Оптическое приборостроение остаётся одним из ключевых направлений гражданской и военной промышленности и находит широкое применение в кораблестроении, авиации, космосе, метеорологии, медицине и других отраслях.

Технология производства оптических деталей (призм, линз, зеркал, светофильтров, светоделительных пластин, и др.) включает в себя следующие этапы:
- Выбор материала (оптическое стекло, кристалл, оптическая керамика,
и др.). - Производство заготовок оптических деталей.
- Механическая обработка заготовок оптических деталей (шлифование, полирование)
- Нанесение покрытий.
- Контроль оптических характеристик готовых деталей.
Выбор материала для оптической детали.
Материал для оптической детали выбирается исходя из требований к её оптическим характеристикам (коэффициент пропускания, оптическая однородность, разрешающая способность, и др), механическим свойствам, лучевой прочности, химической устойчивости.
Оптические стёкла, благодаря своей изотропности, используются для изготовления деталей, отличающихся высокими требованиями качества по однородности и повторяемости свойств по всему объёму детали.
В качестве материала деталей с повышенными требованиями к коэффициенту пропускания в видимой области спектра используются бесцветные оптические стёкла.
Цветные оптические стёкла применяют для изготовления светофильтров, ограничивающих или ослабляющих пропускание света в заданном спектральном диапазоне.
Для решения специфических задач оптического приборостроения используют оптические кристаллы. Преимуществом кристаллов является значительное разнообразие их свойств и эксплуатационных характеристик. Значения показателя преломления и дисперсии, механические,электрические, тепловые и химические свойства у кристаллов изменяются несоизмеримо больше, чем у стёкол. Кроме того, кристаллы имеют анизотропию свойств.
Оптические параметры кристаллов, используемых для изготовления деталей различных типов, условно можно разделить на четыре группы.
1. Коэффициент пропускания в УФ и ИК диапазоне. Используется при выборе материала защитных окон источников и приёмников излучения, конденсорных линз, и т.д.
2. Особые значения показателя преломления и дисперсии. Используется при выборе материалов для линз сложных высококачественных объективов для видимой области спектра, например апахроматических объективов микроскопов.
3. Определённые сочетания показателя преломления и дисперсии в заданном спектральном диапазоне. Используется, например, при выборе материала для деталей ахроматических и апохроматических систем УФ и ИК спектроскопии.
4. Специфические параметры кристаллов, связанные с анизотропией оптических, механических, электрических и подобных свойств. Используется при создании поляризационных приборов. В частности, для поляризации при двойном лучепреломлении применяют призмы из кристаллического кварца и исландского шпата.
Значительные трудности выращивания крупных однородных монокристаллов ограничивают возможности изготовления оптических деталей большого размера из кристаллических материалов. Эти трудности преодолеваются благодаря использованию оптической керамики - прессованных поликристаллических материалов, которые по своим оптическим характеристикам являются аналогами соответствующих кристаллов, а по термомеханическим свойствам значительно их превосходят.
Оптическая керамика, благодаря нерастворимости в воде, хорошей обрабатываемости и высокой устойчивости к тепловым ударам, используется для изготовления окон и обтекателей ИК приборов, работающих в условиях высоких механических и термических нагрузок, а так же подложек интерференционных светофильтров в деталях оптических систем.
Производство заготовок оптических деталей
Заготовки серийных оптических деталей из стекла - линз, призм, пластин изготавливают горячим формованием стекла, нагретого до температуры пластической деформации.
По конфигурации, заготовки повторяют форму детали с припусками для дальнейшей механической обработки. Припуски и предельные отклонения размеров заготовок регламентированы ГОСТ 13240-78 «Заготовки оптического бесцветного стекла».
В производстве оптических заготовок применяют следующие технологические процессы горячего формообразования:
1. Свободное и принудительное моллирование
2. Прессование
3. Вытягивание штабиков.
