Противопожарное (огнестойкое) стекло это сложное в производстве изделие. Самое главное - четкое соблюдение технологии! Отклонение от процесса даже на 3% приведет к браку изделия, который будет заметен возможно не сразу, а через какое то время. Ведь основу любой технологии противопожарного стекла составляют химические компоненты, а они любят точность.
Рассмотрим две наиболее распространенные технологии производства противопожарного стекла в России. Условно я назову их по способу отверждения (полимеризации) огнестойкой композиции: температурная и УФ технологии.
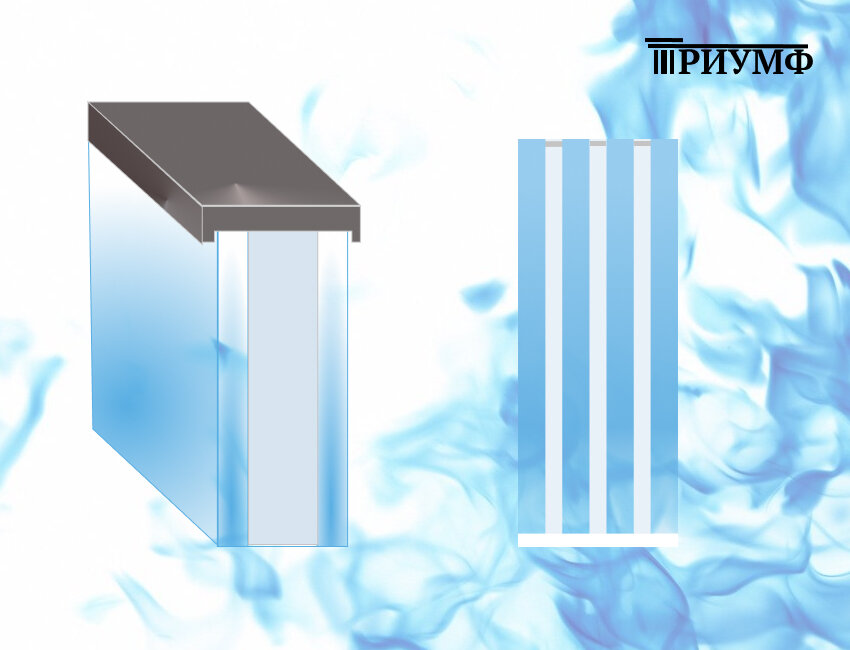
1. Температурная технология производства противопожарных(огнестойких) стекол

Процесс изготовления противопожарных стекол по этой технологии начинается со сборки заготовки: на предварительно нарезанное, обработанное и очищенное стекло с небольшим отступом от края стекла наносится прозрачная двухстороння клейкая лента толщиной 2 мм, сверху ложится еще одно стекло, затем снова клейкая лента и снова стекло. Так процесс сборки продолжается до получения необходимой толщины в зависимости от предполагаемого предела огнестойкости готового изделия. Чем предел огнестойкости больше, тем количество "карманов" больше, Полученная заготовка перемещается на этап заливки. На данном этапе в каждый "карман", который образовался между стеклами за счет клейкой ленты, при помощи специальной насадки заливается противопожарный композит. После заливки полученная заготовка перемещается в печь, где при температуре 70-80 градусов в течении не менее 8 часов происходит процесс затвердевания противопожарной композиции. После, изделие проходит этап окантовки металлизированным скотчем, который используется для герметизации изделия, так как стекло по данной технологии "боится" влаги. Так же следует отметить, что по данной технологии противопожарная композиция изготавливается отдельно. Компоненты взвешиваются в определенной пропорции и в реакторе в течении 1,5 часа смешиваются.
2. УФ технология производства противопожарных (огнестойких) стекол
Как и в первой технологии процесс начинается со сборки заготовки, но при сборке используется не двухсторонняя клейкая лента, а гибкая дистанционная рамка и количество "карманов" - один, толщина которого варьируется от 8 мм до 16 мм в зависимости от заданного предела огнестойкости. После сборки, на этапе заливки в образовавшийся карман заливается противопожарный композит, который поступает на производство в готовом виде. Далее изделие помещается в печь, где под действием ультрафиолета в течении 1-1,5 часа происходит процесс полимеризации.
Для сравнения стекол противопожарных (огнестойких), изготовленных по двум технологиям удобнее всего воспользоваться таблицей. Сравнение сделано на стекла с пределом огнестойкости 60 мин.
Анализируя таблицу, у стекла по первой технологии толщина изделий меньше, но вес больше за счет использования большего количества стекол, как и светопоглощение. Использование принципиально разных огнестойких композиций дает возможность стеклам, изготовленным по второй технологии эксплуатировать их при отрицательных температурах.
Компания ООО "Триумф" изготавливает стекла по второй технологии и поставляет стекла по всем регионам России.
Если Вам нужно стекло, переходите на наш сайт https://triumf-steklo.ru, звоните или отправляйте заявку на почту.