
Начало: Пушки для революции. Люди и ресурсы.
Знающие люди справедливо замечали - доброта пушки зависит не только от металла, из которого она была отлита, но и от способов литья и дальнейшей обработки, которые были применены при её изготовлении.
Долгое время литейное искусство массивных предметов заключалось лишь в отливке колоколов. В большинстве случаев это были штучные изделия, изготовленные из того количества металла, которое заказчик мог предоставить литейщикам. Поэтому для каждого колокола, обстоятельно и неспешно, делали отдельную модель, которая служила один раз, а после проведения формовки разламывалась.
В дальнейшем, когда пушки вошли в широкое употребление, технология ничуть не изменилась – даже по внешнему виду, от бомбарды до колокола один шаг. Да и зачем было что-то менять, когда старый дедовский способ работал. Для каждой пушки продолжали делать отдельную глиняно-земляную модель, которую затем приходилось вынимать для очищения формы. Конечно, мастера видели в этом бесполезный труд и потерю времени, но эти недостатки относили к неизбежным издержкам производства.
Во Франции конца XVIII века для отливки пушек на большинстве мануфактур применяли земляную формовку. Исключением были лишь вновь организованные литейные мастерские, где широко вводились в употребление песочные формы. В этом случае отливка орудий производилась по одной модели, что значительно сокращало время изготовления и трудозатраты.
Технология земляной формовки.
В качестве основы для модели орудия брали лёгкое прямое бревно. На его оконечностях обустраивали некое подобие цапф с рукоятками, чтобы бревно можно было свободно вращать, установив на специальные козлы, как на токарном станке. Получившийся стержень обматывали верёвкой из сена, после чего на обвивку, постепенно, слоями накладывали мягкую глинистую землю, смешанную с лошадиным навозом и шерстью.
Каждый слой высушивался над горящими углями, а последнему слою при помощи обрезной доски придавался конечный вид орудия. Затем отдельно изготавливались модели цапф, которые гвоздями прикреплялись к стволу (главное было не ошибиться с местом расположения). Далее к пушечной модели приспосабливали будущие «дельфины» (скобы) для поднятия орудия на лафет. В таком виде модель, получавшая название «болван», уже служила формой для отливки орудия.
Болван промазывали тонким слоем промытой золы, чтобы будущая форма не прилипла к модели. Затем модель вновь обкладывали слоями мягкой глинистой земли смешанной с навозом. Высохшую форму стягивали железными разъёмными обручами и продольными полосами, а затем опять обмазывали несколькими слоями земли.
Изготовленную форму поднимали посредством крана, выбивали из неё деревянный стержень с цапфенными моделями, вытаскивали верёвку. Получившиеся отверстия закладывались глиняными лепёшками. Земля, составлявшая «болван» вычищалась. Внутренности формы просушивались, после чего обмазывались жидкой глиной для заглаживания малейших неровностей. Наконец внутренняя часть обмазывалась толчёным деревянным углём, разведённым в воде, чтобы металл не приставал к форме.