При свободном моллировании бесформенные куски стекла 3, разогретые до состояния текучести, растекаясь под силой тяжести, принимают размеры формы, в которую они загружены. Форма 1 для моллирования - металлическая, футерованная легковесной керамикой 2. (см. Рис. 1)
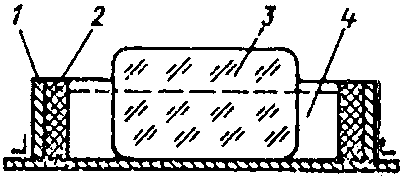
Свободное моллирование производят в камерных печах или в туннельных печах непрерывного действия. Экономически целесообразно моллировать заготовки массой более 1 кг и размерами более 100*100 мм.
Принудительное моллирование в металлических формах (рис. 2), в отличие от свободного моллирования, осуществляют под действием вакуума, создаваемого при откачке насосом воздуха из-под находящейся в форме 2 плоской заготовки 3.
Принудительное моллирование осуществляют при вязкости стекла 108—109 Па*с. При такой вязкости микронеровности формы на горячей поверхности стекла не отпечатываются — заготовка как балка своей поверхностью ложится на опоры — вершины микронеровностей. Это позволяет получать заготовки сферических и асферических поверхностей не требующие дальнейшей механической обработки.
Принудительным моллированием изготавливают заготовки диаметром 40—500 мм и толщиной 2—20 мм оптических деталей типа: зеркал осветительных светособирающих устройств приборов, обтекателей, иллюминаторов.
Принудительное моллирование выполняют на полуавтоматических установках , состоящих из кольцевой печи нагрева 1, и туннельной печи отжига - охлаждения 5, соединенных между собой горячей камерой 2 (см. рис. 3 а). Формы 9 для моллирования, устанавливают на карусель через загрузочное окно 8. Карусель поворачивается за каждый цикл на 1/18 часть оборота. На позиции 16 перестановщик 3, работающий от гидравлического привода 7, вынимает заготовку из формы и укладывает ее на движущийся транспортер 4 печи отжига, где она охлаждается. В конце печи оператор снимает с транспортера изделия 6 и выполняет их контроль.
Прессованием в металлической закрытой форме изготавливают из нарезок заготовки оптических деталей массой до 0,5 кг. Нарезки - это прямоугольные куски стекла, полученные путём раскалывания плитки сырьевого стекла. Для прессования нарезки разогревают в электрических или газовых печах до температуры размягчения, соответствующей вязкости стекла 104-106 Па*с. Разогретая порция стекла переносится из печи в нагретую до Т= 400¸600°С пресс-форму гидравлического или пневматического пресса.
Формующие элементы пресс-формы: пуансон 1, кольцо-матрица 2, поддон-выталкиватель 3 (см. рис. 4). Нарезку укладывают в форму таким образом, чтобы сторона её, находящаяся на поду печи, легла вниз на поддон 3.Отпрессованную заготовку после выталкивания из пресс-формы выдерживают некоторое время на поддоне, пока стекло не остынет до состояния, исключающего деформацию поверхностей заготовки при переносе ее в откладочную камеру печи грубого отжига.
Заготовки линз микрооптики диаметром до 18 мм из некристаллизующихся стекол (марок К8, ТФ3-ТФ-5, ТФ7, и др.) производятся вытягиванием штабиков.
Штабик - это стеклянный пруток круглого сечения с поверхностью огневой полировки. Установка для вытягивания штабиков (см. Рис. 5) состоит из печи 1 с нагревателями 3 и тигля 2 с донным патрубком. Кусок стекла 7 загружают в тигель и разогревают до температуры размягчения, в результате чего стекло заполняет тигель и донный патрубок, но не вытекает из него ввиду большой вязкости и образования пристуженной пробки.
При включении нагревателя 4 донного патрубка пробка разогревается и стекло медленно вытекает из тигля вниз, струя 5 стекла оттягивается и заправляется в ролики 6 вытяжного устройства. При вращении роликов происходит непрерывное вытягивание штабика, диаметр d его регулируется температурой патрубка и частотой вращения роликов. Затем мерные штабики наклеивают на плоские подложки и разрезают пакетом дисковых алмазных пил на цилиндрические таблетки - заготовки.
