Сегодня мы поговорим о такой важной составляющей в 3D печати, как программа для слайсинга (нарезки) модели. Это программа позволяет закодировать необходимую 3d модель так, чтобы принтер при печати понял "что это за фрукт и с чем его едят". В простонародье подобные программы называют Слайсерами. Разбирать будем на примере родной программы для принтера - Photon Workshop версии 2.1.29 под 64 разрядную систему. Тестовую модель, которая находится на флешке с уже настроенными параметрами, можно сразу пустить на печать. А вот с остальными моделями, которые вы приобретёте за денежку или бесплатно, придётся поколдовать. Не забывайте, что нужная вам модель должна быть в формате "stl". Есть много всевозможных сайтов, где можно скачать понравившуюся вам 3d модель. Но мне понравился этот ресурс www.cgtrader.com своим удобным интерфейсом и большим количеством качественных моделей. Есть как бесплатные варианты, так и чумовые платные.
Итак, приступим к основным настройкам.
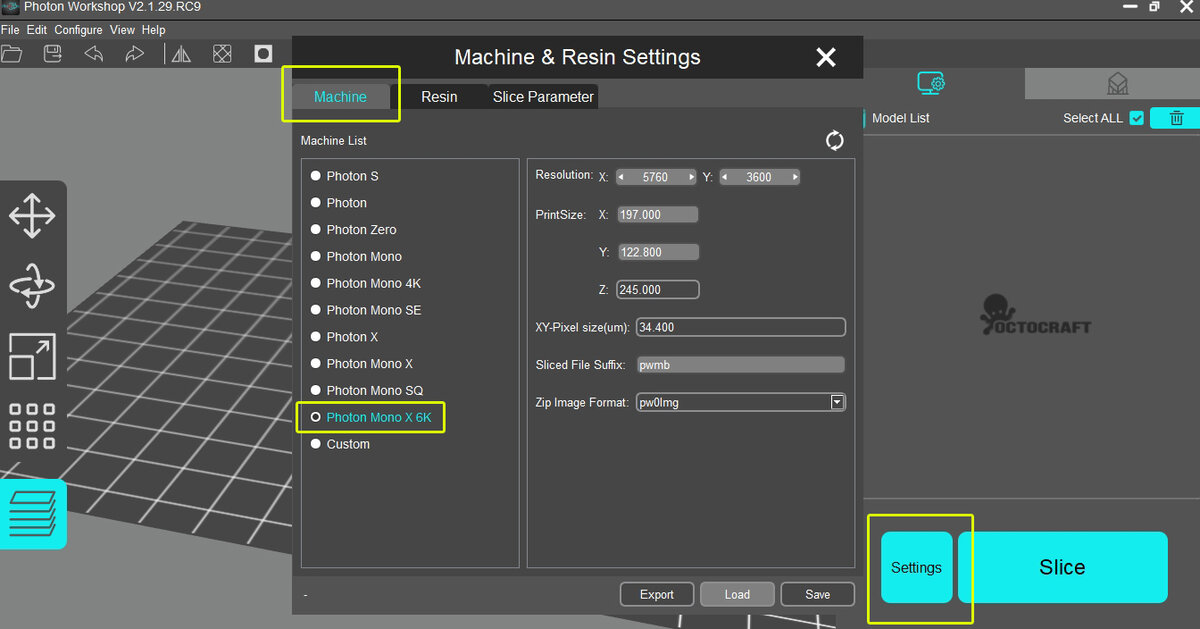
Для начала вы должны выбрать правильное устройство (модель принтера), для того чтобы получить нужный файл нарезки. В моём случае это принтер Anycubic Photon Mono X 6k.
Слева есть панель инструментов. Первая иконка (Move) отвечает за движение. Вы можете регулировать значения по осям X, Y, Z или удерживать левую кнопку мыши, чтобы передвигать модель. Если вы хотите осмотреть модель с разных углов, просто зажмите правую кнопку мыши и двигайте её. Следующая иконка (Rotate), вращение. Вы можете вводить значение или выбирая разные цветные круги, вращать модель вручную. Также вы можете выбрать значение и с помощью колёсика мыши, настроить его. Третья иконка (Scale), масштабирование. Здесь есть кнопка Fit Maximum, нажмите её и программа автоматически масштабирует модель до максимального размера пригодного для печати. Иногда вам может понадобиться напечатать несколько одинаковых моделей сразу, для этого воспользуйтесь следующей иконкой (Layout). Выбрав все модели вы сможете разложить их относительно оси X или Y.
