
Предисловие автора канала
Данная публикация является полной копией одноименной статьи, опубликованной в журнале "Сталь" - номер от 12.2021. Первоисточник в формате PDF можно найти здесь.
Первую часть статьи можно найти здесь.
Авторы
Ю. Л. Ершов - Бизнес-аналитик, специалист в области проектного управления (г. Москва, Россия)
А. Г. Шакуров, В. М. Паршин - ООО «Экошлак-рециклинг» (г. Москва, Россия)
А. Г. Колесников, А. Ю. Шишов - МГТУ им. Н. Э. Баумана (г. Москва, Россия)
Аннотация
Описание стартапа на тему «Водородная металлургия будущего» с целью предварительной оценки технической возможности, экономической целесообразности и конкурентоспособности применения процессов производства стали из оксидов железа с использованием в качестве восстановителя газообразного водорода/метана при проектировании металлургических предприятий. Общие принципы построения технологических схем с применением указанной технологии. Варианты масштабирования. Предварительная оценка вариантов использования описываемой технологии в металлургической отрасли.
Ключевые слова: водородная плазма; восстановление при плавке; оксид железа; плазменная дуга; водородная металлургия.
Введение
В сообщении 1 (Сталь, № 11/2021, с. 50 – 55) представлены основные тенденции в области новых металлургических процессов с применением газообразного восстановителя – водорода. Приведен краткий обзор современных технологий жидкофазного восстановления железа в водородной/метановой плазме по публикациям зарубежной научно-технической прессы, отмечены экономические аспекты внедрения плазменных технологий с газообразным водородным или метановым восстановителем.
Теперь подробнее остановимся на концептуальной возможности масштабирования рассмотренной жидкофазной технологии в отечественных реалиях.
Опытно-экспериментальная установка для отработки технологии.
Исходя из предыдущего сообщения смоделируем технологическую схему предполагаемого стартапа для углубленной отработки предложенного способа восстановления железа из его оксидов (рис. 1). Как и в описанном выше варианте специалистов австрийского института, основу предлагаемого опытного комплекса составляет восстановительный реактор. Отличие только в емкости агрегата: в данном случае принята масса плавки 50 кг.
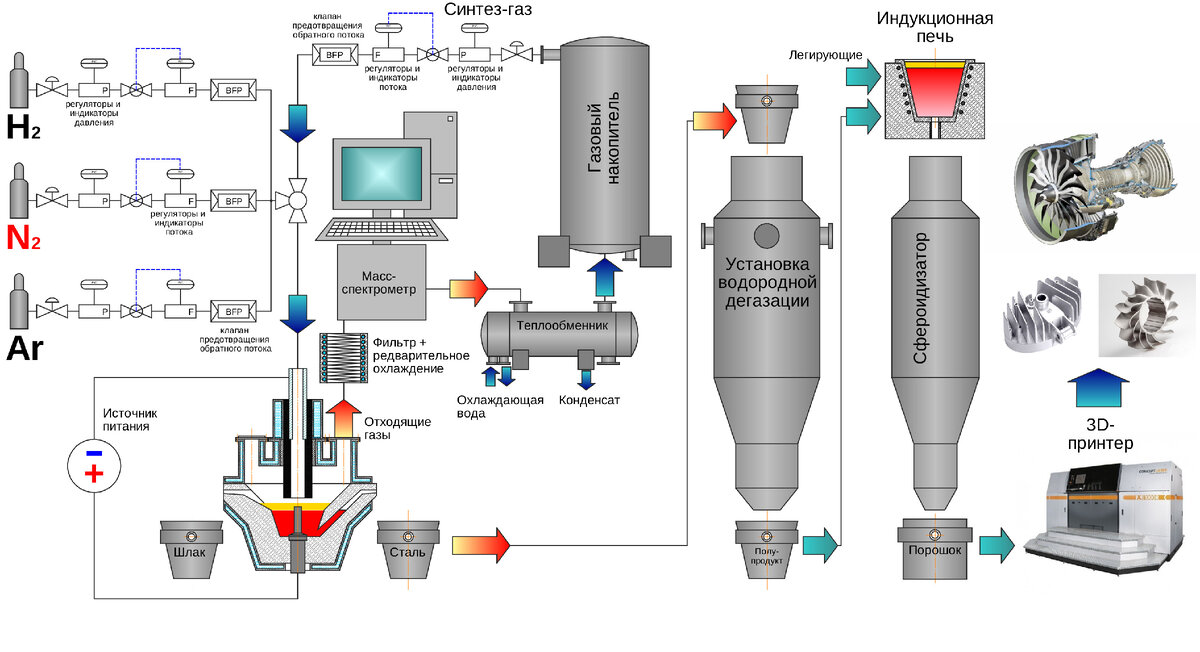
Восстановительный реактор представляет собой аналог электродуговой сталеплавильной печи постоянного тока с подовым и полым сводовым электродами, подключенными к источнику питания постоянного тока. Сводовый электрод выполняется полым для подачи в зону восстановительной дуги газообразного восстановителя – смеси H2/Ar (или CH4/Ar). Крышка печи с герметичным креплением должна быть снабжена системой откачки воздуха для удаления остатков содержащегося в нем кислорода перед плавкой.