Последней операцией технологического процесса изготовления заготовок оптических деталей является тонкий отжиг. Цель его - получить высокую оптическую однородность стекла каждой заготовки с едиными для всей партии показателями преломления и дисперсии.
Механическая обработка заготовок оптических деталей.
Около 90% трудоемкости всего технологического процесса обработки оптических деталей занимает шлифование и полирование поверхностей. Как при шлифовании, так и при полировании обрабатываемых поверхностей материал разрушается, и в том же процессе образуется новая поверхность, качественно отличающаяся от исходной.
Абразивные материалы.
Механическая обработка заготовок производится на шлифовальных и полировальных станках с применением шлифующих и полирующих абразивов.
Алмазные порошки
Алмаз - кристаллическая модификация углерода кубической сингонии. В природе алмаз встречается в виде отдельных кристаллов, вросших в горную породу. Синтетические алмазы в виде порошков получают различными методами: кристаллизацией углерода из его растворов в расплавленных металлах, эпитаксиальным наращиванием на алмазных затравках в присутствии углеродосодержащих газов или жидкой среды, прямой перестройкой кристаллической решетки графита в алмазную. В зависимости от условий синтеза получают порошки, зерна которых отличаются размером, формой, характером поверхности, прочностью и хрупкостью. В соответствии с этим, их относят к различным маркам, которые регламентирует ГОСТ 9206-80.
Алмазные порошки в зависимости от размера зерен и метода их получения делят на группы:
- шлифпорошки - размер зерен от 3000 до 40 мкм,
- микропорошки - размер зерен от 80 до 1 мкм и мельче,
- субмикропорошки - размер зерен от 1,0 до 0,1 мкм и мельче.
Алмазные шлифпорошки в зависимости от вида сырья, из которого они изготовлены, в соответствии с ГОСТ 9206-80 обозначают буквенными индексами:
- А - из природных алмазов;
- АС - из синтетических алмазов;
- АР - из синтетических поликристаллических алмазов.
К буквенному обозначению шлифпорошков из синтетических поликристаллических алмазов добавляют буквенный индекс, обозначающий тип поликристаллического алмаза:
- В - типа "баллас";
- К - типа "карбонадо";
- С - типа "спеки".
К буквенному обозначению шлифпорошков добавляют цифровой индекс, который выражает:
- в шлифпорошках из природных алмазов - содержание зерен изометричной формы, выраженное десятками процентов;
- в шлифпорошках из синтетических алмазов - среднее арифметическое значение показателей прочности на сжатие всех зернистостей определенной марки, выраженное в ньютонах;
- в шлифпорошках из синтетических поликристаллических алмазов - сотую часть среднего арифметического значения показателей прочности на сжатие всех зернистостей марки, выраженную в ньютонах.
Алмазные микропорошки и субмикропорошки в зависимости от вида сырья, из которого они изготовлены, обозначают буквенными индексами:
- AM - из природных алмазов;
- АСМ - из синтетических алмазов.
При обозначении микропорошков из природных и синтетических алмазов повышенной абразивной способности индекс М должен быть заменен на индекс Н: АН, АСН. К буквенному обозначению субмикропорошков добавляют цифровой индекс, обозначающий долю зерен крупной фракции в процентах.
Шлифпорошки по зернистости выпускаются двух диапазонов: широкого и узкого. Зернистость алмазных шлифпорошков определяют по основной фракции, преобладающей по массе, и обозначают дробью, числитель которой соответствует размеру стороны ячейки верхнего сита, знаменатель - размеру стороны ячейки нижнего сита.
Марки алмазных порошков изготавливаются следующих зернистостей, указанных в таблице 1.
Таблица 1. Зернистость алмазных шлифпорошков.
Абразивная способность микропорошков и шероховатость обработанной ими поверхности соответствуют указанным в таблице 2.
Таблица 2. Зернистость и абразивная способность алмазных микропорошков.
