Сплавы титана очень устойчивы к растяжению, при этом легки и чрезвычайно устойчивы к коррозии.
Их обработка требует особого подхода и внимания. Стружка, которая не ломается, тепло, которое не рассеивается, а также заусенцы – вот одни из основных проблем при обработке титана.
Однако замечательные свойства титана делают его незаменимым в авиации, автоспорте и медицинских технологиях, поэтому важно правильно его обрабатывать.
Материал чрезвычайно прочен на растяжение, легок и устойчив к коррозии. Кроме того, титан антимагнитен, биосовместим и устойчив даже к самым агрессивным средам. Этот дорогой материал становится популярным во многих областях применения.

Оптимизация процесса
Для производства прецизионных точёных деталей из титана, которые часто требуются в авиации и космической отрасли, химической промышленности, автомобилестроении и медицинской технике, требуются инструменты, подходящие для обработки этого материала.
Обработка титана - это затратно, т.к. он стоит примерно в три-пять раз дороже, чем инструментальная сталь. Так что логично, производители должны избегать отходов. Тщательный выбор подходящего режущего инструмента - это только начало. Для производства прецизионных токарных деталей из титана нужны инструменты, подходящие для обработки этого металла, что позволяет обрабатывать самые твердые титановые сплавы. Но титан очень труден в обработке, благодаря этим свойствам:
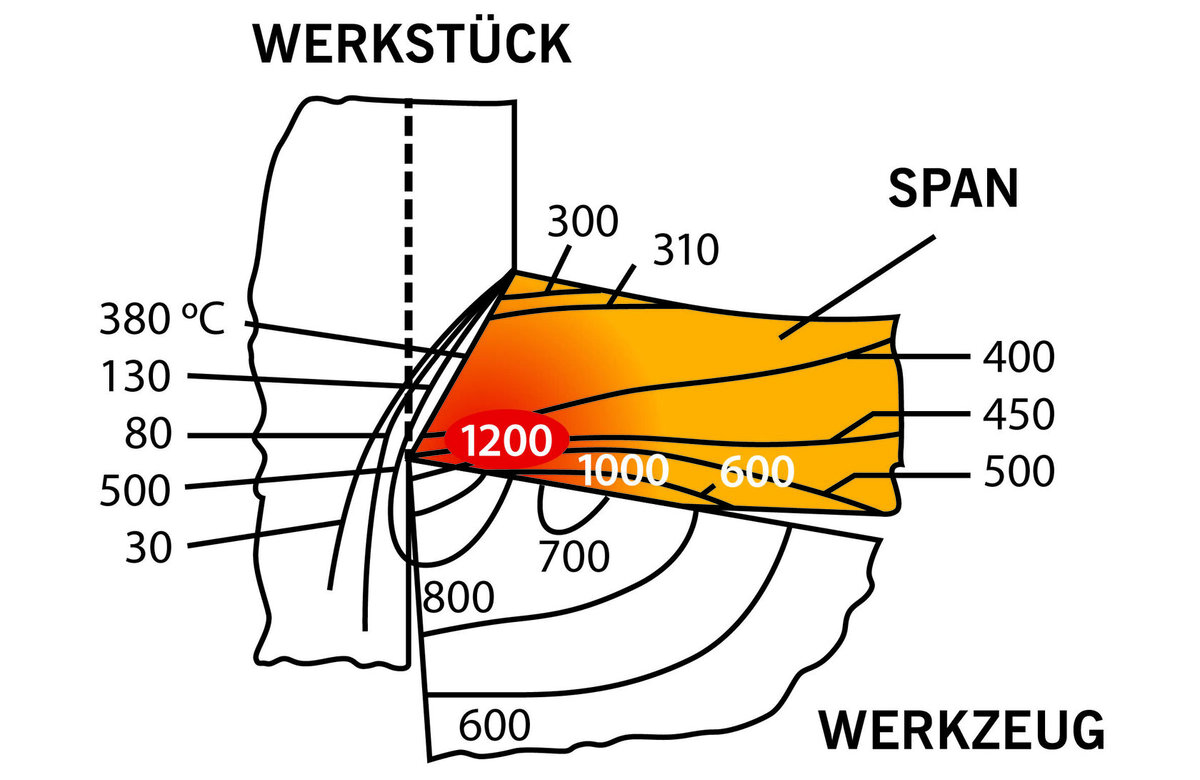
✅ Высокая термостойкость (см. диаграмму);
✅ Способность титана прилипать к режущим инструментам;
✅ Низкий модуль упругости
(Ti6Al4V = 110 кН / мм 2 , сталь Ck45 = 210 кН / мм 2 );
Рассмотрим изготовление вала с резьбой и канавками из стандартного титанового сплава Ti6Al4V Grade 5/23, который часто используется в медицинской технике. При прочности на разрыв Rm = 990 Н / мм 2 предел текучести Re = 880 Н / мм 2., твердость от 330 до 380 по шкале твердости по Виккерсу и удлинении при разрыве A5d примерно на 18%. Титановый сплав с такими свойствами обычно используется для медицинских имплантатов, а также в авиационной промышленности (3,7164) (3,7165). Этот сплав с шестью процентами алюминия и четырьмя процентами ванадия и сверхнизкими интерстициальными элементами (ELI) обладает высокой биосовместимостью и практически не вызывает известных аллергических реакций.
