Ультразвуковая сварка означает когезионное соединение (Когезия - это действие или свойство взаимного притяжения одинаковых молекул) термопластичных тканей за счет внутреннего трения, нагрева и плавления материала. «Rotosonic DX1» от Nucleus GmbH предлагается как стандартизированная машина с вращающимся сонотродом и опорным колесом.Принцип сварки:
Ультразвуковая сварка означает когезионное соединение (Когезия - это действие или свойство взаимного притяжения одинаковых молекул) термопластичных тканей за счет внутреннего трения, нагрева и плавления материала.
«Rotosonic DX1» от Nucleus GmbH предлагается как стандартизированная машина с вращающимся сонотродом и опорным колесом.Принцип сварки:
- Преобразование низкочастотного линейного напряжения 50 Гц (колебаний в секунду) ультразвуковым генератором в электрическую энергию высокой частоты 35 кГц. Эта частота ультразвука едва слышна человеческому уху.
- Преобразователь оборудования, преобразует электрическую энергию в механические колебания высокой частоты.
- Механические колебания передаются на акустический преобразователь (усилитель), амплитуда преобразователя оптимально согласована с сонотродом.
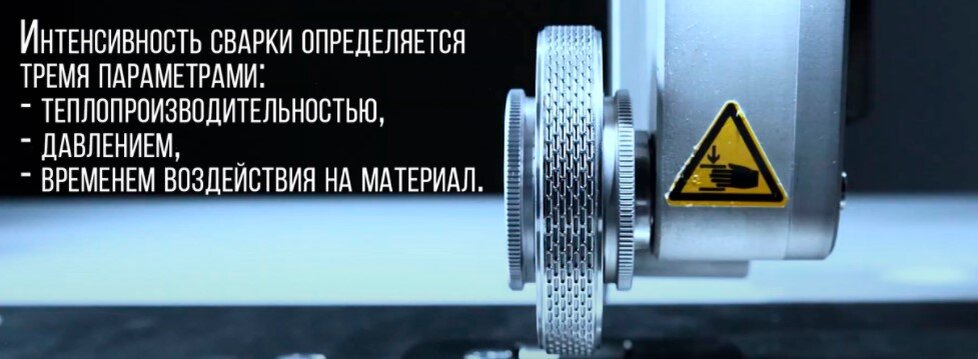
- Сонотрод теперь колеблется с частотой 35 кГц относительно опорного колеса. Молекулярное трение и трение граничной поверхности выделяют тепло. В зоне соединения материал начинает размягчаться на молекулярном уровне и образует звуковой барьер за счет пластифицированного и сильно демпфирующего пластикового слоя, что приводит к очень интенсивному плавлению термопласта. Реакция ускоряется автоматически по мере того, как возрастающая доля энергии вибрации преобразуется в тепло. Одновременное давление, оказываемое узлом опускания опорного колеса, усиливает сварное соединение шва.
- В дополнение к следующей фазе охлаждения - шовное соединение может быть дополнительно усилено с помощью пуллера (контактное давление до 5 бар).