Для обработки оптических материалов алмазные порошки используют в основном в связанном состоянии. В свободном состоянии, в виде паст и суспензий они находят применение на завершающих стадиях обработки некоторых кристаллов. Алмазные микропорошки АСМ и АСН зернистостей 3/2-1/0 и субмикропорошки зернистостей 0,7/0-0,3/0 используют при полировании кристаллов (рубина, кремния, и др.). При определенных условиях, характеризуемых в основном свойствами связки, алмазные микропорошки применяют для полировния стёкол.
Шлифующие абразивы - твердые, мелкозернистые кристаллические вещества в порошкообразном состоянии. Основными являются алмазные шлифпорошки, корунд, электрокорунд, карбид кремния, карбид бора. По происхождению относят к природным и искусственным. В оптическом производстве абразивы применяют в свободном состоянии - в виде водных суспензий, или связанном - алмазный инструмент.
Корунд - кристаллическая окись алюминия Al2О3 α-модификации. Имеет природное происхождение. Встречается как составная часть горных пород, где находится в виде отдельных вросших в неё кристаллов и агрегатов. Твёрдость корунда по минералогической шкале составляет 9.
Микротвердость 16000-24000 МПа. В свободном состоянии используют для шлифования практически всех оптических материалов. Исключение составляют вещества высокой твердости, в частности синтетический корунд, агат, и др.
Карбид кремния - химическое соединение углерода с кремнием (SiC), получаемое при плавлении смеси угла с кварцевым песком.Твердость по минералогической шкале 9,5-9,75, микротвердость 28000-33000 МПа. Для обработки оптических материалов имеет ограниченное применение, так как при грубом шлифовании более производительны процессы с использованием алмазного инструмента, а для тонкого шлифования использование SiC нецелесообразно из-зи большой твердости частиц разрушенных зерен, которые могут образовывать на обрабатываемой поверхности глубокие выколки и царапины.
Электрокорунд - кристаллическая окись алюминия (Al2O3), α-модификации, получаемая электроплавкой горных пород (бокситы и др.), содержащих глинозём. Промышленность выпускает несколько разновидностей электрокорунда, которые в зависимости от количества находящейся в них кристаллической окиси алюминия и примесей имеют разную структуру, свойства, цвет: электрокорунд нормальный, электрокорунд белый, легированные электрокорунды, монокорунд.
В оптическом производстве используют нормальный и белый электрокорунд, которые полностью заменили корунд. Примееняют в свободном состоянии в виде водных суспензий для шлифования всех оптических материалов кроме особо твердых.
Карбид бора - соединение углерода с бором (B4C), получаемое плавлением смеси борного ангидрида и кокса. По твёрдости карбид бора близок к алмазу, микротвёрдость его 33350-43000 МПа. Карбид бора применяют для шлифования твердых кристаллов, а также при сверлении отверстий в стекле и других оптических материалах.
Качество шлифующих абразивных порошков оценивают по их шлифующей способности. Шлифующую способность характеризуют массой материала, сошлифованного с образца стекла в стандартных условиях испытания. Её относительное значение для некоторых абразивов приведено ниже:
Таблица 3. Шлифующая способность абразивов
К полирующим абразивам относятся алмазные микропорошки и субмикропоршки, а также мелкокристаллические, находящиеся в порошкообразном состоянии окислы некоторых металлов:
- Полирит
- Крокус (Fe2O3)
- Окись тория (ThO2)
- Двуокись циркония (ZrO2)
- Окись хрома (Cr2O3)
Полирит состоит в основном из окислов редкоземельных металлов. Исходное сырье - минералы лопарит и монацит. Полирующие свойства определяет оксид церия CeO2. Зёрна имеют форму удлинённых пластинок размером до 5 мкм, они легко дробятся, образуя остроугольные осколки. Твердость по минералогической шкале 6,0-7,0. Полирит является основным полирующим абразивом, используемым при изготовлении деталей из стекла.
Крокус (Fe2O3) -безводная окись железа, тождестввенная природному гематиту α-модификации. Получают осаждением солей железа (сульфатного, углекислого, щавелевокислого) из раствора и их последующим прокаливанием при высокой температуре 700-800℃. Зерна имеют округлую форму, средний размер их 0,6-1,0 мкм. Твёрдость по минералогической шкале 5,0-6,0. Применение крокуса ограничено низкой по сравнению с другими порошками полирующей способностью. Используют крокус при полировании деталей из стекла, чистота поверхности которых должна соответствовать первому классу по ГОСТ 11141-84.
