)
Готовые сменные пластины подобного качества имеют высокую цену и целесообразны для применения на станках с ЧПУ, где преследуется цель многосерийности. Также сменные пластины упрощают и ускоряют наладку станка и изменение параметров при изготовлении поточной продукции. Но если стоит цель производить прецизионные детали мелкими партиями, то гораздо оправданнее выполнить заточку ЧИСТОВОГО резца самостоятельно. Для этого не понадобится дорогостоящий режущий инструмент. Необходим лишь устойчивый навык формирования режущих кромок и детальное знание строения токарного резца по металлу (образующие углы, плоскости)
Замечу, что быстрорежущие резцы (р6м5, р18, р6м5к5, р9, р12, современные порошковые "быстрорезы") максимально просто затачиваются даже в бытовых условиях. Набора алмазных кругов, состоящего из двух экземпляров, вполне достаточно (зернистость100/80, 60/40). Но стойкость такого инструмента при изготовлении, скажем партии состоящей из 300 штук, резко снизится. Так как после использования алмазного инструмента, режущая кромка будет иметь низкий показатель стойкости, из за дробления карбидов быстрорежущей стали.
Замечу, что быстрорежущие резцы (р6м5, р18, р6м5к5, р9, р12, современные порошковые "быстрорезы") максимально просто затачиваются даже в бытовых условиях. Набора алмазных кругов, состоящего из двух экземпляров, вполне достаточно (зернистость100/80, 60/40). Но стойкость такого инструмента при изготовлении, скажем партии состоящей из 300 штук, резко снизится. Так как после использования алмазного инструмента, режущая кромка будет иметь низкий показатель стойкости, из за дробления карбидов быстрорежущей стали.
Но для "штучных" работ такой инструмент как раз кстати. Быстрорежущая сталь, при всей свой прочности, имеет также и пластичность. Если выражаться точнее, то структура после закалки имеет мартенсит и остаточный аустенит. Режущую способность несут именно карбиды, которые если говорить проще, закованы в более мягкой матрице. Все эти свойства данного материала позволяют добиться высокоточной геометрии режущей кромки в конечном итоге. Будет наблюдаться минимальное количество сколов и даже наличие "заусенца"- который при доводке устраняется.
Но для "штучных" работ такой инструмент как раз кстати. Быстрорежущая сталь, при всей свой прочности, имеет также и пластичность. Если выражаться точнее, то структура после закалки имеет мартенсит и остаточный аустенит. Режущую способность несут именно карбиды, которые если говорить проще, закованы в более мягкой матрице. Все эти свойства данного материала позволяют добиться высокоточной геометрии режущей кромки в конечном итоге. Будет наблюдаться минимальное количество сколов и даже наличие "заусенца"- который при доводке устраняется.
Таким образом качественная заточка резца, высокая точность его геометрии позволит выполнить прецизионные детали, точность которых будет удовлетворять все требования относительно допусков формы. Это особо актуально для изделий из цветных металлов, где последующая шлифовка затруднительна или не рентабельна.
Таким образом качественная заточка резца, высокая точность его геометрии позволит выполнить прецизионные детали, точность которых будет удовлетворять все требования относительно допусков формы. Это особо актуально для изделий из цветных металлов, где последующая шлифовка затруднительна или не рентабельна.
Вопрос стойкости может быть решен путем использования твердосплавных резцов Вольфрамовой подгруппы на основе карбида Вольфрама на кобальтовой связке (Вк8, Вк6). Именно эти марки сплавов имеют хорошую химическую инертность при точении цветных металлов и нержавеющих сплавов. Для точения углеродистых сталей необходимо использовать марки твердосплавных резцов с карбидом титана на связке с кобальтом (т5к10, т15к6- чистовой).
Вопрос стойкости может быть решен путем использования твердосплавных резцов Вольфрамовой подгруппы на основе карбида Вольфрама на кобальтовой связке (Вк8, Вк6). Именно эти марки сплавов имеют хорошую химическую инертность при точении цветных металлов и нержавеющих сплавов. Для точения углеродистых сталей необходимо использовать марки твердосплавных резцов с карбидом титана на связке с кобальтом (т5к10, т15к6- чистовой).