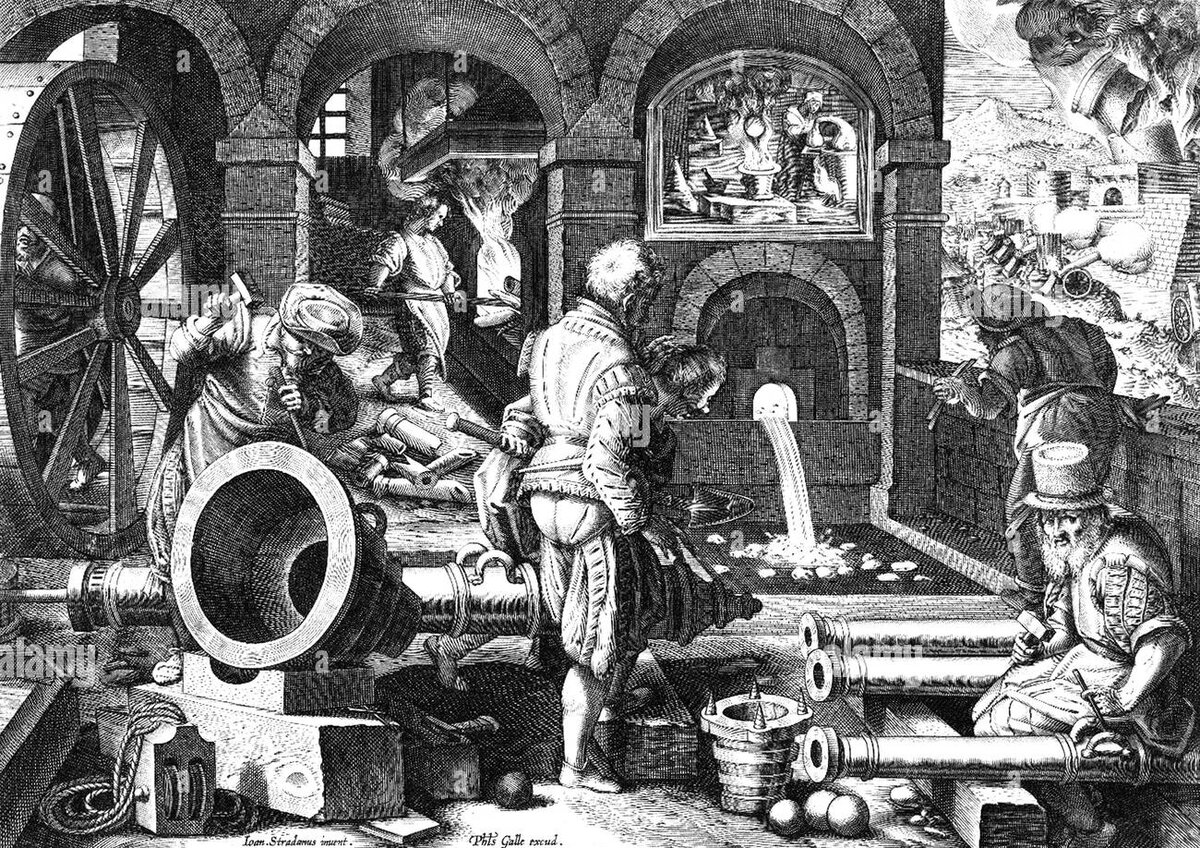
Форму тарельной частью опускали в глубокую яму, оборудованную прямо перед печью. Затем яму засыпали землёй и плотно трамбовали. Сверху обустраивали т.н. «прибыль» - форму, посредством которой обеспечивалось необходимое давление металла, где собирались его излишки и принимались все выходящие из орудия шлаки. После чего, можно было лить металл. Среднее время между отливками при таком способе производства составляло 30-40 часов. По временным затратам кажется не так много, но в военное время дорог был каждый день - пушки были нужны как воздух, здесь и сейчас. Кроме того, в обязательном порядке, приходилось обтачивать орудия снаружи на токарных станках, чтобы исправить все недостатки, вытекающие из этого метода отливки.
Технология песочной формовки.
Для песочной формовки пушечная модель делалась из меди или железа. Причём, для удобства обращения, снижения веса и экономии, модель часто делалась пустотелой. Медь была предпочтительнее, так как поверхность модели получалась более гладкой. Модель, имеющую на поверхности большое количество шероховатостей, неровностей и каверн нельзя было вытянуть из формы без повреждения песочной обсыпки.
Для удобства отливки модель могла разделяться на детали – в основном тарельную, казённую, цапфенную и дульную части. Под каждую деталь изготавливалась опока, представлявшая собой разъёмный чугунный ящик из двух частей, скреплявшихся друг с другом болтами.
