Что такое катет сварочного шва, как его правильно рассчитать и проверить
Наибольшее внимание при сварке ответственных конструкций уделяется катету сварочного шва. На крупных предприятиях его значение проверяют отдельно и, в случае несоответствия, изделие могут признать негодным и отправить на переделку. В сегодняшней статье мы рассмотрим определение катета сварочного шва, узнаем на что он влияет и то, как правильно его рассчитать и проверить.
В каких швах встречается катет?
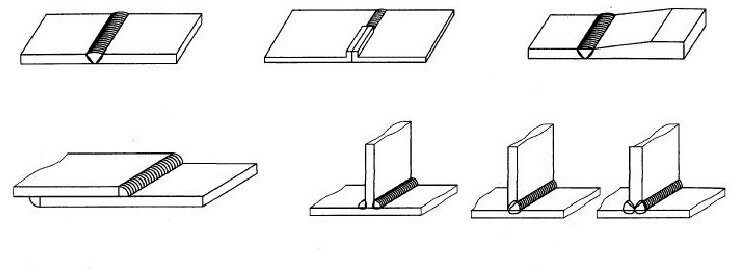
При стыковом соединении деталей катет отсутствует. На поверхности виден только валик наплавленного металла, от ширины, высоты и глубины которого зависит качество полученного сварочного шва.
Встречается катет только на угловых и тавровых соединениях. Для определения качества сварочного шва измеряют его ширину, величину катета и глубину провара.
Что такое катет сварочного шва?
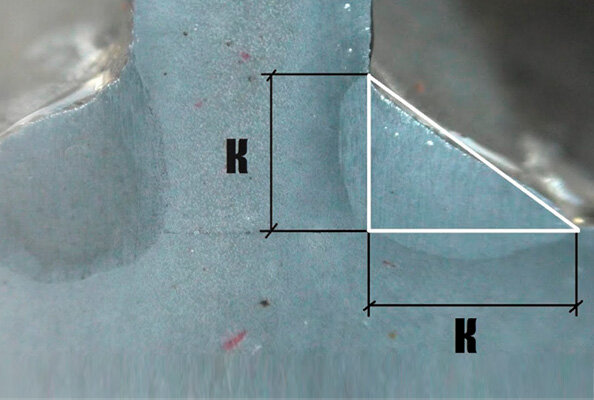
Чтобы понять, что такое катет нужно вспомнить как выглядит равнобедренный треугольник, который мы все видели на уроках геометрии. По сути, катеты – это стороны этого треугольника, которые расходятся от прямого угла. В идеале, для прочного соединения деталей и отсутствия чрезмерных внутренних напряжений эти стороны должны быть равны.
Катет можно получить как при ручной дуговой сварке MMA, так и при сварке в режимах MIG/MAG или TIG.
Выбор катета
В зависимости от формы, сварочные швы, получаемые в угловых и тавровых соединениях можно условно разделить на следующие категории:
- выпуклая. В этом случае поверхность сварочного шва выступает наружу, а ее ширина может превышать длину самого катета. В результате это приводит к увеличению внутренних напряжений и может привести к деформации деталей;
- вогнутая. Такая поверхность имеет углубление по всей длине, которое расположено ниже уровня катета. Для ее получения необходимо увеличить индуктивность дуги и силу сварочного тока, которые повысят плавность капельного переноса;
- ровная. Наиболее оптимальная форма сварочного шва, которая снижает внутренние напряжения и является наиболее удобной для дальнейшей механической обработки.
На практике размеры катета можно определить, замерив расстояние от кромки шва до поверхности другой детали. Этот метод измерений применяется как для горизонтальных, так и для вертикальных поверхностей.
Расчет катета шва
Так как угловой сварочный шов очень похож на равнобедренный треугольник, вычислить размеры катета можно по формуле:
T=S*cos45º, где:
Т – необходимая величина катета шва;
S – ширина валика;
cos45⁰ - постоянный коэффициент, значение которого составляет 0,7.