Технологический процесс восстановления железа из его оксидов достаточно подробно описан в первоисточнике австрийских специалистов [2]. Требуется его оценить с точки зрения заданного масштабирования и разработать серию экспериментальных плавок для поиска наиболее рациональных режимов.
В отличие от экспериментов, проведенных в институте г. Леобен (Австрия), отводящие газы предполагается не выбрасывать в атмосферу, а предварительно охлаждать, накопленный конденсат (из перегретого отходящего пара H2O, полученного в результате восстановительной реакции) удалять из газооборотной системы через водоочистные сооружения, а остаточную смесь, содержащую инертную основу (Ar) и остатки восстановительного газа, помещать в газовый накопитель для последующего использования в качестве синтез-газа. Следует отметить, что в результате расходования графитового электрода в синтез-газе появится какое-то количество CO и CO2. Данный вопрос требует тщательной экспериментальной проверки и оцифровки. По результатам проведенных экспериментов необходимо проработать вопрос удаления CO2 из состава синтез-газа перед его вторичным использованием.
На основе результатов, полученных австрийскими специалистами, ожидаем, что на выходе из восстановительного реактора образуется первородная сталь с низким содержанием углерода (углерод в реакции будет присутствовать только ввиду расхода графитового электрода). Учитывая тот факт, что при жидкофазном восстановлении железа из его оксидов с помощью водородной плазмы ожидается высокое содержание в жидкой стали растворенного водорода, после плазменного реактора устанавливаем модуль «водородной дегазации», в котором используется широко известный технологический процесс (подробности опустим в связи с вопросами патентной проработки). Далее относительно «чистый первородный» полупродукт поступает в индукционную печь, где проводятся все необходимые металлургические операции доводки стали до необходимого марочного состояния. При производстве сложных спецсталей возможна установка в технологической цепочке вакууматора.
В представленной технологической схеме после индукционной печи на финише предусматривается установка сфероидизатора для получения специальных порошков для аддитивных технологий, в частности для 3D принтера. На выходе получаются специзделия из спецсталей, близкие к конечной форме.
По большому счету это технологическая схема спецметаллургии ближайшего будущего, основанная на декарбонизированном металлургическом процессе. Технологическая цепочка максимально оптимизирована – от первородного сырья до конечного изделия. Такое сочетание позволяет надеяться на успешную монетизацию результатов работы представленного опытно-экспериментального комплекса.
1. «Все новое – это хорошо забытое старое»
В процессе работы над данным материалом в рамках обсуждения различных разделов с партнерами и конструктивными оппонентами неожиданно появилась фотокопия одного из документов далекого советского прошлого.
Приведем некоторые выдержки из данного документа.
«Постановлением Совета Министров СССР № 229-64 от 13.03.1980 в пос. Полярные Зори Мурманской области предусмотрено строительство ОМК с получением электроэнергии, а также тепла и пара от Кольской АЭС (реактора ВВЭР-440). Опытный металлургический комплекс предназначается для производства водорода из воды плазмохимическим способом по технологии Института атомной энергии, и на базе этого водорода производства железных порошков по новой технологической схеме, основанной на применении металлизованных окатышей, получаемых из богатых железорудных концентратов.»
Во исполнение постановления Минчермет – СССР организовал проведение исследовательских работ, оформил заказы на часть технологического оборудования и совместно с Минсредмашем выполнил технико-экономическое обоснование строительства комплекса со следующими годовыми объемами производства:
- водород – 71,4 млн м3;
- технический железный порошок – 80 тыс. т;
- чистый железный порошок – 10 тыс. т;
- легированный порошок – 10 тыс. т.