Окись Тория (ThO2) получают прокаливанием гидроокиси тория или его органических солей. Зёрна имеют форму четырёхугольных пластинок размером до 10 мкм. Они хрупки также, как зёрна полирита, легко разрушаются. Твёрдость по минералогической шкале 6,5. Трудоемкость изготовления окиси тория определяет её высокую стоимость, что ограничивает применение порошка.
Двуокись циркония (ZrO2) получают разложением термически нестойких соединений: карбонатов, сульфатов и др. Сырьём являются минералы бадделит и циркон. Средний размер зёрен 3,5-5 мкм. Применяют в основном для полирования стёкол СТК.
Окись хрома (Cr2O3) изготавливают восстановлением бихромата калия серой, либо термическим разложением бихромата аммония. Первым способом получают порошок с размером зёрен 0,8-1,2 мкм, вторым 0,3-0,4 мкм. Твёрдость по минералогической шкале близка к 9. Применяют при полировании деталей из кристаллических материалов с малой твёрдостью.
Качество полирующих порошков оценивают по их полирующей способности и чистоте обработанной поверхности. Полирующую способность характеризуют количеством стекла, сполированного в заданный промежуток времени с образца из стекла К8 определённого размера в стандартных условиях испытания
Таблица 4. Полирующая способность абразивов
Основные этапы обработки заготовок оптических деталей
1. Шлифование закрепленными абразивными зернами.
2. Шлифование суспензиями абразивных порошков.
3. Полирование стекла.
Для каждого этапа обработки поверхности выбирают нужный абразив, инструмент, время обработки, и частоту вращения рабочих органов станка.
Шлифование закрепленными абразивными зернами (грубое шлифование).
На данном этапе удаляют наибольшую часть объема припуска заготовки и подготавливают поверхности для последующего тонкого шлифования и полирования. Абразивное зерно, закрепленное в связке инструмента, режет стекло. Шлифование стекла закрепленными образивными зернами похоже на шлифование металлов на металлорежущих станках.
Стекло разрушается, как весьма хрупкий материал, растрескиваясь, откалываясь мелкими частицами неправильной формы. Кинематика относительного движения резания построена так, что закрепленные зерна оставляют на поверхности стекла взаимно пересекающиеся, путанные штрихи.
Вращательное движение инструмента с относительной скоростью Vотн в сочетании с хрупкостью стекла приводит к получению рельефного слоя
(см. Рис. 7). Образуется нарушенный слой толщиной n, состоящий из поверхностных неровностей слоя некого рельефа k и лежащего под ним трещиноватого слоя m.
Предварительная обработка оптических деталей - снятие припуска с заготовок - производится на станках, оснащённых, как правило, алмазным инструментом. Алмазный инструмент любого типа представляет собой металлический корпус, с которым прочно соединён алмазоносный слой, являющийся рабочей частью. К числу параметров, характеризующих инструмент, относятся его форма и размер, размеры алмазоносного слоя, марка, зернистость и концентрация алмазного порошка, марка связки. Эти параметры определяют эффективность применения инструмента, удельный расход алмазов, стоимость обработки, поэтому их правильный выбор имеет существенное значение.
Шлифование суспензиями абразивных порошков (тонкое шлифование).
Обработка суспензиями абразивных порошков подготавливает поверхности к последующему полированию с заданными значениями N, ΔN, P. Шлифующая сторона представляет собой взвесь порошка абразивных зерен в жидкости.
Разрушение стекла происходит под действием абразивных зерен, передающих вибрационно-ударным действием кинематическую энергию инструмента на обрабатываемую поверхность стекла.
Стекло разрушается, и взамен исходной поверхности образуется поверхность с новыми более совершенными качествами.
Для шлифования применяют порошки, зерна которых по сравнению со стеклом имеют большую твердость. К таким зернам относятся карборундовые, корундовые, наждачные, кварцевые, иногда алмазные (АСМ и АСН). Зернистость используемых порошков от 28/20 до 14/10.
