🙏Приветствую гостей и подписчиков канала Euro Welder - канале о сварке и сварщиках! После недавнего анонсирования бытового безгазового полуавтомата, который я покупал для личных нужд, впрочем как и после публикации других похожих статей, у многих читателей возникали вопросы по части экономии: "Дорого ли сваривать самозащитной проволокой?"
Для того, чтобы наконец закрыть все возникающие вопросы по этой части, я провёл небольшой эксперимент, дающий наглядный ответ. Поехали;)
Предисловие
Перед тестом, следует ещё раз написать одну простую истину: сварку "полуавтоматами" с безгазовой функцией (gasless) можно сравнивать только со сваркой обычными инверторами ручной дуговой сварки покрытыми электродами (MMA). Потому что и первые и вторые не требуют защитного газа для сварки, а защита сварочной ванны от окисляющего воздействия кислорода происходит путём создания газового облака при сгорании обмазки электрода и флюса проволоки.
Самозащитная проволока - это по сути тот же плавящийся электрод вывернутый наизнанку, с флюсом внутри.

Эксперимент
Представим, что перед вами два сварочных инвертора: один - безгазовый полуавтомат, а другой - обычный "дуговик" РДС (MMA). Какой вы выберете под сварку конструкции из профильной трубы? Очевидно, что тот, которым можно выполнить работу легче, практичнее и дешевле. Давайте попробуем обоими по порядку, а выводы сделаем в конце.
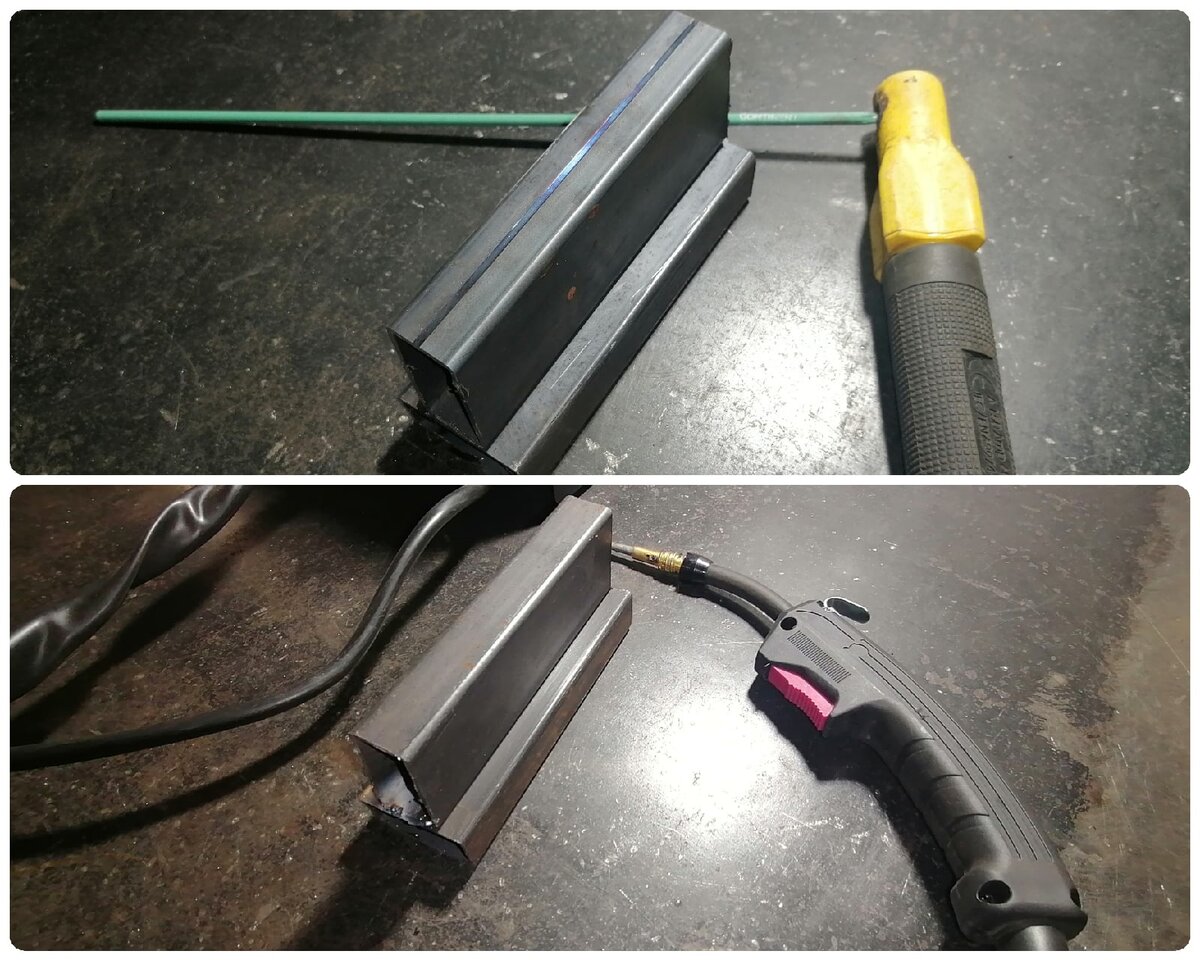
1. Сварка инвертором ММА
Под испытания берём профильную трубу с толщиной стенки 2 мм (длина 150 мм), складываем тавровое соединение под сварку в нижнем положении и "заряжаем" в держатель электрод марки МР-3, с толщиной стержня 3 мм.