Из материалов Вестника МГТУ [3] следует, что более 40 лет назад советская наука совершила попытку опередить время и разработать достойную альтернативу технологии Midrex (аналогичные схемы в настоящее время предлагает компания «ЭПОС-Инжиниринг» [4]). Водород планировалось получить не паровым риформингом, а плазмохимическим способом…
Поражает то, что так же как и в описанном выше опытно-экспериментальном варианте, советские ученые планировали обойти классические металлургические технологии получения готовых стальных изделий (литье-разливка, обработка давлением, прокатка, правка, обточка и др.) и перейти сразу же к аддитивным технологиям на основе металлических порошков. И только наступившие геополитические события второй половины 1980-х годов не позволили развиться этим весьма позитивным и перспективным процессам.
2. Возможность интеграции аддитивных технологий с существующими металлургическими процессами
Каждая из перспективных идей (на первый взгляд, сумасбродных) проходит несколько этапов обсуждения в экспертной среде:
- ЭТО НЕВОЗМОЖНО – говорят эксперты, прочно обосновавшиеся в существующем технологическом укладе;
- ЧТО-ТО В ЭТОМ ЕСТЬ, НО ОЧЕНЬ ДОРОГО – говорят бизнес-аналитики, слегка окунувшись в проблему;
- НАДО ПОПРОБОВАТЬ – говорят современные «ИЛОНЫ МАСКИ»;
- КАК МЫ БЕЗ ЭТОГО РАНЬШЕ ЖИЛИ – говорит изумленное человечество после массового внедрения технологии в повседневную жизнь.
Современное развитие аддитивных технологий (в вопросах производительности, качества и расходных коэффициентов) позволяет уже задумываться об изменении некоторых классических металлургических цепочек. Итак, в каких металлургических областях имеет смысл ожидать технологического прорыва для применения аддитивных технологий?
Прежде всего стоит обратить внимание на холодную прокатку труб из спецсталей для атомной промышленности, ВПК и других спецтехнологий. По уровню производительности 3D печать металлоизделий вплотную приближается к годовым потребностям указанной спецпродукции. И не секрет, что металлургическая составляющая способа получения трубной заготовки в данном производстве является весьма трудоемкой технологией с большими расходными коэффициентами, энерго- и трудозатратами. Зачастую перед финишной раскаткой на станах холодной прокатки труб заготовку банально обтачивают и проверяют ультразвуковым контролем несплошности среды.
Возникает логичный вопрос – а почему не стоит попробовать «напечатать» трубную заготовку методом 3D печати, дабы избежать таких весьма расходных металлургических переделов? Причем с минимально допустимыми размерами по толщине стенки для получения необходимых свойств конечного изделия.
Для 3D печати – это «массовое» производство, позволяющее выйти на успешную монетизацию технологического процесса. Для организации такого производственного процесса необходимо будет создать специальный 3D принтер по упрощенному алгоритму. Создание такого условно «массового» производственного процесса позволит всесторонне оптимизировать технологический процесс 3D печати металлических изделий.
На рис. 2 представлена опытная трубная заготовка, полученная с помощью DMD технологии (коаксиальное лазерное плавление) специалистами Центра аддитивных технологий МГТУ им. Баумана. Материал – Инконель 316 L. Металлургам-трубникам стоит обратить внимание на данный инновационный вариант технологического процесса.
Другим местом «технологического прорыва» аддитивных технологий на «металлургическую поляну» может стать производство «белой жести». Не секрет, что при производстве супертонкой полосы (толщиной 0,1 мм) основной проблемой является наличие в стали неметаллических включений. Данные включения не подвергаются прокатке и размельчению, при достижении размеров порядка 0,05 мм приводят к браку готовой полосы (разрыв полосы).
Неметаллические включения появляются в результате износа футеровки промковша при непрерывной тонкослябовой разливке металла. По заявлениям западных специалистов, минимальная толщина непрерывно разливаемого сляба должна составлять 150 мм (а лучше – больше). При такой толщине неметаллические включения остаются в верхней зоне кристаллизатора и не затягиваются в зону кристаллизации металла.