Затем во вкладке (Settings) справа внизу, в подвкладке (Slice Parameter) есть параметры печати. Для большинства моделей вы можете использовать стандартные настройки, но также вы можете настроить каждый параметр отдельно. В подвкладке (Resin), есть калькулятор цены. Он поможет вам рассчитать сколько будет стоить определённая модель.
Перейдём к более важным вещам. Для начала вам необходимо выбрать высоту слоя (Layer Thickness). Сама модель при печати будет создаваться слой за слоем, именно этот параметр отвечает за высоту каждого из них. Производитель рекомендует использовать 0,050 мм. для большинства моделей. Также можно выбрать меньшую высоту слоя, в зависимости от ваших нужд. Если вам необходима высокая точность, вы можете выбрать меньшее значение высоты слоя. И чем ниже будет высота слоя (0,010 - 0,050 мм.), тем более качественная будет печать. Но тем больше времени она потребует. Параметр (Normal Exposure Time), это время, в течение которого каждый слой подвергается Uv излучению (засветка ультрафиолетовым светом). Если вы будете уменьшать высоту слоя, вам также необходимо сократить время экспозиции.
Ещё пару моментов о которых следует упомянуть. Разные типы смолы и разная температура печати, также влияет на время экспозиции. У разных производителей смол могут быть разные требования к времени экспозиции. Поэтому следуйте рекомендациям производителя. Но будьте готовы при необходимости внести свои коррективы. Я использую смолу от Anycubic и на обратной стороне банки есть рекомендованные параметры.
Также, если температура в помещении низкая, время экспозиции можно соответствующим образом увеличить.
Следующая настройка (Off Time), время отключения. Это то время, когда после завершения экспозиции Uv свет отключается, платформа подымается и очищается. Далее останавливается на заданной высоте слоя, до тех пор пока свет снова не включится. Для этой настройки также рекомендуется использовать стандартные значения (1-3 сек.), я же оставил изначально прописанные в программе 0,050 секунд, не стал менять. Итак, если вы печатаете модель зуба с высокой точностью, вы можете уменьшить (Off Time). А когда вы печатаете большие модели, вы можете уменьшить параметр для того, чтобы давать неиспользуемой смоле стечь обратно в ванночку. Это увеличит вероятность успешной печати. Также, для более вязких смол или при низкой температуре в помещении, вы можете увеличить это значение.
Далее параметр (Bottom Exposure Time), нижнее время экспозиции. Это похожая на время экспозиции настройка, но она касается только нескольких нижних слоёв модели. Иногда низ вашей модели не плотно прилегает к платформе. А иногда модель слишком сложно снять с печатной платформы. Чтобы избежать такого, вы можете регулировать эту настройку. Рекомендованные значения стандартные 40 секунд. На банке смолы с обратной стороны указано от 20-80 секунд. Мне понравилась цифра 28, её и установил. Чем дольше ваше время нижней экспозиции, тем лучше нижний слой схватится с платформой. Так что, если модель маленькая, можете начать с 30 секунд. Если модель не сцепилась с платформой, можно добавить 10 секунд. Если сцепление слишком сильное, ломом не оторвать, можете уменьшить время. Иногда модель не сцепляется с платформой, так как та неправильно откалибрована. Так что обязательно проверяйте этот момент.
Параметр (Bottom Layers), нижний слой. Количество этих слоёв улучшают адгезию с печатной платформой и помогают напечатать хорошую модель. Рекомендуется от 4 до 10 нижних слоёв. Иногда добавление нижних слоёв может помочь вам, если модель не сцепляется с платформой правильно. Но главное не переусердствовать. Добавление чрезмерного количества нижних слоёв может повредить nFep плёнку на ванночке.
Следующие параметры (Bottom Layers Control, Normal Layers Control) не рекомендуется изменять. Крайне рекомендуется использовать стандартные значения. Расстояние подъёма оси Z означает насколько будет подыматься ось Z. Рекомендуемы параметры от 6 до 8 мм. Если значение слишком низкое, модель может вообще не подняться со дна ёмкости. Так что при печати больших объектов вы можете уменьшить скорость или просто использовать стандартные значения.
Далее (Anti-alias), сглаживание. Это помогает вашей модели стать более гладкой, уменьшая так называемый эффект лесенки. Я оставил этот параметр на 1 и теперь понимаю, что надо установить в следующий раз 2. Чтобы этот эффект был менее заметен. В этой программе сглаживание доступно на нескольких уровнях, 1-2-4-8. Если вы хотите придать вашей модели гладкий вид, увеличьте уровень сглаживания.
Про добавление поддержек и полезных фишках поговорим в следующей части. Спасибо за проявленный интерес!