Все детали имеют свои размеры и должны изготавливаться с определённой точностью обработки. Под точностью обработки понимается степень (мера) соответствия детали требованиям графической документации (чертежа, технологической карты) и технических условий. Точность обработки деталей устанавливается с учётом её назначения. Например, при изготовлении садово-огородного инвентаря обработку производят с точностью от 0,5 до 1 мм. А при точении на токарном станке стержней для нарезания на них наружной резьбы требуется точность 0,1 мм. Для определения размеров изделия и контроля точности обработки применяют различный измерительный инструмент. Чем выше требуемая точность, тем более совершенным и точным должен быть сам измерительный инструмент.
Так, при изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: слесарной металлической линейкой, слесарным угольником и др. А уже для измерения и контроля деталей с большей точностью применяют универсальные контрольно-измерительные инструменты - штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок.
Термин «штангенциркуль» состоит из немецкого слова «штанге» - «шест, жердь, стержень» и латинского «циркулис» - «круг». Термин означает «стержень для измерения круга». Первые штангенциркули появились в начале XVII веке, существуют около четырех столетий. Вначале штангенциркули были деревянные и имели невысокую точность. В Англии появились первые металлические штангенциркули, которые с основной шкалой содержали и дополнительную, изобретенную португальским математиком П. Нунишем и в честь его назвали эту шкалу «нониус». В настоящее время существует множество типов штангенциркулей. Они отличаются возможностями, пределами измерений и степенью точности.
На рис.1 показан штангенциркуль ШЦ- 1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
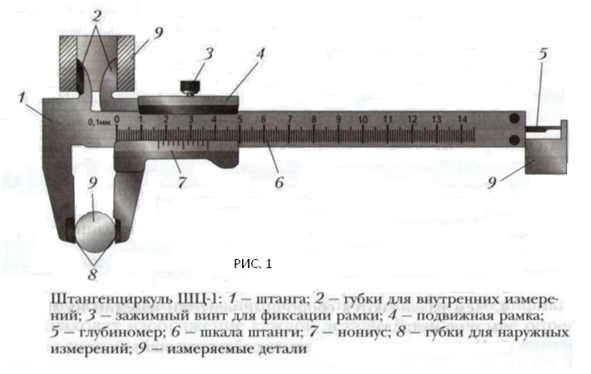
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером 5 измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7.
Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис.2), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.

Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 - 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм.
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 3).
Техника измерений штангенциркулем
1. Перед началом измерений следует проверить исправность штангенциркуля. Для этого нужно сомкнуть губки инструмента и посмотреть, совпадает ли нулевой штрих нониуса с нулевым штрихом на шкале штанги.
2. Если штангенциркуль исправен, то можно производить измерение. В одну руку нужно взять измеряемую деталь, а в другую – штангенциркуль. Большим пальцем следует перемещать рамку до соприкосновения губок с поверхностью детали.
3. Придерживая рамку в этом положении, нужно закрепить её фиксирующим винтом и прочитать показания штангенциркуля.
4. Чтобы не было ошибок, инструмент необходимо держать прямо перед глазами.
Помните! Штангенциркуль — это дорогостоящий точный измерительный инструмент, требующий бережного обращения.
ПРАВИЛА ОБРАЩЕНИЯ СО ШТАНГЕНЦИРКУЛЕМ
1. Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль.
2. Нельзя класть инструмент на нагревательные приборы.
3. Измерять можно только чистые детали без задиров, заусенцев, царапин.
4. Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
5. Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
6. Не очищать инструмент шлифовальной шкуркой или ножом.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Профессия
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем, чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно- измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т.д.
Источники информации:
1. «Технология» учебник 6 класс: А.Т.Тищенко, В.Д.Симоненко. – М.: «Вентана-Граф», 2016
2. «Технология» учебник 6 класс: Е.С.Глозман, О.А.Кожина и др. – М.: «Просвещение», 2021