Строить такой металлургический комплекс разливки и прокатки до супертонкой полосы ради нескольких десятков тысяч тонн в год (ориентировочная емкость российского рынка) – и не разумно, и не эффективно. Конечному потребителю не нужна широкая полоса в 1000-1500 мм. Как правило, достаточно полосы конечной ширины 300-400 мм. Здесь также возникает логичный вопрос – а почему бы не напечатать полосу толщиной 1 мм и шириной, допустим, 400 мм методом 3D печати? 3D принтер в данном случае превратится в своеобразный «3D ткацкий станок» в среде инертной атмосферы, после которого останется только финишный передел – реверсивная клеть кварто холодной прокатки с промежуточными отжигами и участок лужения.
Конечно, описываемые выше примеры «не стандартного» или «не стереотипного» подхода смотрятся как «НЕ МОЖЕТ БЫТЬ» и только имеют перспективу перейти в разряд «КАК МЫ БЕЗ ЭТОГО РАНЬШЕ ЖИЛИ». Но бурное развитие аддитивных технологий не оставляет многим сложившимся технологическим процессам даже шанса на выживание...
3. Технологическая схема металлургического предприятия условной производительностью 250 тыс. т в год
После успешного доведения технологии прямого восстановления железа из его оксидов в электродуговой плазме газообразным восстановителем имеет смысл рассматривать масштабирование технологии до строительства МЕТАЛЛУРГИЧЕСКОГО ПРЕДПРИЯТИЯ НОВОГО ТЕХНОЛОГИЧЕСКОГО УКЛАДА.
На рис. 3 представлена одна из возможных таких схем. За основу в данной схеме взят реакторный модуль с установкой водородной дегазации с условной производительностью по жидкой стали 10 т/ч. Учитывая тот факт, что выделение отходящих газов в результате реакции восстановления не постоянно во времени (что убедительно показали опытные плавки австрийских специалистов [1]), в данной схеме предлагается установить каскад предположительно из четырех таких модулей. Указанные модули запускаются по очереди с определенной задержкой относительно друг друга так, чтобы усреднить объемы суммарного выделения отходящих газов. Предполагается, что каждый модуль периодически выводится из работы для планового ремонта и перефутеровки (ориентировочно после 2000-3000 плавок). При этом оставшиеся три модуля работают в «усеченном каскадном» режиме.
Отработка оптимального технологического режима восстановительной плавки на опытно-экспериментальной установке (см. рис. 1) позволит более точно определить количество модулей в каскаде и часовую производительность каждого. В представленном варианте предварительно принято четыре восстановительных модуля. Температура отходящих газов в сводовом пространстве предполагаемого восстановительного реактора составляет 1500-1600 °С. Поэтому на выходе из реактора предполагается установка теплообменника для подогрева восстановительного газа перед подачей в плазму и одновременного предварительного охлаждения отходящих газов до температуры 1000-1100 °С. На данном участке также предполагается установка фильтра для грубой очистки отходящих газов.
В тракт отходящих газов предполагается установить теплообменный парогенератор, паровую турбину и генератор электрического тока для вторичной электрогенерации (аналог ТЭЦ-ПВС в аглодоменном производстве), от которой предполагается запитать прежде всего индукционную печь участка внепечной обработки стали. Указанная печь должна также иметь возможность подключения ко внешним электросетям. Как и в опытно-экспериментальном комплексе, на выходе из модуля получается стальной полупродукт, который направляется на внепечную обработку. Производительность индукционной печи должна соответствовать количеству модулей в каскаде, в нашем случае 40 т/ч.
После прохождения теплообменной парогенераторной установки отходящие газы направляются в газовый накопитель, где окончательно остывают до температуры ниже 100 °С. В состав отходящих газов входят: инертная основа (Ar), H2O (пар), остатки H2, CO и CO2. Пар после конденсации удаляется из накопителя через систему водоочистки.
При использовании чисто водородной плазмы CO и CO2 будут образовываться в результате расхода графитового электрода. Отработка технологии на опытно-промышленной установке позволит математически оцифровать данный процесс и определиться с вариантами удаления CO из отходящих газов, которые имеют остаточный восстановительный потенциал. Далее можно рассмотреть вопрос утилизации углекислого газа.
При использовании метановой плазмы (трубопроводный природный газ) выделение CO и CO совершаться в результате технологического процесса восстановления. И в данном случае промышленный вариант отделения углекислого газа из отходящих газов станет весьма актуальным (на схеме представлен вариант отделения через специальную воздухоразделительную установку – ВРУ).