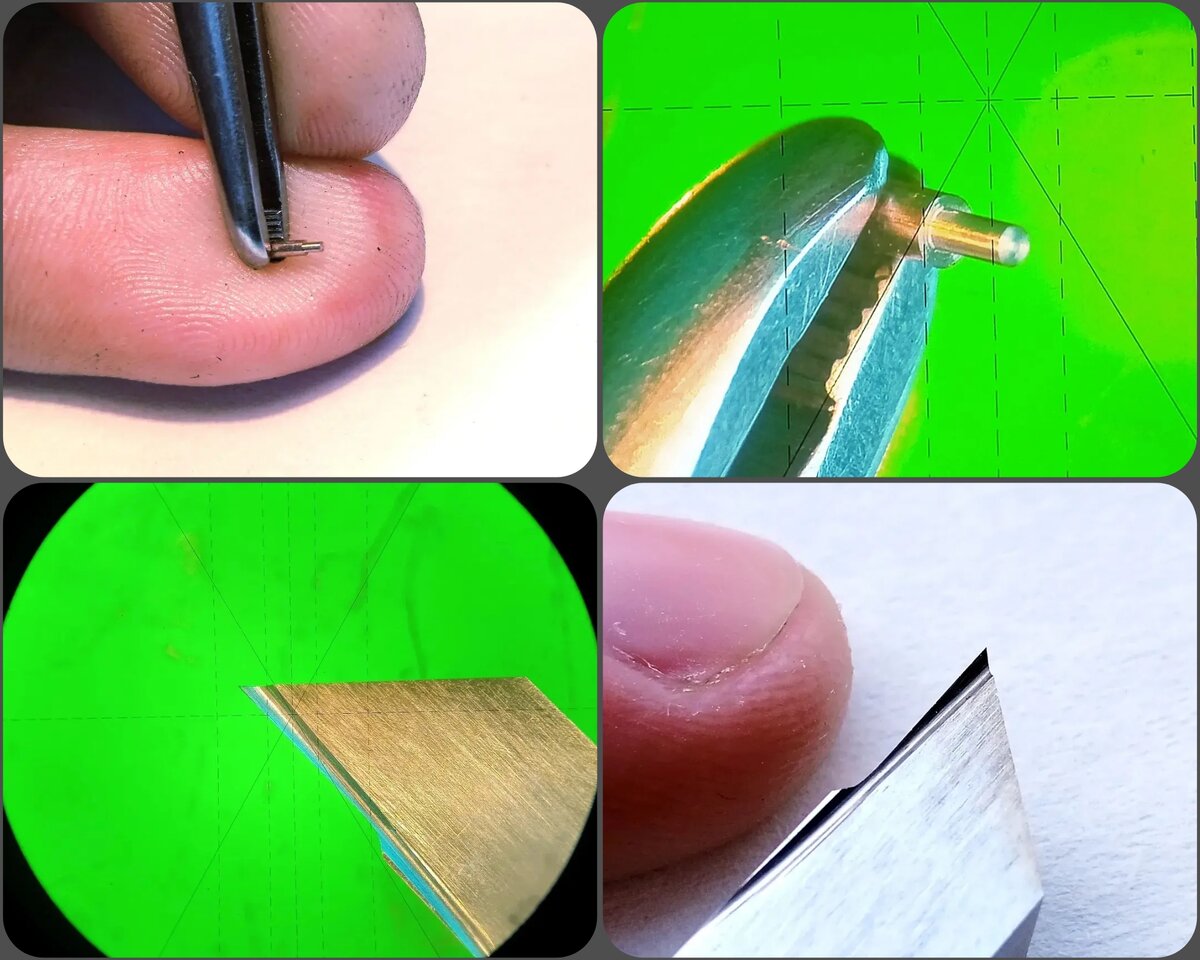
Применение твердых сплавов увеличит серии деталей до тысяч экземпляров. Стойкость инструмента значительно выше - это снижает износ кромки, а следовательно и уменьшает количество корректировок размера при поточном изготовлении деталей. Прецизионные детали могут иметь размер 1 - 0.5 мм, для точности таких изделий можно воспроизвести заточку ручным методом. При изготовлении более мелких деталей понадобиться профильная заточка с применением заточного оборудования.
