Кирпичные дела
Производство полнотелых кирпичей с плоской поверхностью граней ведется с незапамятных времен и по сей день. Думается пришло время пересмотреть эту тенденцию и перейти к изготовлению кирпичей другого типа.
Рабочие поверхности, полнотелого кирпича, «постель», «ложок» и «тычок» делать не гладкими, а рифлеными, с целью увеличения поверхности наилучшей адгезии с раствором, причем эти поверхности могут иметь различный рисунок, канавки прямые, зигзагообразные, ячейки ну т. д., вдоль или поперек рабочих поверхностей в зависимости от области применения.
Рассмотрим это на примере, применительно к печному делу.
На рисунке 1 изображен разрез полнотелого кирпича с волнообразными канавками вдоль рабочей поверхности-постели очевидно, что на тычке также должны быть аналогичные канавки и с такими же параметрами. Максимальное количество канавок определяется размерами рабочей поверхности кирпича и параметром h_3.
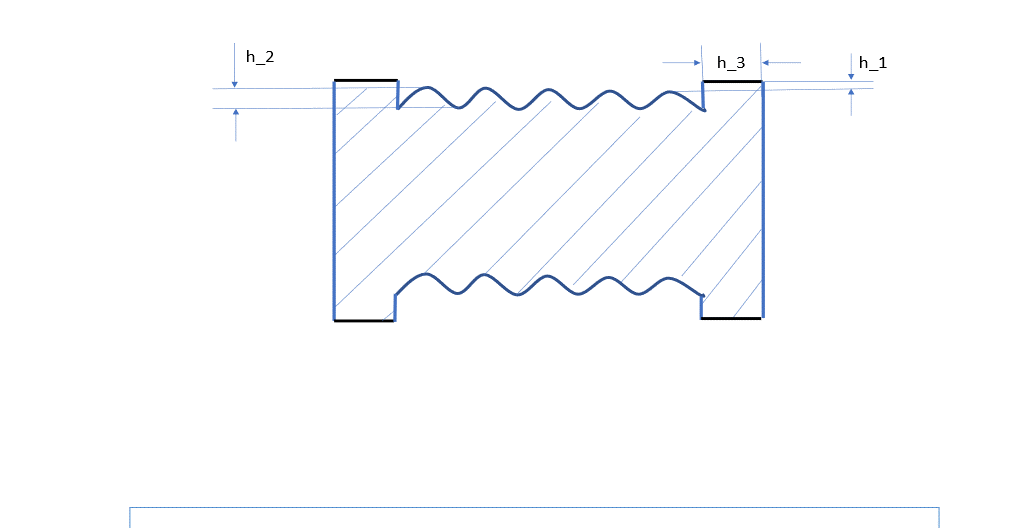
Рис. 1. Где; h_1 это глубина верхней части канавки по отношению к плоской поверхности, h_2 это глубина канавки, h3_ширина буртика.
Эти параметры задаются из конкретных случаев применения. На пример для печного дела, когда кладка идет в один ряд, то для внешней кладки, исходя из размера шва толщиной 5 -6 мм, достаточно h_1 ~ 1-2 мм, h_2~ 2-3 мм, так как кирпич накладываемый сверху имеет те же параметры. Нужно иметь ввиду, что h_2, для увеличения поверхности адгезии, нельзя делать сколь угодно большим, раствор служит только для скрепления кирпичей, а не для их замены, а параметр h_3, с учетом снятия фаски делать шире 10 мм не целеcообразно. Для кладки шамотного ядра применяются кирпичи с параметрами h_1 и h_2 вдвое меньшими, а h_3 целесообразно оставить таким же. Естественно, что эти параметры требуют детальной проработки, а главное проверку прочности соединений кирпичей, хотя бы на разрыв или сдвиг. Эти рассуждения годятся для изготовления кирпичей при кладке как производственных, так и жилых зданий, но естественно с другими параметрами.
P.S. При хорошей геометрии изготовления кирпичей возможна «бесшовная» кладка, когда буртики верхнего и нижнего кирпичей плотно ложатся друг на друга, в противном случае возможна регулировка швов «крестиками».
P.S.1 Канавки или другие рисунки на рабочих поверхностях кирпича, могут иметь расположение как встречно, гребень к гребню, так и гребень во впадину. Для начала можно изготовлять и пробовать кирпичи с волнообразными (клинообразными) канавками только на поверхности «постели», что не значительно усложнит технологию производства.
P.S.2 В следующей публикации будет предложен расчет количества канавок (волн) на данной поверхности реального кирпича при заданном параметре h_2 и h_3 что бы поверхность адгезии увеличилась скажем в два раза.
Литература: Открытый доступ.
Автор: Канюшкин Валентин Васильевич