Отходящие газы после отделения CO и конденсации пара являются инертной основой для восстановительного газа с остаточным восстановительным потенциалом. После масс-анализа данная основа проходит через автоматизированную систему подпитки и далее направляется в восстановительные реакторы. Полученная восстановительная газообразная смесь перед подачей в электродуговую плазму предварительно подогревается в теплообменном контуре тракта отходящих газов (см. описание выше) до температуры 400-600 °С.
После прохождения внепечной обработки в укрупнительной индукционной печи подготовленная сталь требуемой марки поступает в классическую схему сталеразливочного (и далее сталепрокатного) производства. Дальнейшую технологическую цепочку мы здесь рассматривать не будем, так как она прорабатывается для каждого конкретного случая.
Так представляется перспективная схема металлургического предприятия НОВОГО ТЕХНОЛОГИЧЕСКОГО УКЛАДА с применением газообразного восстановителя в электродуговой плазме. Технологическая схема использует модульный принцип. Конечная производительность будет зависеть от возможностей масштабирования в рамках одного восстановительного модуля и от выбранного количества модулей, работающих по «каскадному» принципу.
4. Кольская АЭС – или как географические факторы могут повлиять на принятие инвестиционного решения
Обратимся к упомянутому постановлению Совета Министров СССР № 229-64 от 13.03.1980, которое напрямую касается Кольской АЭС. Рассмотрим некоторые географические факторы, способствующие инновационному подходу к возможному развитию соответствующего региона.
Итак, Кольская АЭС – уникальное энергетическое предприятие, первая атомная станция, построенная в суровых климатических условиях Заполярья и самая северная АЭС в Европе (рис. 4). Пуск первого энергоблока Кольской АЭС состоялся 29 июня 1973 г. Эта дата считается днем рождения предприятия, которое сегодня является филиалом концерна «Росэнергоатом» – электроэнергетического дивизиона Госкорпорации «Росатом» [5].
По данным некоторых СМИ [6] в системе «Росатома» разработан план строительства к 2025 г. на базе Кольской АЭС комплекса по производству «низкоуглеродного» водорода в объеме до 200 тыс. т в год на базе электролизеров собственного производства, что составляет в пересчете 2,222 млрд нм3 в год. Для сравнения, ориентировочная годовая потребность в газообразном водороде в приведенном выше примере предприятия производительностью 250 тыс. т в год составляет всего лишь 180-200 млн нм3.
Следует особо отметить, что территориально совсем рядом находится Ковдорский ГОК, входящий в структуру группы «ЕвроХим» [7], у которой с холдингом СУЭК один собственник. Современный Ковдорский ГОК – единственный в мире производитель бадделеитового концентрата, который служит сырьем для изготовления керамических изделий и огнеупоров. Ковдорский ГОК, входящий в настоящее время в группу «ЕвроХим», также имеет высокие показатели в производстве железной руды – 5,55 млн т в год, и аппатитов – 2,45 млн т в год. По производству аппатитового концентрата второй по величине ГОК в России.
Комбинат выпускает продукцию, соответствющую мировым стандартам: 80 % железнорудного концентрата подлежат реализации в России для таких предприятий, как ПАО «Северсталь» и АО «ЕВРАЗ ЗСМК», оставшиеся 20 % продукции экспортируют в Чехию, Словакию, Польшу. Своих металлургических активов у группы «ЕвроХим» нет.
Исходя из вышесказанного, если совместить планы Госкорпорации «Росатом» по организации промышленного производства водорода на базе Кольской АЭС и ресурсы компании «ЕвроХим», при должной поддержке следует ожидать постановку вопроса о строительстве ПЕРВОГО в России металлургического комбината НОВОГО ТЕХНОЛОГИЧЕСКОГО УКЛАДА по производству стальной продукции, СВОБОДНОЙ ОТ УГЛЕРОДНЫХ ВЫБРОСОВ. При этом компания «ЕвроХим» имеет все шансы стать металлургической компанией.
Как говорится, «звезды сошлись», осталось только оценить конъюнктурные вопросы и, соответственно, как на них отреагируют специалисты компаний, отвечающих за перспективное развитие...