Применение твердых сплавов увеличит серии деталей до тысяч экземпляров. Стойкость инструмента значительно выше - это снижает износ кромки, а следовательно и уменьшает количество корректировок размера при поточном изготовлении деталей. Прецизионные детали могут иметь размер 1 - 0.5 мм, для точности таких изделий можно воспроизвести заточку ручным методом. При изготовлении более мелких деталей понадобиться профильная заточка с применением заточного оборудования.
Самым простейшим композитным материалом для заточки является Вольфрамокобальтовый сплав (вк8). Он позволяет произвести финишную доводку без сколов. Но его недостатком может послужить ограниченность применения. Для углеродистых сплавов понадобиться как было сказано выше титановые сплавы, но их заточка усложняется наличием хрупкости данного материала. Особо трудным в заточке является материал т15к6 (из за высокой хрупкости). Решить эту проблему позволит ступенчатая заточка от более крупного зерна к более мелкому. Т15к6 - марка пластин подходящая для чистового точения углеродистых сплавов, в частности проблемной в обработке стали 45. При наличии хрупкости, сплав имеет высокую прочность и красностойкость, что дает стабильное резание при использовании высоких оборотов. Абразивный характер износа исключает единомоментного скалывания кромки при изнашивании (если отсутствует точение на удар). Это обеспечивает возможность заново сформировать режущие кромки, при этом дать повторное использование резца.
Самым простейшим композитным материалом для заточки является Вольфрамокобальтовый сплав (вк8). Он позволяет произвести финишную доводку без сколов. Но его недостатком может послужить ограниченность применения. Для углеродистых сплавов понадобиться как было сказано выше титановые сплавы, но их заточка усложняется наличием хрупкости данного материала. Особо трудным в заточке является материал т15к6 (из за высокой хрупкости). Решить эту проблему позволит ступенчатая заточка от более крупного зерна к более мелкому. Т15к6 - марка пластин подходящая для чистового точения углеродистых сплавов, в частности проблемной в обработке стали 45. При наличии хрупкости, сплав имеет высокую прочность и красностойкость, что дает стабильное резание при использовании высоких оборотов. Абразивный характер износа исключает единомоментного скалывания кромки при изнашивании (если отсутствует точение на удар). Это обеспечивает возможность заново сформировать режущие кромки, при этом дать повторное использование резца.
Можно увеличить срок эксплуатации резца, путем формирования стружкоотделительной канавки повторяющейся формы по всей длине. Это дает возможность сформировать главную режущую кромку надлежащего качества по всей длине вдоль стружкоотделительной канавки. При изнашивании вершины резца - ЗАОСТРЕНИЯ, производится подтачивание вспомогательной задней поверхности. Заострение полностью восстанавливается!!!!!!!!!. Так как канавка качественно и равномерно выполнена по всей длине. Следовательно восстановление ЗАОСТРЕНИЯ будет носить стабильный и повторяющийся характер.
Можно увеличить срок эксплуатации резца, путем формирования стружкоотделительной канавки повторяющейся формы по всей длине. Это дает возможность сформировать главную режущую кромку надлежащего качества по всей длине вдоль стружкоотделительной канавки. При изнашивании вершины резца - ЗАОСТРЕНИЯ, производится подтачивание вспомогательной задней поверхности. Заострение полностью восстанавливается!!!!!!!!!. Так как канавка качественно и равномерно выполнена по всей длине. Следовательно восстановление ЗАОСТРЕНИЯ будет носить стабильный и повторяющийся характер.
Для удобства можно выполнить удаление лишнего материала державки около твердосплавной пластины, дабы при восстановлении кромок на пластине алмазный круг контактировал непосредственно с материалом пластины. Это необходимо выполнить для ускорения последующей правки токарного резца.
Для удобства можно выполнить удаление лишнего материала державки около твердосплавной пластины, дабы при восстановлении кромок на пластине алмазный круг контактировал непосредственно с материалом пластины. Это необходимо выполнить для ускорения последующей правки токарного резца.