В качестве материала инструмента для шлифования мягких кристаллов используют стекло (К8, ЛК5 и др.). Хрупкость стекла исключает закрепление в нём зёрен абразива и образование царапин на обрабатываемой поверхности.
Вместе с водой зерна находятся между рабочей поверхностью металлического инструмента и обрабатываемой поверхностью стекла. Наиболее крупные из зерен взаимодействуют со стеклом и инструментом. Более мелкие зерна переносятся водой до тех пор, пока крупные не раздробятся, после чего мелкие зерна вовлекаются во взаимодействие со стеклом и инструментом.
Для шлифования оптических материалов суспензиями абразивных порошков применяют металлический инструмент - шлифовальники, которые в зависимости от формы обрабатываемой поверхности имеют вид планшайб, грибов или чашек. Инструмент для шлифования суспензиями абразивных порошков отличается от алмазного инструмента отсутствием алмазоносных элементов.
Полирование стекла.
Цель полирования заключается в том, чтобы придать исполнительным поверхностям полную прозрачность для прохождения света и заданные значения N, ΔN, P. Процесс полирования стекла водными суспензиями полирующих порошков имеет более сложную, чем шлифование, физико-химическую природу. Для финишной обработки оптических поверхностей стекла применяют полирование водными суспензиями порошков.
Наружный рельефный слой, образованный шлифованием, удаляется полированием полностью, а трещиноватый частично остаётся, но трещины на поверхности заполировываются частицами гидролизированного стекла и не мешают прохождению света.
Зерна полирующего порошка, состоящего главным образом из окислов церия или железа (Fe2O3), имеют размеры 0,2-2 мкм, они взвешены в воде и находятся между притирающимися поверхностями полировальника и стекла.
По сравнению со шлифующими, зерна полирующих порошков имеют меньшую твердость и менее резко выраженные абразивные свойства самозатачивания при раскалывании.
Остаточные неровности полированной поверхности меньше 0,05 мкм, т.е. меньше длины волны видимого излучения, так как размер части зерна, проникающей в стекло, не превышает 0,3 мкм.
Инструмент для полирования (полировальник) представляет собой металлический корпус, на котором закреплён материал (полировочная смола, техническая шерстяная ткань, синтетические вещества), образующий рабочую поверхность и выполняющий функцию носителя полирующего абразива.
В зависимости от формы обрабатывающей поверхности полировальники имеют вид планшайб, чашек и грибов (рис. 9).
К корпусу предъявляют те же конструктивные требования, что и к шлифовальникам. Материал корпуса должен иметь малую плотность и низкую стоимость. Для изготовления корпусов диаметром до 250 мм используют цинковый сплав ЦМ4С. При большем размере корпусов применяют алюминиевые сплавы АЛ2, АЛ9, АЛ11.
В качестве материалов, образующих рабочую поверхность полировальников, используют технические шерстяные ткани (сукно, фетр), полировочные смолы и некоторые синтетические вещества (полиуритан, синтепон, пилон, и др.). Качество материалов оценивают по производительности процесса, способности образовывать чистую,без видимых дефектов, полированную поверхность и по продолжительности сохранения формы рабочей поверхности, приданной при изготовлении.
Технические шерстяные ткани используют для изготовления полировальников, применяемых в процессах, протекающих с большой интенсивностью, и при изготовлении деталей с низкими требованиями к точности формы поверхности, но высокими к чистоте. Чистоту обеспечивают эластичные свойства ткани, определяющие возможность нивелирования уровня зёрен полирующего абразива. Ткань на корпус приклеивают смолой.
Полировочные смолы представляют собой сплавы соснового пека и сосновой канифоли с добавлением пчелиного воска или канифольного мыла, выполняющих роль пластификатора. Смолы применяют для изготовления полировальников, используемых в процессах получения точных поверхностей деталей из стекла и многих кристаллов. Марку смолы выбирают учитвая интенсивность процесса и температуру окружающей среды. Наличие у смол пластических свойств и способность течь под действием нагрузки ограничивают температурный интервал их применения и возможности интенсификации процесса. Для расширения температурного интервала и повышения стабильности формы поверхности полировальника в пеко-канифольные смолы вводят наполнители (древесные опилки - дуб, ольху, сосну, нефтяной битум, полистирол, полирит и др.).