Поскольку профильная труба - это тонкостенная конструкция, сварной шов нужно положить максимально меньшей толщины (катета). Пробуем:
Максимально маленький сварной шов, который удалось получить при помощи сварки электродом третьего номера - это сварной шов с толщиной 4 мм или если перевести на катет - 5.6 мм.
Как известно, для того, чтобы не перегреть изделие, а затем долго не "мудохаться" с ним в его исправлении, нужно выбирать катет сварного шва по толщине наименьшей из свариваемых стенок.
У нас обе стенки по 2 мм, соответственно и катет должен был быть сварен 2 миллиметра, но сделать это невозможно и поэтому мы получили превышение катета в 2.5 раза. Любое сваренное изделие таким образом однозначно "поведёт" после остывания. Совершенно не практично.
Стоимость
Теперь посчитаем стоимость сварки такого шва. В расчёт будем брать только стоимость электродов, без учёта стоимости электричества.
Для сварки я использовал обычные белорусские электроды "КОНТИНЕНТ" из своего ближайшего строительного магазина. Стоимость пачки 1 кг - 8 бел. рублей или 234 рос.рублей.
В пачке находится 35 электродов, длиной по 350 мм каждый. Для сварки данного шва, длиной 150 мм я потратил 210 мм электрода.
Учитывая, что нельзя "спалить" все 350 мм электрода и останется огарок примерно 35 мм, можно без труда высчитать, что одним электродом можно сварить 225 мм такого шва (пачкой в 1 кг - 52.5 таких швов). Следовательно, стоимость вышеприведённого шва составила - 4.44 рос.рублей.
2. Сварка безгазовым "полуавтоматом"
Теперь готовим точно такой же по длине и толщине стык из профильных труб, заряжаем в машину самозащитную проволоку, катушкой в 1 кг и диаметром 0.8 мм.
Для того, чтобы отследить сколько витков проволоки уйдёт, я поставил камеру и записал видео.
Производим сварку:
Результат сварки налицо - мы получили необходимый катет в 2 мм и не перегрели металл. Шов получился ровно такой, какой нам и был нужен.
Теперь посчитаем его стоимость.
Посмотрев записанное видео, я отметил, что на сварку ушло 9.5 витков самозащитной проволоки и "выдавил" точно такое же количество из горелки в холостую.
Полученную проволоку уложил на весы:
Девять с половиной витков лёгенькой самозащитной проволоки, потраченной на сварку, завесили всего 4 грамма.
Стоимость килограммовой катушки этой проволоки в том же самом местном магазине - 26 белорусских или 760 российских рублей.
Следовательно, одной килограммовой катушкой самозащитной проволоки мы может сварить 250 таких швов, а стоимость сварки одного сварного шва составила - 3.04 рос.рубля.
Выгода и практичность сваривания самозащитной проволокой тонкостенных изделий очевидна, а если учесть, что мы брали магазинные цены, а не смотрели на "алике", где цена за 1 кг GS-проволоки со всеми купонами и скидками может составлять до 500 рублей, то никакие дополнительные выводы здесь более не требуются. С Уважением E.W.