Отвертка – один из самых простых инструментов в арсенале любого мастера. История этого приспособления насчитывает порядка 400 – 500 лет. Казалось бы, за это время мало что изменилось. Но современные отвертки производятся совсем не так, как 100 или даже 50 лет назад. Расскажем, как это происходит.
Изначально отвертки использовались для сборки стрелкового оружия. С изобретением двигателя внутреннего сгорания и стремительным развитием промышленности этот инструмент перешел в производственную сферу. Вместо плоского жала стали применять наконечники с квадратной формой и крестообразные. Они лучше позиционируются в шлице и не вылетают при вращении, что помогло снизить количество травм на производстве.
Изменения коснулись и рукоятки. Раньше использовались металлические или деревянные ручки. Но их нельзя назвать удобными и практичными. Соскальзывание руки, мозоли, въевшиеся загрязнения от масла или бензина… Все это заставило производителей изменить материал рукоятки на более современный. Сегодня практически все отвертки имеют пластиковую ручку.
Расскажем, какие этапы проходит этот инструмент на современных заводах.
Изготовление стержня
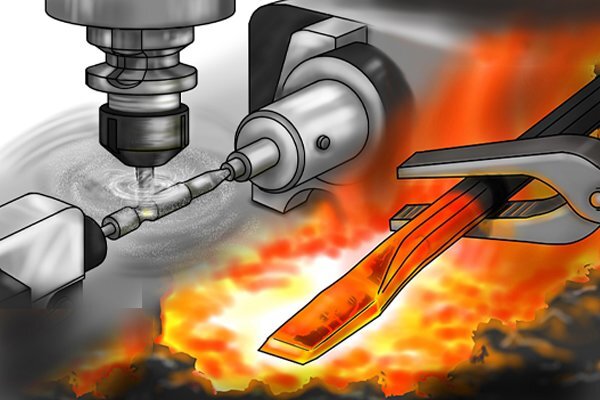
В качестве основы используется толстая проволока из инструментальной стали. Пруток подбирается по диаметру стержня будущей отвертки. Проволока рубится на отрезки. Наконечник затачивается под нужную форму и проходит фрезеровку. Таким образом получается плоская, крестовая или другая форма рабочей части.

Чтобы придать рабочей части прочность, ее закаливают. Причем наконечник проходит закалку до большей твердости, чем основание – значение может составлять 52 – 58 HRC. Такая рабочая часть не стачивается от многочисленных проворачиваний в шлице крепежа, и ее грани не теряют первоначальную форму.
Затем заготовка шлифуется, и на нее наносится защитное покрытие. Чаще всего – хромовое. Это защищает от коррозии и позволяет надолго сохранить эксплуатационные качества инструмента.
Выполнение рукоятки
Один из самых распространенных способов – это обработка бруска из ацетатной смолы. Длинная заготовка обрабатывается на токарном станке – сначала придается цилиндрическая форма, а затем резец проходит вдоль, формируя впадины. После нарезаются отдельные рукоятки с закруглением на конце. Другой конец обрабатывается по окружности, а внутри выполняется отверстие под стержень. Рукоять из ацетатной смолы необходимо отполировать. Это происходит за счет погружения в ванну с ацетоном – он удаляет стружку, возвращает материалу прозрачность и блеск.
Более сложный процесс при изготовлении двухкомпонентных рукояток. У них, кроме основного материала (чаще всего пластик или фиберглас), сверху есть противоскользящее покрытие. Оно может быть выполнено из сантопрена, полиуретана или термопластичной резины. Наиболее усовершенствованные отвертки имеют мягкие силиконовые вставки для удобного захвата и зажатия рукоятки в ладони. Такие вставки крепятся до финишного противоскользящего покрытия. Это решение можно встретить в профессиональных отвертках, например, у бренда Felo. Кроме эргономичности, дополнительное покрытие защищает рукоятку от загрязнений, бензина и масла.
Финальный процесс – нанесение надписей с помощью горячего пресса. На рукоятке появляется бренд и отличительная маркировка.
Сборка
Чаще всего стержень и рукоятку соединяют уже после нанесения противоскользящего покрытия и маркировки. Основание стержня крепится в рукоятке под воздействием давления в несколько десятков килограммов.
Хотя некоторые производители соединяют детали не в финале, а до того, как рукоять имеет завершенный вид. Для более прочной посадки стержня его основание имеет утолщение – в одном, двух или трех местах. Таким образом увеличивается надежность его крепления в рукоятке – он не вылетит и не будет прокручиваться, как это может случиться с простыми недорогими отвертками без подобных утолщений.
Контроль качества
На заводе или в независимой лаборатории производители проверяют на тестовых стендах качество отверток:
· диаметр стержня,
· твердость наконечника,
· развиваемый крутящий момент.
Дополнительно могут проводиться испытания на ресурс – на сколько крепежных элементов хватит отвертки без потери первоначальных качеств. Например, у моделей бренда Inforce ресурс достигает 50 000 крепежных элементов.
Покупайте качественные отвертки! Именно такие вы найдете на сайте ВсеИнструменты.ру.