Напильники представляют собой стальные закаленные бруски различной формы с насеченными на их поверхности под определенным углом к оси параллельными зубцами. Режущими зубцами напильник срезает небольшие слои металла в виде стружки (опилок).
Напильники бывают различной длины, под которой подразумевают рабочую длину насеченной части. Самые мелкие напильники имеют длину 150 мм, наиболее крупные - 450 мм. Длина напильника должна быть на 150 мм больше длины опиливаемой поверхности.

Материалом для изготовления напильников служит углеродистая инструментальная сталь марок У12 и У13, а также хромистая сталь марки ШХ6, ШХ9 и ШХ15 (ГОСТ 1435-54 и 5210-50). Зубья слесарных напильников после закалки имеют твердость RC 54, а зубья напильников для заточки пил - RC 57.
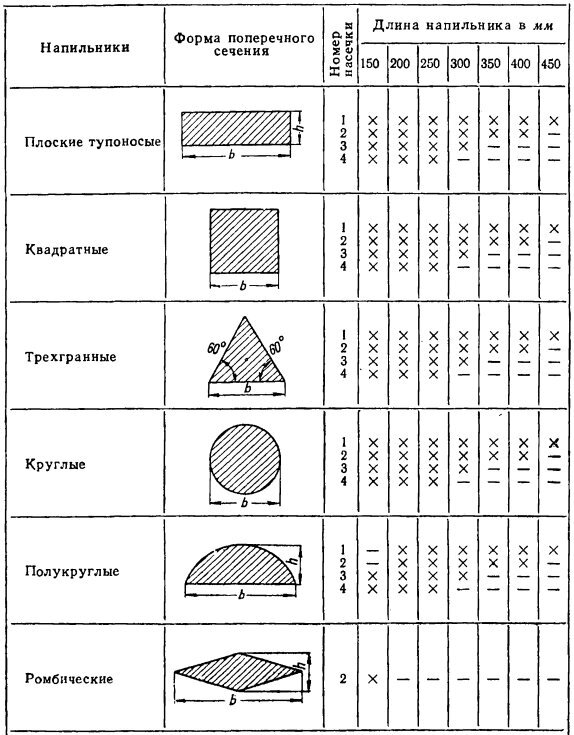
Напильники различают по форме поперечного сечения, числу насечек и их виду. По форме поперечного сечения напильники подразделяют на плоские, тупоносые и остроносые с овальными ребрами, квадратные, трехгранные, ножевидные, ромбические, овальные полукруглые и круглые.
По числу зубьев на 1 см его длины различают напильники:
драчевые (насечка № 1 от 5 до 11 зубьев);
личные (насечка № 2 от 13 до 22 зубьев);
бархатные (насечка № 3 от 25 до 36 зубьев);
бархатные (насечка № 4 от 40 до 50 зубьев).
По виду и форме насечек напильники изготовляют с одинарной или двойной (перекрестной) насечкой.
Напильники с одинарной насечкой срезают слой обрабатываемого материала широкой стружкой, равной длине всей насечки. Такими напильниками опиливают мягкие металлы (медь, баббит, алюминий, бронзу, латунь, свинец), а также дерево, эбонит, текстолит и другие материалы с незначительным сопротивлением резанию. Одинарную насечку наносят под углом 70-80° к оси напильника.
Напильники с двойной насечкой применяют для опиливания твердых металлов (стали, чугуна) с большим сопротивлением резанию. Напильники с двойной насечкой имеют большое количество резцов, которые при резании дробят стружку, облегчая работу.
В напильниках с двойной насечкой нижнюю насечку делают под углом 55°, а верхнюю под углом 70° к оси напильника. Угол между насечками 125°. Такой угол дает наибольшую производительность. Шаг у нижней насечки больше, чем у верхней.
В результате зубья располагаются по прямой, составляющей некоторый угол с осью напильника. При движении напильника следы зубьев перекрывают друг друга, в результате чего поверхность получается более чистой.
Напильники для контроля твердости применяют при исследовании малодоступных для алмазного наконечника частей изделия (боковой профиль, зубья шестерен, режущее лезвие фрезы) непосредственно у рабочего места калильщика.
Напильники тарируют на определенную твердость в зависимости от твердости изделий, для контроля которых они предназначены. Изготовляют напильники двух групп, характеризующихся сцеплением с контрольной пластиной.
Напильники первой группы обеспечивают сцепляемость с контрольной пластиной, имеющей твердость HRC 57-59. Напильники второй группы не должны иметь сцепления с контрольной пластиной твердостью HRC 60-64. Все напильники для контроля твердости имеют насечку № 2.
Примеры обозначения: Напильник трехгранный остроносый 150 ГОСТ 6476-53 для контроля твердости HRC 57-59. Напильник квадратный 200 ГОСТ 1465-59 для контроля твердости HRC 59-61.
Напильники для обработки сплавов цветных металлов отличаются от стандартных напильников общего назначения углами наклона нижней и верхней насечек и шагом насечек. Выпускают их пяти размеров: 150, 200, 250, 300 и 350 мм.
Все напильники изготовляют плоскими тупоносыми с насечкой № 1, что полностью обеспечивает производственные потребности в черновой и отчасти чистовой опиловке деталей из сплавов цветных металлов.
Насечку делают более глубокой. Для обеспечения равномерности высоты зубьев заготовки напильники подвергают тщательной правке после образования нижней насечки и специальной операции спиливания неравномерных по высоте вершин.
Пример обозначения: напильники для обработки бронзы 200 мм, нормаль завода.
Напильники для заточки ручных поперечных пил по дереву имеют трехгранную форму, для заточки лучковых пил - ромбическую или трехгранную, для углубления впадин у очищающих зубьев - круглую.
Напильники для заточки пил по дереву в отличие от аналогичных профилей и размеров слесарных напильников общего назначения имеют дополнительные узкие рабочие грани, одинарную насечку зуба, большую глубину насечки (возвышение зуба равно приблизительно 1,5 глубины), большие углы наклона насечек.
Твердость и острота зубьев этих напильников обеспечивают сцепляемость со стальной контрольной пластиной твердостью не ниже HRC 57. Изготовляют их только длиной 150 мм из инструментальной углеродистой стали марки У13 или У13А.
Зубья, расположенные на узкой грани напильника, служат для углубления впадин между зубьями пилы, а зубья широких граней - для опиливания бокового профиля, заострения режущей кромки и вершины зуба. Пример обозначения: Напильник трехгранный остроносый 150 X 9А ГОСТ 6476-53. #ремонт #инструмент #строительство #слесарные работы