Синтетические вещества имеют микропористую структуру. В их состав входит полирующий абразив (окись церия), зерна которого, насыщая рабочую поверхность инструмента, повышают интенсивность процесса полирования. Отличительная особенность синтетических веществ - высокая износоустойчивость, водо- и теплостойкость, значительное сопротивление растягивающим усилиям. Применяют их в процессах с повышенными скоростями и давлением для полирования деталей из стекла и некоторых кристаллов. С корпусом синтетические вещества соединяют водостойким клеем, температура плавления которого ниже температуры плавления приклеиваемого материала. С повышением требований к точности формы полируемой поверхности толщину материала уменьшают. Соответственно, повышаются требования к точности формы поверхности корпуса.
Полирование выполняют на тех же станках, что и тонкое шлифование, но при меньшей частоте вращения рабочих органов. Шлифование длится минуты, а полирование - часы, т.е. время приблизительно в 20 раз больше времени шлифования.
Обработка заготовок блоками на примере изготовления линз
В серийном оптическом производстве применяется технология обработки заготовок оптических деталей блоками. Данная технология заключается в соединении обрабатываемых заготовок со специальными приспособлениями (наклейкой, механическим способом, методом оптического контакта, вакуумным креплением, посадкой в сепараторы и др.) для совместной дальнейшей их обработки. Сочетание приспособления и закреплённых на нем деталей или заготовок называется блоком.
От правильного выбора способа блокировки, в зависимости от размеров и формы деталей, заданной точности зависит в большой степени качество изделия и экономичность технологического процесса.
Блокировка должна обеспечить:
1. закрепление максимально большого числа заготовок;
2. удобство обработки на данной операции (например: шлифовке, полировке);
3. удобство производить в процессе работы необходимые замеры;
4. надежность крепления при наиболее интенсивном режиме работы;
5. отсутствие механических повреждений и деформаций заготовок или деталей;
6. правильное и симметричное расположение обрабатываемых поверхностей относительно приспособления и обрабатывающего инструмента;
7. простоту и быстроту блокировки и разблокировки.
Блокировка не применяется в следующих случаях:
1. Если нельзя сблокировать вместе несколько заготовок, имеющих оптические поверхности малого радиуса R, а диаметр деталей, близкий к 2R
2. Если требуется особая точность обработки деталей, которая не может быть выдержана при блокировки. Например, при изготовлении пробных стёкол.
3. Если размер партии меньше целесообразного для объединения заготовок в блок.
Существуют два способа блокирования заготовок оптических деталей: эластичный и жесткий.
Правильный выбор способа блокирования позволяет произвести обработку оптических поверхностей детали наиболее целесообразным с экономической точки зрения путем.
При эластичном блокировании (см. рис. 10) заготовки 1 приклеиваются к наклеечному приспособлению 3 помощью толстого слоя специальной наклеечной смолы (смоляной подушки).
Требуемое взаимное расположение заготовок на блоке обеспечивается использованием при его сборке вспомогательного притирочного приспособлении 2. Рабочая поверхность последнего имеет форму сферы, радиус кривизны которой соответствует радиусу кривизны обрабатываемой поверхности заготовок. На практике в качестве притирочного приспособления часто используется инструмент, предназначенный для тонкого шлифования блокируемых заготовок.
Наклеечные приспособления имеют гладкую установочную поверхность и по конструкции аналогичны инструменту для шлифования свободным абразивом. При этом кривизна установочной поверхности приспособления совпадает по знаку с кривизной обрабатываемой поверхности заготовки. Приспособления с выпуклой установочной поверхностью называются «грибами», с вогнутой - «чашками», а с плоской – «планшайбами» или более коротко - «планами».