Отвод тепла из зоны резания
Поскольку титан имеет плохую теплопроводность, тепло не может отводиться из зоны резания через стружку. А при температуре 1200 ° C и выше в этой области режущий инструмент может быстро получить термические повреждения, перекаливается.
Отвод тепла из зоны резания требует высококачественной обработки поверхности, безопасности процесса и контролируемого удаления стружки, при этом важно сокращать время обработки, несмотря на потенциально высокую скорость удаления стружки.
Можно предположить, что большая часть тепла, выделяемого в процессе токарной обработки, отводится через стружку, но это не так. Поскольку титан плохой проводник тепла, его избыток не может быть отведён из зоны резания через стружку. А при температурах в зоне резания 1200 ° C и выше режущий инструмент может быстро получить тепловые повреждения.
Чтобы предотвратить накопление большого количества тепла, проще всего подать СОЖ непосредственно в зону резания, уменьшить его силу с помощью острой режущей кромки и отрегулировать скорость резания в соответствии с выполняемым процессом.
Выбор режущего инструмента
Реальные улучшения достигаются путем выбора правильного режущего инструмента. Поскольку тепло должно отводиться через режущую кромку и охлаждающую жидкость, а не через стружку, как в случае со сталью, то небольшая часть режущей кромки должна выдерживать чрезвычайно высокие термические и механические нагрузки.
Если за счет оптимального потока охлаждающей жидкости уменьшить еще немного тепла, режущая кромка будет служить дольше. Или скорость резания (Vc) можно снова увеличить для повышения производительности.
Но, поскольку стружка не ломается, могут возникнуть другие трудности. Длинная стружка может намотаться на заготовку, инструмент или патрон станка и создать опасность для станка или человека. Это может изменить направление вращения и повернуть режущую кромку, если это позволяет конструкция машины.
Если режущая кромка направлена вниз, стружка будет свободно падать вниз и больше не будет представлять опасности. Однако, при работе с тяжелыми операциями черновой обработки и нестабильным оборудованием операторы должны будут проверить, позволяет ли резка направлять стружку на станину станка. После того, как стружка покинула рабочую зону, она больше не помешает.
Выберите подходящего производителя инструмента
Длинная стружка может намотаться на заготовку, инструмент или патрон станка и создать опасность для станка или человека. Это может изменить направление вращения и угол резания.
Чтобы убедиться, что выбран правильный инструмент для обработки титана, обратитесь к производителю. Некоторые производители предлагают советы, основанные на конкретном опыте применения, в дополнение к поставке самого режущего инструмента.
Кромки с индексируемыми пластинами с высоким положением должны быть достаточно остры, чтобы сводить силу резания к минимуму, а их дополнительные закругленные края обеспечивать стабильность. Подходящие высокотехнологичные покрытия делают их хорошо защищенными от плохой теплопроводности этого сложного материала.
Инструмент со сменными пластинами отрицательного диаметра с геометриями EX, NFT, NMT и NMT1 представляет собой доступное и надежное решение для чистовой и черновой обработки. Инструмент со сменными пластинами с геометрией PSF и PMT1 неплохо подходит для обработки жаропрочных сплавов. Все эти пластины обладают высокой устойчивостью к износу и нагреву при обработке прочных материалов. Уникальная геометрия обеспечивает исключительный контроль стружки и безопасность процесса.