Здесь стоит также отдельно отметить, что в данном регионе находится еще один горно-обогатительный комбинат – АО «Карельский окатыш» [8]. Это ведущий комбинат по добыче и переработке железной руды в России. Входит в состав ПАО «Северсталь». К его основной деятельности относятся добыча железной руды и производство железорудных окатышей. Предприятие производит железорудные окатыши с содержанием железа 65-66,5 %, являющиеся продукцией с высокой добавленной стоимостью. Предприятие производит 20 % всех железорудных окатышей в Российской Федерации. Основной потребитель на внутреннем рынке – Череповецкий металлургический комбинат. Продукция «Карельского окатыша» также поставляется на экспорт. В 2020 г. было произведено 10,8 млн т окатышей.
Так что при должном подходе еще у одной российской компании могут возникнуть стратегические интересы по строительству металлургического предприятия НОВОГО ТЕХНОЛОГИЧЕСКОГО УКЛАДА.
5. Жидкофазная плазменная переработка мелкодисперсных отходов металлургического производства
5.1 Мелкодисперсные отходы металлургического производства
В черной металлургии такими отходами считаются пыли и шламы газоочистных сооружений и аспирационных устройств. Шламы и пыли в металлургии представляют собой остатки сырья и продуктов его переработки, возникающие в процессах металлургического производства [9].
Металлургические пыли и шламы относятся к группе железосодержащих отходов, которые классифицируются по массовой доле железа:
- богатые – массовая доля железа 55-67 % (шлам и пыль газоочисток конвертерных цехов);
- относительно богатые – массовая доля железа 40-55 % (шламы и пыли аглофабрик, газоочисток и подбункерных помещений доменных печей);
- бедные – массовая доля железа 30-55 % (шлам и пыль газоочисток электросталеплавильных печей).
Химический состав пылей и шламов зависит от состава сырья и технологического процесса и может существенно меняться на различных заводах и в разные периоды времени.
Известно, что шламы, содержащие от 37 до 52 % Feобщ, от 4 до 15 % С, оксиды кальция, магния, марганца, алюминия, кремния, относятся к ценному техногенному сырью. Согласно техническим требованиям к качеству железосодержащих пылей и шламов, при их утилизации в металлургии суммарное содержание в них железа, углерода, а также оксидов Са и Мg должно быть не ниже 45 %. Наибольшую ценность для черной металлургии имеет железо, содержание которого в мелкодисперсных отходах достигает 55-67 %. Пыль электропечей, основная составляющая шихты которых – металлолом, содержит значительные количества цветных металлов: Zn (до 30 %), Pb (до 8,0 %) и др.
Ускоренное развитие прокатного производства привело к значительному увеличению расхода воды на охлаждение оборудования и образованию прокатной окалины. По химическому составу окалина близка к чистому магнетиту (65-72 % Fe), а по гранулометрическому составу представлена в основном фракцией менее 0,2 мм. Прокатная окалина из отстойников прокатных станов (вторичная, или замасленная) имеет влажность 20-30 %, содержание смазок – 2-3 %, содержание железа – 60-70 %.
Если образующиеся в настоящее время на промышленных предприятиях отходы производства в каком-то количестве подвергаются утилизации, то отходы, образовавшиеся до 1993 г., остаются лежать на поверхности, формируя техногенные массивы. Общее количество накопленных отходов в целом по России оценивается в 80-100 млрд т. Металлургия наряду с угольной промышленностью лидирует по количеству накопленных отходов.
Несмотря на наличие технологических возможностей по переработке значительной части образующихся отходов в собственном производстве и увеличение в последние годы на российских металлургических предприятиях доли перерабатываемых отходов до 80-90 %, все еще велико и с каждым годом растет количество отходов, размещаемых в отвалах, шламонакопителях, хвостохранилищах, которые постепенно превращаются в «техногенные месторождения». Текущие тенденции образования отходов в условиях экономического развития российских металлургических предприятий обусловливают дальнейшее обострение и без того непростой экологической ситуации в регионах их размещения.
Что касается мелкодисперсных металлургических отходов, тот же самый источник [9] называет следующие цифры их накопления:
- на территории НТМК находится такое «техногенное месторождение», как шламохранилище конвертерных пылей и шламов доменного и мартеновского производств в количестве 361,8 тыс. т;
- шламонакопитель ЗСМК, занимающий площадь 300 га, является постоянно формирующимся «техногенным месторождением» с расчетными запасами железосодержащего сырья со средней концентрацией 54,27 % свыше 700 тыс. т;
- на Алапаевском метзаводе скопилось свыше 100 тыс. т доменных шламов.
