В этой статье мы разберем рекомендации, разработанные с учетом общих требований, предъявляемых при работе с декоративными бумажно-слоистыми пластиками (ДБСП), полученными с применением термореактивных смол. Декоративный пластик HPL (High Pressure Laminate), выпускаемый на нашем предприятии и производится из стандартизованного сырья, закупаемого только у проверенных поставщиков с многолетним опытом работы. Несоблюдение указанных рекомендаций может привести к возникновению дефектов.
(про транспортировку и хранение мы уже рассказывали ранее здесь)
Сегодня мы поговорим механическую обработку HPL пластика.
Нарезка пластика
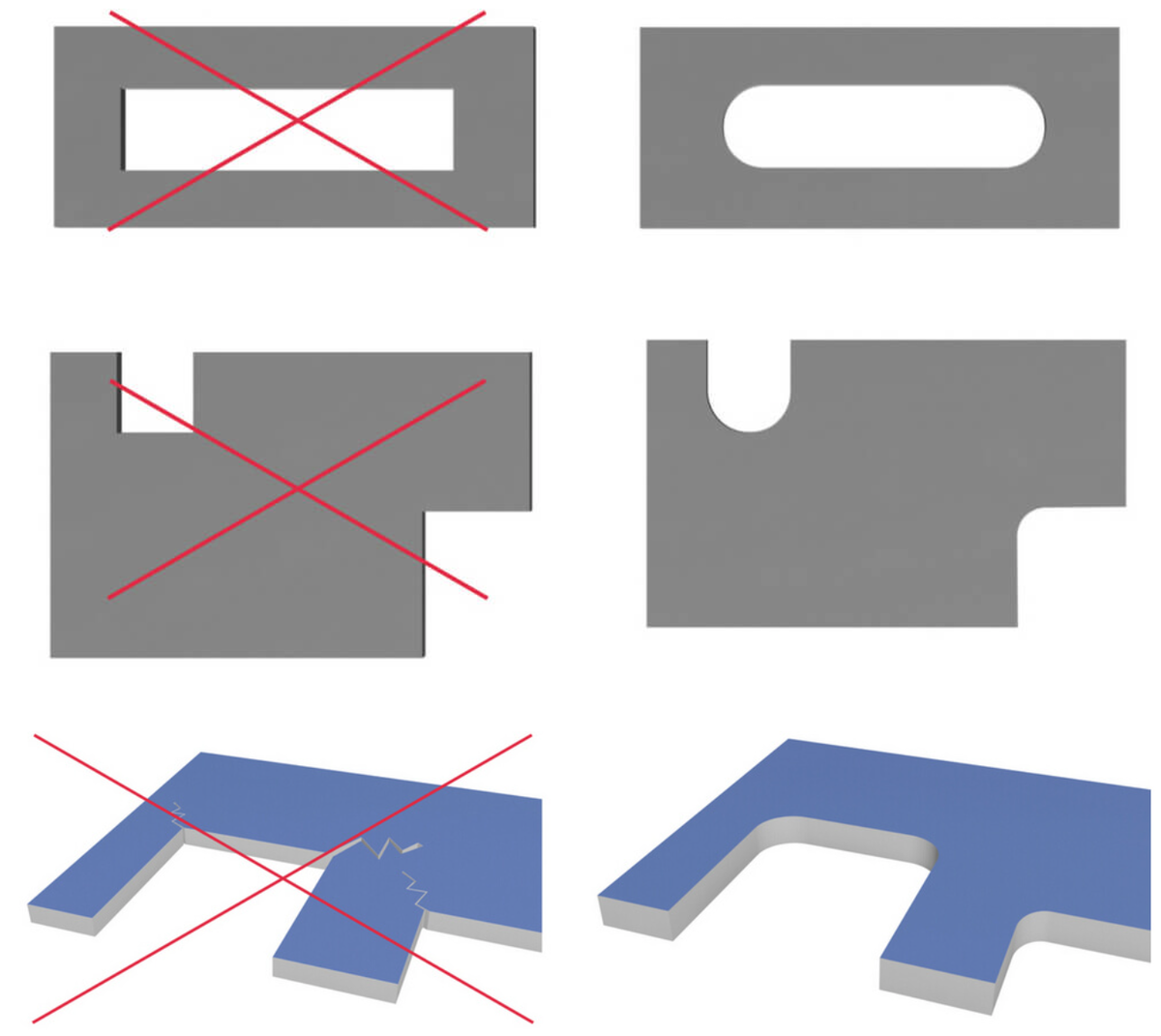
Для нарезки и сверления рекомендуется использовать режущий инструмент с твердосплавными наконечниками. С целью предотвращения образования зазубрин и сколов, резка пластиков производится так, чтобы фреза направлялась со стороны декоративного слоя. Стальная фреза должна иметь диаметр от 25 до 45 см для прямого раскроя и от 12 до 16 см для раскроя по кривой. Скорость резки должна быть от 25 до 40 м/мин. В случае, если обе поверхности листа декорированы, избежать сколов на нижней стороне можно изменяя угол касания лезвия. Для предотвращения образования трещин все внутренние углы пазов закругляются. Это выполняется высверливанием округлений внутренних углов пазов перед собственно нарезкой.