Операция эластичного блокирования последовательно включает:
- наклейку смоляной подушки на необрабатываемую сторону заготовки;
- зачистку и промывку обрабатываемой поверхности;
- притирку заготовок обрабатываемой поверхностью к установочной поверхности притирочного приспособления согласно выбранной схеме расположения заготовок на блоке;
- нагрев наклеечного приспособления до температуры плавления смолы;
- фиксацию заготовок на наклеечном приспособлении путем прижима нагретого наклеечного приспособления к смоляным подушкам
- охлаждение блока.
Базирование заготовок выполняется по установочной технологической базе, функцию которой выполняет сама обрабатываемая поверхность. Эту базу используют для задания положения заготовок на блоке путем их притирки к установочной поверхности притирочного приспособления.
После охлаждения и затвердевания смолы заготовку с приклеенной к ней подушкой вынимают из формы. Для облегчения выемки поверхность формы перед заливкой покрывают тонким слоем технического вазелина.
Преимуществами эластичного блокирования являются простота конструкции и относительно малая стоимость наклеечного приспособления.
Недостатками способа являются:
- невысокая прочность закрепления заготовок на блоке, делающая невозможным применение данного способа при интенсивных режимах обработки (например, на операции грубого шлифования);
- ограничение точности взаимного положения исполнительных поверхностей линзы наличием погрешности базирования;
- значительные затраты времени, требующегося на сборку блока.
При жёстком методе блокирования, посадочные места для заготовок выполняют, как правило, в виде лунок, размеры которых соответствуют габаритным размерам заготовок. Глубину лунок выдерживают с погрешностью, не превышающей 0,01….0,05 мм, поскольку их точность влияет на точность обработанной линзы по толщине.
Операция блокирования жестким способом включает:
1. нагрев наклеечного приспособления до температуры плавления смолы;
2. нанесение на посадочные места приспособления тонкого слоя смолы или просмоленных прокладок;
3. установку заготовок, подогретых до температуры 70...80°С, на посадочные места и их прижим с выдавливанием излишков смолы;
4. охлаждение блока.
В данном случае установочная технологическая база заготовки совпадает с конструкторской и погрешность базирования будет равна нулю. Однако, наличие неизбежного разброса толщины слоя смолы между заготовками и приспособлением, а также погрешностиразмеров, определяющих глубинулунок, приводят к возникновению погрешности толщины обработанной линзы, которая может достигать 0,05...0,1мм.
Жесткое блокирование, в отличие от эластичного, не обеспечивает автоматического расположения обрабатываемых поверхностей всех заготовок на единой сферической поверхности. Поэтому непосредственно после сборки жесткий блок не может бытьиспользован для обработки заготовок по схеме свободной притирки.
Однако, благодаря более надежному закреплению заготовок, такой блок может быть подвергнут обработке с интенсивными режимами резания, например, алмазному сферошлифованию, не требующему единства расположения обрабатываемых поверхностей всех заготовок. В результате выполнения этой операции на различных заготовках будет снят припуск разной толщины, а обрабатываемые поверхности всех заготовок окажутся лежащими на одной сферической поверхности, после чего дальнейшую обработку ведут по схеме свободной притирки.
Преимуществами жесткого блокирования перед эластичным являются:
- более высокая производительность процесса сборки блока,
- меньшие погрешности обработанной линзы по толщине,
- более высокая прочность закрепления заготовок, позволяющая применять более интенсивные режимы обработки.
Недостатком жесткого блокирования является сложность конструкции и, как следствие, высокая стоимость наклеечного приспособления, что делает нецелесообразным его применение в мелкосерийном производстве.
Схема технологического процесса изготовления линз при эластичном способе блокировки:
Схема технологического процесса изготовления линз при жестком способе блокировки:
После механической обработки заготовок оптических деталей, на преломляющие и отражающие поверхности деталей наносят покрытия - тонкие пленки различных веществ: металлов, окислов металлов, диэлектриков и др., что позволяет изменять при необходимости характеристики излучения, взаимодействующее с оптическими компонентами.
Подробнее о типах оптических покрытий мы расскажем в следующей части статьи.