Необходимо отметить, что стимулом для вовлечения в переработку железосодержащих отходов за рубежом является высокая плата за их складирование в отвалах, которая в США и Канаде, например, составляет 85-90 долларов за тонну. В России плата за размещение таких отходов, как правило, относящихся к IV классу опасности, в 2018 г. составила 663 руб/т. Стоит также отметить, что в РФ наметилась тенденция к ежегодному увеличению затрат на размещение таких отходов. Поэтому развитие технологий переработки вторичных ресурсов в значительной степени будет зависеть от мер государственного регулирования и стимулирования этого направления.
5.2 Опыт и технологии переработки металлургических пылей и шламов
Уровень переработки железосодержащих пылей в странах Европы составляет в среднем около 70 %, при этом в некоторых европейских странах (Бельгия) достигает 100 %. На всех металлургических заводах Японии коэффициент оборотного использования металлургической пыли также близок к 100 %.
В отличие от шлаков, переработка которых организована на большинстве металлургических заводов, промышленная переработка мелкодисперсных отходов в России не имеет широкого распространения. На большинстве металлургических заводов традиционно утилизируют агломерационные шламы, для обезвоживания которых построены комплексы обезвоживания, а также перерабатывают на аглофабриках пыль газоочисток доменных печей (колошниковая пыль). Сталеплавильные шламы утилизируют на многих металлургических заводах, доменные шламы (по сведениям источника [9]) в промышленном масштабе не перерабатываются.
Основным методом использования железосодержащих металлургических пылей и шламов (агломерационные, доменные, конвертерные и др.) в мире является их добавка к агломерационной шихте в количестве до 10-15 % (по массе) шихты при сохранении прочности агломерата и производительности агломашин.
Металлургические пыли и шламы содержат железо главным образом в оксидной форме (FeO, Fe2O3). Восстановление железа из оксидов может происходить в доменной печи, где перерабатываются агломерат или окатыши, либо в отдельных восстановительных агрегатах, куда пылевидные отходы загружаются в окускованном виде в форме окатышей или брикетов. При восстановлении железа происходит одновременное восстановление содержащихся в отходах цветных металлов, в частности цинка и свинца.
Цинксодержащие пыли не могут быть направлены в агломерационное производство, так как при попадании агломерата в доменную печь возгонка цинка приводит к образованию настылей при его конденсации как в верхних горизонтах доменной печи, так и в системе отвода и очистки технологического газа. Содержание цинка в доменных шламах обусловлено его концентрацией в агломерате, в конвертерной и электросталеплавильной пыли – переработкой лома оцинкованных изделий (кузова автомобилей, строительные конструкции). металлургических агрегатах цинк возгоняется и затем конденсируется в системе газоочистки, концентрируясь в уловленной пыли, концентрация цинка в электросталеплавильной пыли может достигать 40 %. И такую пыль аглодоменное производство, как правило, не берет в переработку в качестве добавки. Такая пыль – серьезная проблема для электрометаллургического производства с точки зрения ее захоронения или утилизации.
В США мелкодисперсные отходы доменного производства: сухие пыли (390 тыс. т/год) с содержанием железа 10-35 % и углерода 30-75 % и шламы (650 тыс.т/год) с содержанием железа 10-48 % и углерода 20-65 % используются в агломерационном производстве или в брикетированном виде возвращаются в доменный передел. Конвертерные (1,21 млн т/год) шламы с содержанием железа 50-63 % и электросталеплавильные (850 тыс. т/год) пыли с содержанием железа 20-40 % используются после извлечения из них цинка.
5.3 Утилизация мелкодисперсных отходов электрометаллургического производства с помощью водородной/метановой плазмы.
Описанная выше технология жидкофазного восстановления железа из его оксидов в электродуговой плазме с помощью газообразного восстановителя является одностадийным универсальным технологическим процессом.
При должном подходе этот процесс максимально адаптируется под требуемый состав шихты. Разработка математических моделей восстановительной плавки и соответствующего программного обеспечения в связке с АСУТП позволяет оперативно изменять параметры процесса. Это особенно необходимо при восстановлении железа из железосодержащих шламов электрометаллургического производства ввиду того, что химсостав шламов после газоочистки существенно меняется между разными сериями плавок (в зависимости от химсостава выплавляемых сталей).