Обрезка стационарной циркулярной пилой
Для получения хороших результатов важны следующие условия:
- точная направляющая;
- достаточное давление, оказываемое на лист — (помещенный декоративной стороной вверх) в точке разреза, с помощью прижимного инструмента или лучше, прижимных барабанов, высота которых может регулироваться;
- правильная проекция лезвия.
Если нет необходимости в соблюдении точных форм, можно резать сразу две панели, сложенные лицевой стороной друг к другу. Проекция зубцов на поверхность панели должна быть отрегулирована до соответствия форме зубцов и диаметру лезвия. Необходимо заметить, что в этом случае обратная сторона листа (декоративная сторона направлена вниз) может трескаться. Стальные лезвия высокоскоростных циркулярных пил не должны подвергаться вибрации, для чего шаг должен быть менее 10 мм, скорость резки от 20 до 50 м/с, в зависимости от зубцов, максимальная скорость подачи З0 м/мин.
Лезвия циркулярных пил с наклоненными зубцами служат намного дольше, однако ими надо пользоваться осторожно, так как они очень чувствительны к ударам и контакту с металлическими поверхностями. Необходимо соблюдать следующие условия: шаг от 10 до 15 мм; скорость резки от 70 до 100 м/с, скорость подачи от 15 до З0 м/мин.
В большинстве случаев лезвия толщиной менее 2 мм имеют недостаточную жесткость, вибрируют и при обрезке оставляют зазубренные края.
Обрезка ленточной пилой
Ленточная пила может использоваться только для обрезки ламинатов, обычно при необходимости создания листа сложной формы. Для достижения хороших результатов используются лезвия с тонкими зубцами, как для легких металлов.
Сверление отверстий
Рекомендуется просверливать отверстия под крепежные винты диаметром большим на 0,5 мм, чем диаметр винта или самореза, чтобы обеспечить возможность движения пластика при естественном изменении его размеров из-за температурно-влажностных условий окружающей среды. Винт не должен касаться краев отверстия, и со всех сторон должны быть зазоры. В любом случае, во избежание излишнего затягивания винтов, следует использовать пластиковые или резиновые прокладки.
Во избежание образования сколов в листе пластика отверстия высверливаются заранее на горизонтальной поверхности с декоративной стороны пластика с опорой на твердое основание из дерева или ДСП.
Наиболее подходящими сверлами для пластика являются винтовые сверла с углом заточки 60° и 80° (для сверления металла обычно используются сверла с углом заточки 120°) и острым винтовым углом (высокоскоростной угол) с широким промежутком для сверления (широкая нарезка). Рекомендуемый угол наклона составляет 7°, угол касания 8°.
Отверстия диаметром до 15 мм могут быть получены с помощью винтового сверла. Для получения отверстий диаметром от 15 до 40 мм используются расширяющие сверла с одним или более лезвиями и направляющей; для еще больших диаметров используются регулярные лезвия с направляющей.
Скорость проникновения сверла никогда не должна превышаться настолько, что приводило бы к нагреву декоративной поверхности, которая в этом случае может быть повреждена.
Использование твердой древесной основы предотвращает обламывание краев материала, в месте выхода сверла. В массовом производстве лучшие результаты могут быть получены при использовании шаблонов с муфтами для жесткого закрепления части, которую необходимо сверлить.
#работа с hpl #lemark #рекомендации по монтажу #строительный материал #для строителей