Акрилонитрил бутадиен стирол, или ABS пластик окружает нас практически везде. Он используется в том числе и для конструктора Лего, поскольку обладает достаточно большой прочностью и устойчивостью к температуре.
Этот материал, помимо прочего, реагирует на ацетон, то есть его можно зачистить и отполировать.
К сожалению, печатать этим пластиком достаточно муторно. Печатаемые детали деформируются, а испарения очень неприятны на запах.
В данной статье рассмотрим важнейшие моменты, которые следует учитывать при работе с ABS пластиком. Обратим особое внимание на значения температур, которые помогут получить наилучший результат.
Деформации - зло!
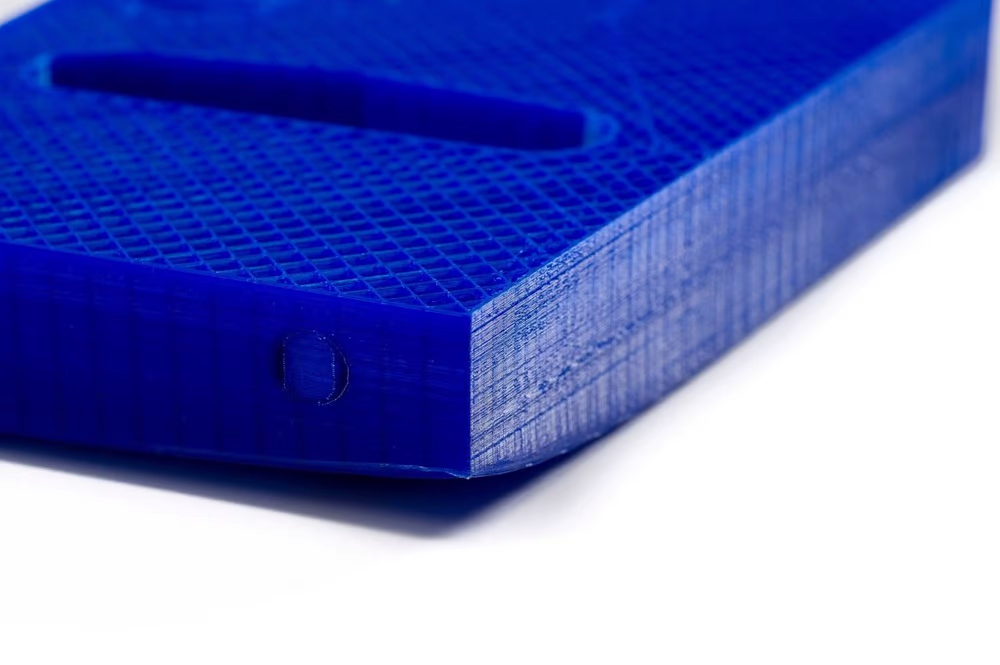
Для начала нужно понимать, что мы имеем ввиду под этим термином.
При нагревании материал стремится к расширению, однако неравномерный нагрев приводит к тому, что пластик остывает и, соответственно, затвердевает с разной скоростью.
Также, слои (помимо последнего) будут уже немного остывшими, что часто становится причиной плохой адгезии.
Настройки подогрева
Печать ABS пластиком трудна, но с правильными настройками можно добиться высокого ее качества. Рассмотрим несколько основных моментов:
- Подбор температуры: ABS плавится при температуре от 210 до 250 градусов Цельсия. Часто бывает, что температура плавления не указана производителем, поэтому лучше использовать усредненное значение - 235 градусов. Советуем печатать тестовые детали для подбора оптимальной температуры.
- Платформа с подогревом: служит для улучшения адгезии материала и помогает избежать деформации детали. Для пластика важным параметром является температура стеклования, при которой он начинает затвердевать, для ABS пластика это 105 градусов Цельсия. Таким образом, температура платформы должна быть чуть выше этого значения (110 градусов будет достаточно).
Другие настройки
Слайсеры, такие, как Cura или PrusaSlicer, имеют несколько настроек, полезных для ABS печати:
- "Плоты" и "Поля" (Raft и Brim): эти опции дают возможность избежать деформации частей, соприкасающихся с платформой.
- Ширина слоя: более толстый первый слой увеличивает площадь контакта с поверхностью, что помогает обеспечить устойчивость детали при печати. Стандартные значения для данного параметра - от 100% до 150% диаметра сопла.
- Скорость печати: большинство слайсеров делают печать медленней для первых слоев. Но иногда имеет смысл замедлить весь процесс печати. Это может быть полезно при печати деталей с острыми краями.
- Охлаждение: кулеры используются для создания воздушного потока вокруг сопла и охлаждения отпечатанного пластика. К сожалению, для первых слоев это может оказаться фатальным, поэтому лучше отключить кулеры для первых 5-10 слоев.
Что еще может быть полезным?
- Окружение принтера: даже при правильных настройках температуры деталь может деформироваться, скажем, из-за открытого окна в хорошо вентилируемом помещении. Поэтому следует исключить факторы окружающей среды при печати.
- Использование адгезивов: их можно нанести на платформу для лучшего удержания на поверхности. Для таких целей хорошо подходит гель для волос.
- Изменение дизайна: порой стоит избегать острых концов, поскольку они легко деформируются при печати.
Итак, мы перечислили наиболее общие моменты, которые следует учитывать при печати ABS пластиком. Надеемся, материал окажется полезным для вас!