На рис. 5 изображена упрощенная технологическая схема подразделения для рециклинга мелкодисперсных железосодержащих отходов металлургического производства. В качестве исходной шихты предполагается использовать шламы газоочисток и окалину с литейно-прокатного производства. Причем с помощью окалины (65-72 % Fe) можно оперативно искусственно «обогащать» завалку железосодержащего сырья в восстановительный агрегат для более полной утилизации шламов с относительно низким содержанием железа.
В данном случае технологическая схема производственного потока значительно упрощается по сравнению с чисто производственным потоком от первородного железорудного сырья (см. рис. 3). Рассматриваемый процесс достаточно остановить на уровне получения «обезводороженного» полупродукта, который в дальнейшем используется как железосодержащая добавка (с содержанием железа, близким к 100 %) в основной производственный процесс плавки в электродуговых печах.
В описанном случае цветные металлы, такие как цинк, будут испаряться в восстановительной плавке и уходить в тракт отходящих газов. В данном тракте необходимо расположить «ловушки-отстойники», куда в зависимости от температуры конденсации соответствующих химических элементов будут отводиться цветные металлы, содержащиеся в шламовых металлургических отходах в значительном количестве.
Таким образом, появляется технологическая возможность 100 %-ной утилизации мелкодисперсных отходов металлургического производства с получением сталеплавильной шихты с содержанием железа, близким к 100 %, выделением цветных металлов, содержащихся в утилизируемом сырье, и остаточных шлаков пониженного класса опасности, пригодных для общепринятой утилизации (шлаковый щебень).
Исходное сырье (мелкодисперсные отходы) при технико-экономическом расчете имеет фактически нулевую стоимость. В случае, когда за размещение данных отходов приходится еще и платить, исходная стоимость такого сырья становится «условно отрицательной». Этот факт дает серьезную «экономическую фору» при бизнес-анализе такого варианта рециклинга отходов данного вида. Именно такой, тщательно оцифрованный, технико-экономический анализ является конечной целью стартапа, основные тезисы которого приведены в данном материале.
ЗАКЛЮЧЕНИЕ
Здесь представлены только некоторые варианты моделирования технологических процессов, в которых следует ожидать «прорывы» использования декарбонизированных металлургических технологий. В соответствии с общепринятой методикой оценки технологической готовности (TRL), которая принята к использованию в некоторых компаниях [10], проект жидкофазной технологии прямого восстановления железа с помощью водородной/метановой плазмы находится на самом раннем концептуальном уровне готовности TRL-1 (рис. 6).
Стоит отметить, что у западных коллег, судя по публикациям [1, 2], уровень готовности жидкофазной плазменной технологии восстановления железа из его оксидов газообразным водородом уже находится на уровне выше третьего. Сроки возведения металлургического предприятия НОВОГО ТЕХНОЛОГИЧЕСКОГО УКЛАДА по выпуску максимально декарбонизированной стальной продукции (от проведения НИОКР и разработки предварительного ТЭО до ввода в промышленную эксплуатацию) могут составить ориентировочно 5 лет (см. рис. 6).
Остается только надеяться, что российское металлургическое сообщество откликнется на требования текущего времени и запустит данный весьма перспективный процесс пилотного проекта... И тогда, возможно, мы станем свидетелями движения к новому технологическому укладу в отечественной металлургии.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
- Badr K., Bäck E., Krieger W. Plasma Reduction of Iron Oxide by Methane Gas and its Process Up-scaling, 2007
- Seftejani M. N., Schenk J., Zarl M. A. Reduction of Haematite Using Hydrogen Thermal Plasma, 2019
- Кудрин Б. И., Кошарная Ю. В. История решений по созданию ядерно-металлургического комплекса на базе Кольской атомной электростанции // Вестник МГТУ. 2017 Т. 20, № 4 С. 755 – 760
- EPOS-PROCESS – процесс прямого восстановления. Плазменная руднотермическая технология. Переработка железной руды. «ЭПОС-инжиниринг».
- Влияние водорода на свойства металла: http://emchezgia. ru/fizhim/23_vodorod_v_stali.php МЧ-ЗГИА.РУ
- Марцинкевич Б. Дивный новый водородный мир. Где Запад будет закапывать последствия экологизма.
- Группа Еврохим. Железорудный концентрат.
- «Карельский окатыш». Официальный сайт.
- Вторичные ресурсы, образующиеся в металлургической промышленности / Е. П. Волынкина, СибГИУ, зав. кафедрой техногенных и вторичных ресурсов, докт. техн. наук.
- НПО «Уран». Оценка уровня зрелости технологии.