Добрый вечер уважаемые читатели! Прошло немало времени с нашей последней публикации и за это время мы успели выполнить большой объем работ по «выращиванию» функциональных изделий, освоить новые материалы для FDM-печати и пополнить наш парк оборудований.
Обо всем по порядку. На фото ниже представлены выжигаемые модели импеллеров и элементов литниково-питающей системы (ЛПС) для получения лопаток ГТД ГПА.
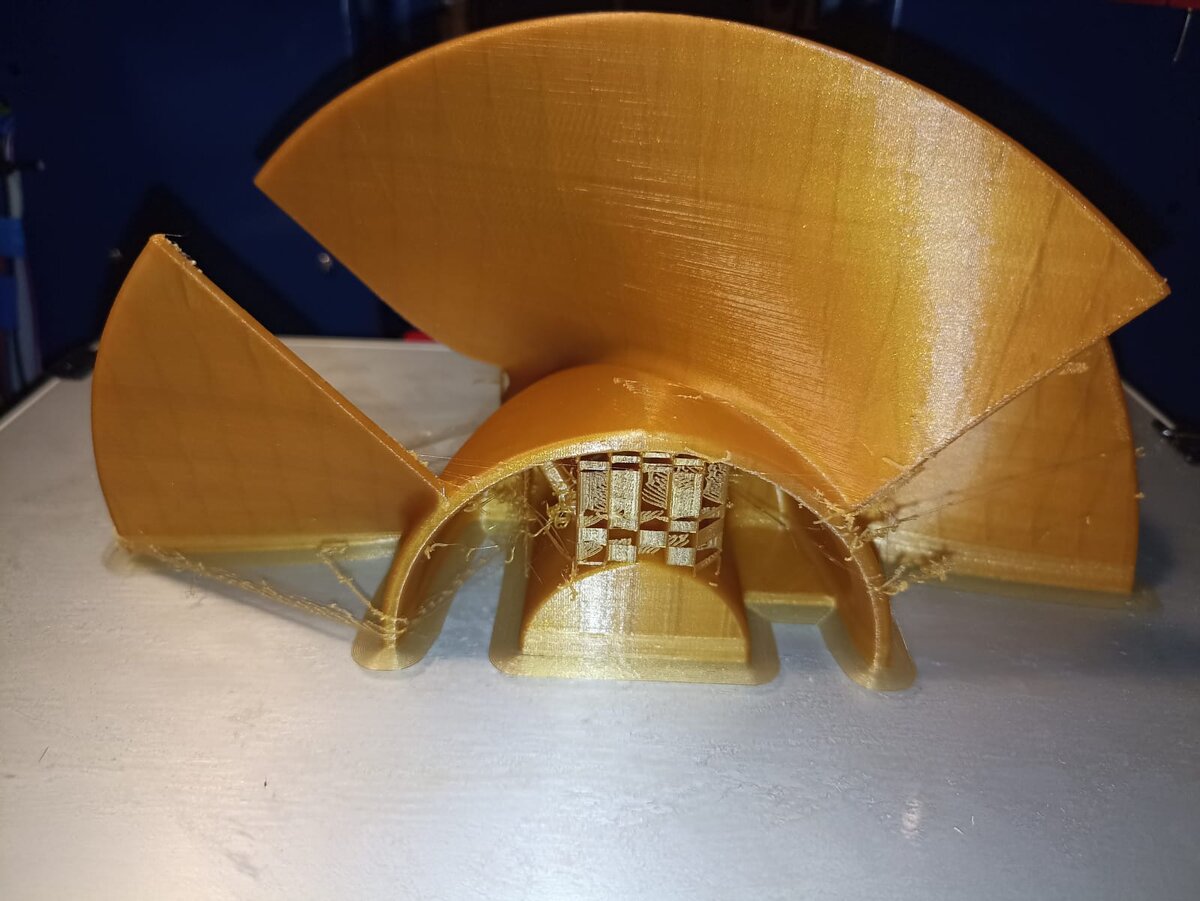
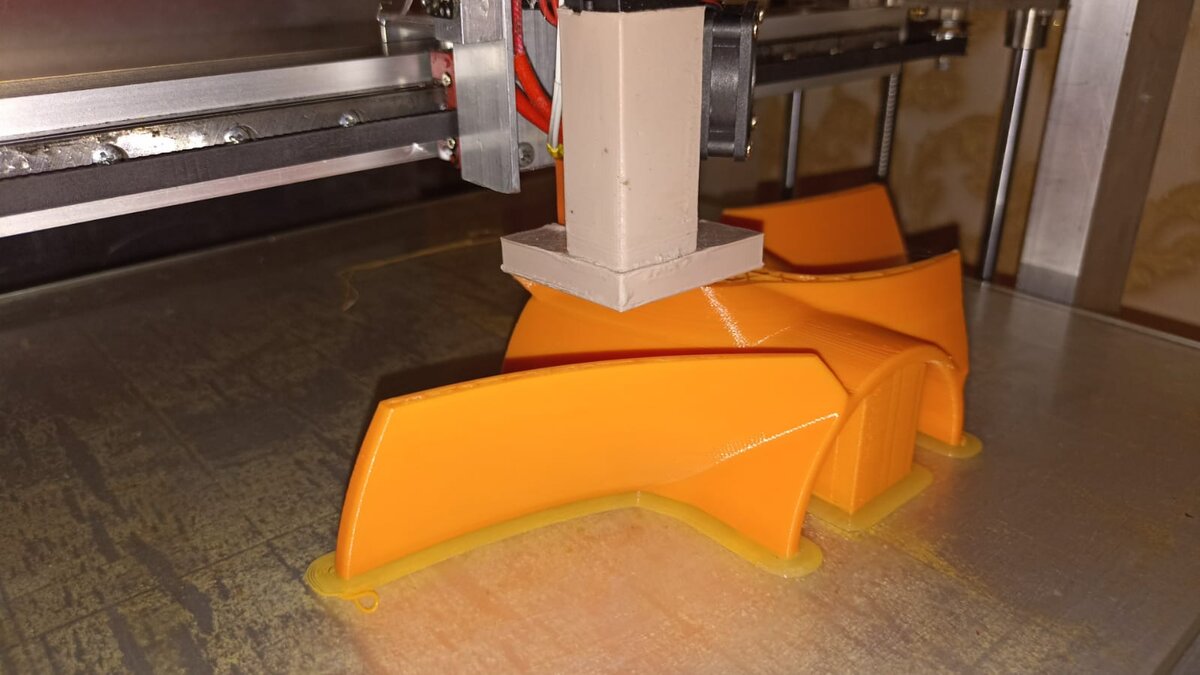
Как видно модели импеллеров были выращены на разных принтерах, в том числе на принтере FlashForge Adventurer 3, который имеет весьма малую область печати 150х150х150 мм. Это потребовало деления модели импеллера на 3 части и как итог привело к снижению точности готовой модели, в основном из-за сложности склейки, поскольку последний фрагмент требовалось склеить двумя гранями.
Отсюда можно сделать вывод, что лучше поделить модель на 4 части, потратить больше времени и материала на печать, но при этом получить качественную модель, геометрия которой соответствует требуемой.
ЛПС имеет внушительные размеры и для ее изготовления потребовался широкоформатный принтер. В нашем распоряжении имеется принтер с рабочими размерами 290х322х280 мм, и ее главная особенность это экструдер. Принтер был спроектирован и собран нами для производства крупногабаритных изделий из пластиков обладающих низкой усадкой и не требующих закрытых камер. Печать габаритных изделий очень длительный процесс и порой требует не один день печати, поэтому с целью ускорения процесса печати повышают скорость перемещения печатающей головки (ПГ), увеличивают толщину наносимого слоя, а также устанавливают сопла с увеличенным диаметром. В нашем случае повышение скорости перемещения ПГ неосуществимо в связи с выбранной кинематической схемой (бюджетная модель) поэтому был установлен экструдер с удлиненным термоблоком и соплом с увеличенным диаметром. Результат – снижение времени печати с 36 часов до 16 без потери качества модели.
#3д_печать #3д_принтер #3d_printing #3D_printer #литье_по_выжигаемым_моделям
#прототипирование #Литейное_производство
#аддитивные_технологии
#additive_technology