Модель устанавливали посреди ящика и засыпали сырым крупным кварцевым песком, смешанным с глиной (примерно 90 частей к 10), после чего плотно утрамбовывали обсыпку. Выдающиеся части (цапфы, дельфины, фризы (пояса)), прикреплялись к модели винтами. После формовки модель вынималась, а части формы высушивались в специальной сушильне и обсыпались толчёным деревянным углём. Затем части опоки устанавливались в яму, одна на другую, скреплялись болтами, засыпались землёй и плотно утрамбовывались. Форма становилась готовой к принятию металла. При этом, форму, опоки и песок можно было использовать многократно.
Описание довольно короткое. В нём опущено много технических нюансов. Но, даже из него, становится понятно, что технология более выгодная и простая для освоения. Примечательно, что во время оккупации Египта 1798 - 1801 г.г. французы организовали фабрики по производству вооружения, взяв за основу технологию песочной формовки. В качестве разнорабочих привлекались представители коренного населения. Вскоре, использование местной рабочей силы было запрещено французской военной администрацией. «Отсталые» египтяне легко освоили новые способы литья и начали составлять серьёзную конкуренцию. Технологию в действии сейчас можно увидеть в ютубе, в роликах о кустарных индийских мастерских.
Пушки лились глухие, без орудийного канала, хотя возможности для этого имелись. В XVI – XVIII веках орудия могли отливаться сразу с каналом ствола, для чего в середину формы вставлялся земляной сердечник. Затем сердечник вынимался и единственное, что оставалось – пройтись по каналу ствола гладильным сверлом.
Орудие дулом вниз прикрепляли к подвижной раме сверлильной машины. Сверло служило главным валом, который проворачивался лошадиной тягой. Пушка, под собственным весом опускалась на сверло по мере очищения ствола. Большой проблемой было то, что сердечник часто выставлялся не по центру или деформировался под воздействием давления металла. Внутри канала ствола появлялись раковины, искривления и значительная часть пушек отправлялась в брак. В итоге, от сердечников отказались.
Взамен вертикального сверления, была внедрена технология горизонтального сверления орудий. Причём вращали не сверло, а само орудие. При таком подходе было замечено, что пушки высверливаются гораздо качественнее. Для выполнения технологической операции использовали несколько свёрл, каждое из которых постепенно увеличивало диаметр канала ствола. В новых сверлильных мастерских необходимый калибр орудия уже высверливали сразу. Напоследок всегда проходили по каналу ствола гладильным сверлом.
Последней технологической операцией было сверление затравочного канала. Опытным путём пришли к выводу, что наилучшее расположение затравки - как можно ближе к тарельной части ствола. Канал высверливался под наклоном 25 градусов от нормали при помощи лучкового механизма. В чугунных морских орудиях этим и ограничивались. Но в бронзовых пушках, под воздействием воспламенения пороха, затравочный канал быстро выгорал и расширялся, снижая срок службы изделия. Поэтому в канал забивали на полную толщину затравочник, представлявший собой стержень из красной меди и повторно сверлили. После этого пушка считалась пригодной для испытаний.
Продолжение следует...
Друзья! В продолжение темы Французской революции и Наполеоновских войн читайте:
ПУШКИ ДЛЯ РЕВОЛЮЦИИ. ЛЮДИ И РЕСУРСЫ.
ПОРОХ ДЛЯ РЕВОЛЮЦИИ
КРОВАВАЯ БАНЯ ДЛЯ МОЛОДОЙ ГВАРДИИ. БИТВА ПОД КРАСНЫМ
БРАВЫЕ САКСОНСКИЕ ПАРНИ ПРИ БОРОДИНО
Спасибо, что дочитали до конца. Подписывайтесь и оставайтесь на связи, будет ещё много интересного.
Любители лёгкого чтения загляните на канал ТыжИсторик , где вас развлечёт весёлыми изысканиями коллектив народных историков.