Стамеска и долота поступают в продажу готовыми к применению, то есть с присаженными ручками (штыльками, черенками). Однако со временем та или иная ручка у инструмента приходит в негодное состояние.
Новая ручка должна быть присажена совершенно правильно. Ось ручки должна совпадать с осью полотна или хвостовика инструмента. Несоосность, указываемая в стандартах, не должна превышать 0,5-1,0 мм. Но как определить данную величину, если само положение осей весьма условное.
Опытные столяры пользуются простым, но достаточно точным способом проверки правильности присадки. Противоположные стороны ручки поочередно прикладывают к ровной поверхности и замеряют величину зазора или отклонения лезвийного конца.
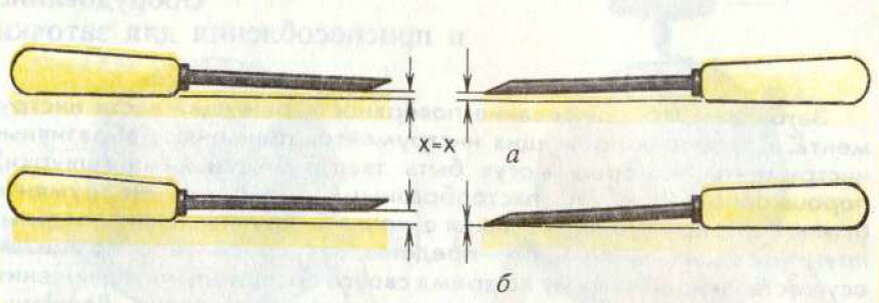
Если величина неодинаковая, то присадка неправильная. О правильности присадки свидетельствует одинаковая величина зазоров при разном положении инструмента. Таким же приемом проверяют в другом направлении (по ширине ручки).
Данным способом можно воспользоваться при выборе инструмента во время покупки. Однако, если ручка овальная или круглая, то вместо ровной поверхности для контроля используют опорные возвышенности, находящиеся на расстоянии меньше длины ручки.
Выбор заготовки для ручки
На хвостовик стамески насаживают не готовую ручку, а заготовку, имеющую припуск на последующую обработку по 5-6 мм на каждую сторону. Если на хвостовик насаживают готовую ручку, то при несоосности нельзя исправить ее положение.

Кроме того, вероятность раскалывания у готовой ручки больше, чем у заготовки. Для удобства последующей обработки заготовка должна иметь некоторый припуск и по длине. Древесину березы, граба, бука на заготовку подбирают свилеватой из комлевой части! Наличие в ней большого количества глазков и завитков не является помехой. Однако она должна быть сухой.
Насаживание заготовки ручки
На одном конце заготовки в центре торца сверлят отверстие размером меньше размеров хвостовика. Стамеску зажимают в коробке верстака или в слесарных тисках хвостовиком вверх. Заготовку просверленным отверстием насаживают на хвостовик. Легкими ударами молотка или киянки ее постепенно набивают на хвостовик. После каждого удара заготовку немного поворачивают.
В данном случае хвостовик служит сверлом, дополнительно просверливающим отверстие. Такое просверливание предохраняет заготовку от раскалывания. Когда нижний конец заготовки приблизится к бурту, ручку не поворачивают, а наколачивают ее до отказа.
Обработка ручки
Насаженную заготовку строгают рубанком слегка на конус со стороны пластей, а потом кромок. Правильность строгания проверяют, прикладывая заготовку к прямолинейной поверхности. У заготовки четырехугольного сечения устраивают фаски. Если надо сделать ручку овальной, то закругляют углы фасок.
После этого отпиливают лишнюю длину и обрабатывают затылок. Вот здесь и потребуются и рашпиль, и цикля. Тщательно обработанная и удобная по форме ручка лежит в ладони, как влитая. Размеры ручки: длина 120-130 мм, ширина 30-35, толщина 20-25 мм.
Особенности присадки долот
Ручки у долот круглые с фасками, расположенными перпендикулярно плоскости полотна. Чтобы ручка не раскалывалась, на нее нагоняют кольца, изготовляемые из металлической трубы диаметром 22-26 мм. Общая длина ручек плотничных долот - 185, а столярных - 150 мм. Ширина ручек - 40 мм. Толщина ручек 32-36 мм. #своими руками #сделай сам #полезные советы