В современных станках положение инструмента и детали определяется в прямоугольной системе координат, известной нам со школьной скамьи. Она называется декартовой системой.
Это наиболее простая система, которая определяется тремя перпендикулярными осями X, Y, Z. Кроме того, деталь или инструмент станка может иметь дополнительно поворотную ось для вращения.
Управляя движением инструмента вдоль каждой оси декартовой системы координат можно сделать из заготовки деталь.
Система координат позволяет сообщить программе станка с ЧПУ:
- где в пространстве находится заготовка
- как далеко от неё находится инструмент
- куда двигаться инструменту в процессе обработки детали
Что делать, если декартовой системы координат недостаточно?
Часто классический токарный станок имеет только две оси перемещения:
- вперёд/назад
- влево/вправо
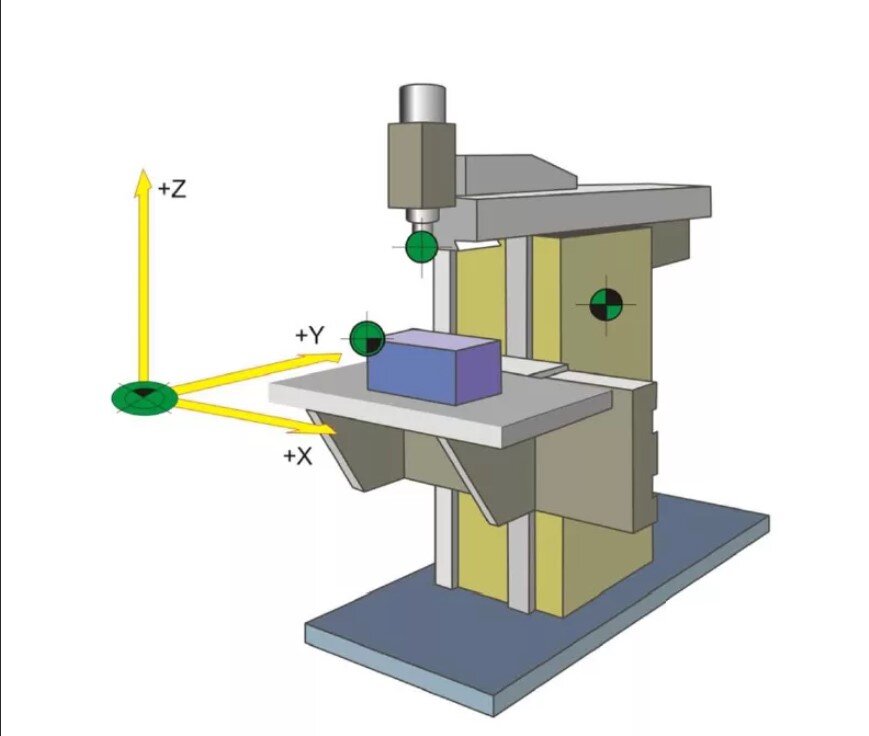
Во фрезерном же станке добавляется перемещение: вверх/вниз.
При этом современные токарные станки с ЧПУ часто оснащаются фрезерным инструментом, которым можно обработать квадрат или шестигранник и появляется необходимость в дополнительных перемещениях. Для таких случаев производители предлагают использовать:
- полярную систему координат
- дополнительную ось перемещения
В полярной системе координат каждая точка на плоскости определяется полярным углом и полярным радиусом. В токарном станке:
- полярный угол — это угол поворота шпинделя относительно инструмента
- полярный радиус — это положение инструмента по оси Х.
Чтобы определить точку в пространстве полярных координат нужно указать радиус и угол отклонения его от горизонтали. ЧПУ часто вычисляет угловое значение поворота шпинделя как более понятную линейную величину и пересчитывать углы необязательно. Однако обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
Дополнительная ось перемещение — очевидно при решении задачи расширения возможностей токарного станка. Она пригодна для любых фрезерных операций и ограничена только небольшим диапазоном перемещения и высокой стоимостью исполнения.
Исходная точка системы координат
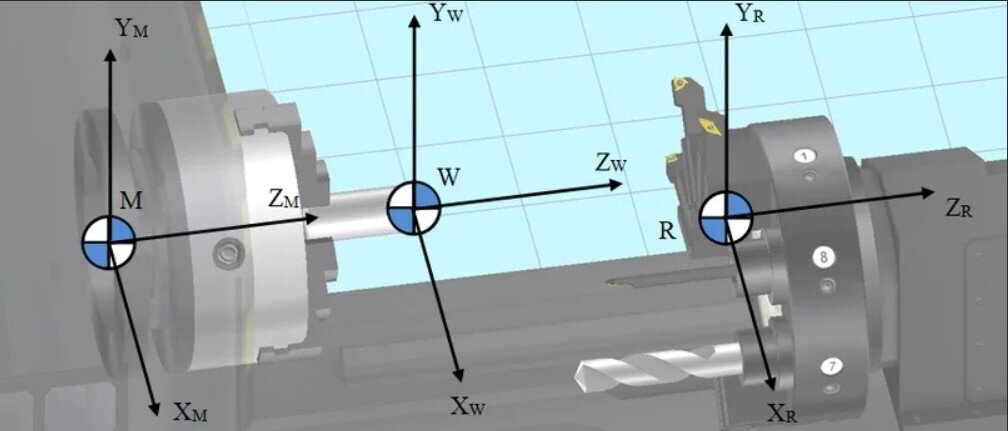
Кроме осей перемещения в системе координат, любой станок с ЧПУ имеет свою собственную внутреннюю исходную точку. Она называется Machine Home или референтная позиция.
Для упрощения написания программ ЧПУ используется система рабочих координат WCS. Она определяет конкретную исходную точку. Перед началом работы управляющей программы станку необходимо указать расположение заготовки относительно его машинной системы координат (MCS). Оператор указывает величину смещения по каждой оси станка, а на современном оборудовании существует автоматическая система измерения заготовки.
В случае автоматической системы, высокоточный датчик устанавливается в шпинделе станка, если станок фрезерный, или в инструментальной револьверной головке токарного станка. Датчик на медленной подаче касается заготовки и передаёт сигнал на ЧПУ, которая заносит в память величину смещения вдоль соответствующей оси. Это позволяет значительно ускорить процесс наладки станка.
При выборе исходной точки системы рабочих координат необходимо учитывать следующее:
- она должна быть найдена механическими средствами с помощью искателя края или зонда
- она должна учитывать требуемые допуски для всех последующих операций
- одинаковые исходные точки экономят время при замене деталей
В случае, когда на станке обрабатывается несколько деталей в одном задании, для каждой детали назначается собственное смещение. Это связывает системы координат станка и деталей в разных местах, что позволяет выполнять несколько настроек одновременно.
Коррекция инструмента
При изготовлении детали обычно используется несколько инструментов. И каждый из них имеет собственные геометрические параметры, которые станок должен учитывать при перемещении. На каждом станке обычно есть таблица корректировки, которая учитывает эти параметры, а измеряют их следующими способами:
- касанием — наименее точный, но простой способ, заключается в касании заготовки инструментом напрямую или через концевые меры
- пресетором — он позволяет точно измерить геометрию инструмента, но для этого инструмент приходится извлекать из станка, а это неудобно
- датчиком измерения — самый удобный способ, так как привязку инструмента можно производить автоматически
Используя инструмент портала Станкотека, вы можете сравнить между собой самое разное металлообрабатывающее оборудование и выбрать для себя оптимальное. Специалисты портала помогут вам в этом.
#stankoteka #станкотека #станки #промышленное оборудование #сервис #маркетплейс #инжиниринг