Данное руководство по проектированию применимо как к горячекатаным, так и к холоднокатаным стальным полым профилям, а
также к полым профилям с холодной деформацией, освобожденным от напряжений. Многие положения данного Руководства по проектированию также применимы
к изготовленным коробчатым секциям. Для применения процедур проектирования в этом Руководстве по проектированию
изготовленные полые секции должны соответствовать применимым национальным (или региональным)
производственная спецификация для конструкционных полых профилей. Номинальный указанный предел текучести полых профилей не должен превышать 460 Н/мм2 (МПа). Этот номинальный предел текучести относится к
готовому трубчатому изделию и не должен превышать 0,8fu.
Сопротивления соединения, приведенные в этом руководстве по проектированию, предназначены для полых профилей с номинальным
пределом текучести до 355 Н/мм2
(МПа). Для номинальных пределов текучести, превышающих это значение,
сопротивления соединений, приведенные в данном руководстве по проектированию, должны быть умножены на 0,9. Это положение учитывает
относительно большие деформации, которые происходят в соединениях с номинальным пределом текучести приблизительно
От 450 до 460 Н/мм2
(МПа), когда происходит пластификация соединительной поверхности RHS. (Следовательно, если действуют другие режимы
отказа, он может быть консервативным). Кроме того, для любой формулы “расчетный
предел текучести”, используемый для расчетов, не должен превышать 0,8 от номинальной предельной прочности на
растяжение. Это положение обеспечивает достаточную пластичность соединения в тех случаях, когда пробивка срезается
или разрушение из-за локальной податливости стяжки, так как формулы прочности для этих режимов разрушения основаны
на пределе текучести. Для стальных полых профилей S460 в Европе коэффициент уменьшения 0,9 в
сочетании с ограничением fy до 0,8fu приводит к общему снижению сопротивления соединения примерно на
15%, по сравнению с прямым использованием предела текучести 460 Н/мм2
(MPA) (Лю и Варденье, 2004).
Некоторые коды, например Еврокод 3 (CEN, 2005b), содержат дополнительные правила использования стали S690. Эти
правила предписывают глобальный анализ упругости для конструкций с соединениями частичной прочности. Кроме того, вместо
коэффициента 0,9, который используется для S460, необходимо использовать коэффициент уменьшения 0,8 для уравнений совместной емкости
Различия в ударной вязкости зазубрин для RHS, изготовленных на международном уровне, могут быть экстремальными
(Костески и др., 2005), но это свойство не должно иметь значения для статически нагруженных конструкций
(что является предметом данного руководства по проектированию). Однако применение в арктических условиях или других
для применения в экстремальных условиях могут предъявляться особые требования к ударной вязкости (Бьорк
и др., 2003). В целом, при выборе качества стали необходимо учитывать свариваемость, прочность
, толщину, условия окружающей среды, скорость нагружения, степень холодной штамповки и последствия
отказа (IIW, 2009).
Горячее цинкование труб или сварных деталей трубчатых конструкций обеспечивает частичное, но внезапное
снятие напряжения с элемента или изготовленной детали. Кроме того, это может привести к деформации элемента,
что необходимо учитывать и компенсировать перед оцинковкой, трещины в углах элементов RHS
возможны, если полый профиль имеет очень высокие остаточные деформации из-за холодной штамповки и
особенно если сталь закалена Si. Такие угловые трещины предотвращаются производителями за счет исключения
узких радиусов углов (низкие значения радиуса по толщине) и обеспечения полного разрушения стали.
При сварке в угловых областях RHS следует соблюдать осторожность, если имеются узкие угловые
радиусы или сталь не полностью обработана. Где условия угла RHS с холодной формовкой считаются
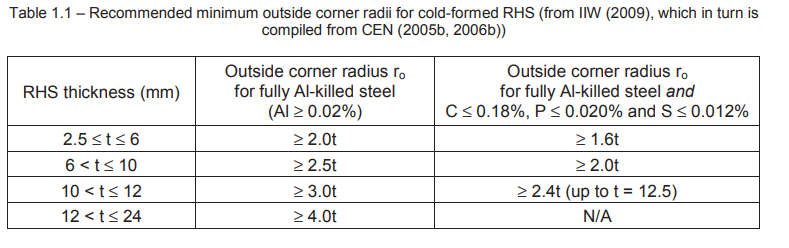
потенциальная проблема при цинковании или сварке рекомендуется значительная предварительная термическая обработка. Стол
1.1 приведены рекомендуемые минимальные внешние радиусы для углов RHS холодной штамповки, которые создают идеальные
условия для сварки или горячего цинкования.