Для лучшего понимания рассмотрим применение формулы на практике. К примеру, мы имеем сварочный шов, ширина валика которого равна 5 мм. Подставив это число в формулу, мы получаем значение катета, равное 3,5 мм (5 х 0,7 = 3,5). Однако стоит помнить, что вычислять значение катета по этой формуле можно, если наплавленный металл равномерно распределен по обеим сторонам соединения.
В приведенной ниже таблице указаны минимальные размеры катета для разных типов соединения и толщины металла.
Как правило, размер катета составляет около 30% от толщины заготовки. При соединении деталей разной толщины катет нужно выбирать по значению более толстой детали. Так, при сварке деталей 5 и 10 мм катет должен быть равен 6 мм. Если ориентироваться на тонкую деталь, то полученное соединение выйдет не прочным и может быстро сломаться.
Что случится, если неправильно вычислить катет?
Как мы уже говорили, слишком толстый катет ведет к увеличению внутренних напряжений, перерасходу сварочного материала и деформации деталей, а слишком тонкий – к недостаточной прочности.
Еще одной проблемой, возникающей при сварке, является несимметричный катет. Несмотря на внушительные размеры, одна его сторона очень широкая, а вторая слишком маленькая. Обычно это получается при неправильной технике сварки, когда наплавленный металл сползает вниз под действием силы тяжести.
Что влияет на катет сварочного шва?
На формирование катета шва влияют много факторов, среди которых стоит выделить следующие:
- Направление горелки или электрода. Если во время работы держать электрод под углом 45⁰ велика вероятность того, что жидкий металл под действием силы тяжести будет утекать, формируя несимметричный шов. Чтобы избежать этого, лучше держать электрод под углом 20-30⁰ направляя электрод на вертикальную поверхность.
- Положение свариваемых деталей в пространстве. Чтобы максимально облегчить процесс сварки и получить при этом шов с правильным катетом, рекомендуется установить детали горизонтально, так сказать «в лодочку».
- Скорость ведения дуги. Слишком быстрая проводка дуги делает сварочный шов слишком тонким, а сварка с задержкой неизбежно приведет к увеличению катета и, как следствие к деформациям и перерасходу сварочных материалов. Чтобы выбрать оптимальную скорость сварки лучше всего попробовать выполнить сварочный шов на черновом изделии и только потом переходить к соединению основных.
- Сила сварочного тока. Сварка на малых токах снижает проплавление корня шва, в результате чего наплавленный металл накладывается только сверху, снижая качество шва. Слишком большая сила тока увеличивает текучесть металла и улучшает проплавление, однако увеличивает вероятность возникновения подрезов, что негативно сказывается на прочности шва.
- Индуктивность дуги. Параметр, который влияет на скорость капельного переноса металла в режиме сварки MIG/MAG. Подобрав оптимальное значение индуктивности можно хорошо прогреть свариваемые кромки, наложить прочный шов и уменьшить разбрызгивание.
- Характеристики присадочных материалов. Для получения хорошего катета можно использовать проволоку или электроды с высокотемпературными добавками. Это сделает сварочную ванну более густой, что неизбежно приведет к росту катета.
Как проверяют качество сварочных швов?
На любых предприятиях, выпускающих ответственные металлоконструкции ведется непрерывный контроль за качеством сварочных соединений. Они не должны содержать непровары, поры, трещины или подрезы.
Для контроля качества сварочных швов используют два основных метода контроля: разрушающий и неразрушающий.
Неразрушающий метод
Такой способ проверки основан на использовании ультразвуковых, рентгенографических или магнитографических приборов, которые позволяют получить основные значения сварочного шва, не разрушая его.
Одним из наиболее простых и действенных способов визуальной проверки величины катета является использование шаблонов. Они представляют собой металлические пластины с вырезом в торце. Прикладывая шаблон к изделию сотрудник ОТК может быстро измерить значение катета сварочного шва.
Разрушающий метод
Суть этого способа проверки заключается в получении доступа к поперечному сечению шва. Сделать это можно срезав край заготовки или же просверлив в нем отверстие. Кроме того, для контроля качества применяют скручивание, сжатие или растяжение полученного изделия.
#сварка #катет сварного шва #ушс #замер катета шва #калибромер #проверка качества шва #катет шва