Стандарты доставки в разных странах значительно различаются в отношении допусков по толщине и
массе (Packer, 2007). В большинстве стран, помимо допуска по толщине, указывается допуск по массе,
который ограничивает крайние отклонения. Однако в некоторых производственных стандартах допуск
по толщине не компенсируется допуском по массе – см. ASTM A500 (ASTM, 2007b).
Это привело к соответствующим проектным спецификациям, которые учитывают это, определяя
“проектную толщину стенки” в 0,93 раза больше номинальной толщины t (AISC, 2005), а в Канаде даже
расчетная толщина стенки 0,90т используется для полых профилей ASTM A500. Тем не менее, ASTM A501
(ASTM, 2007c) для горячеформованных полых профилей увеличил допуск по массе до -3,5% без
допуска по толщине, что привело к небольшим отклонениям минус от номинальной толщины.
Канадский стандарт на холодноформованные изделия CAN/CSA G40.20/G40.21 (CSA,2004) имеет допуск по толщине -5%
во всем диапазоне толщин и допуск по массе -3,5%.
В Австралии AS 1163 (Стандарты Австралии, 1991) дает допуск по толщине +/- 10% и более
низкий допуск по массе -4%.
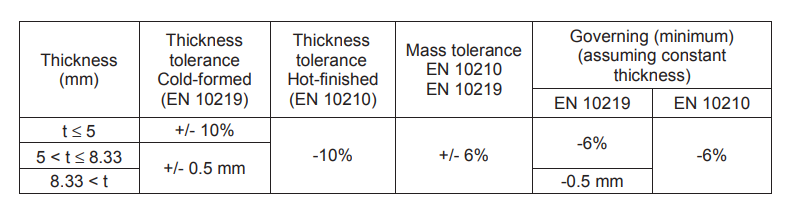
В Европе, где при проектировании используются номинальные толщины, см. EN 1993-1-1 (CEN, 2005a),
допуски по толщине (частично) компенсируются допуском по массе. Например, в таблице 1.4
показаны допуски для полых профилей с горячей обработкой в соответствии с EN 10210 (CEN, 2006a) и для
полых профилей с холодной обработкой в соответствии с EN 10219 (CEN, 2006b). Эти допуски по толщине влияют не только на пропускную способность секций, но и на пропускную способность
соединения. Учитывая, что критерии совместной емкости являются функцией ta
с 1≤α≤2, большая
допуск (как, например, в соответствии с ASTM A500) может оказать значительное влияние на
производительность соединения. Таким образом, в этих случаях может потребоваться учитывать меньшую расчетную толщину или дополнительный коэффициент M
, например, как это используется в США.
В случаях, когда допуск по толщине ограничен допуском по массе, фактические пределы определяют
, можно ли использовать номинальную толщину в качестве расчетной толщины. Кроме того, если эти
допуски аналогичны или меньше, чем для других сопоставимых стальных профилей,
можно использовать ту же процедуру.
В Австралии и Канаде (для CSA) допуски по толщине и массе таковы, что номинальную
толщину можно принять за расчетную толщину. То же самое относится и к горячеформованным полым
профилям в соответствии с ASTM A501.
Допуски в Европе, особенно для более низких толщин, могут повлиять на
производительность соединения. С другой стороны, соединения с меньшей толщиной, как правило, имеют большее среднее значение предела
текучести и относительно большие сварные швы, что приводит к увеличению производительности для образцов небольших размеров,
что (частично) компенсирует эффект отрицательного допуска по толщине (см. Рисунок 1.4 Руководства
по проектированию CIDECT № 1 (Wardenier et al., 2008)