Ну вот и пришло время для первой статьи, где я постараюсь объяснить, что такое "Литье по выплавляемым моделям" и как вообще получаются изделия которые вы видите на прилавках ювелирных магазинов
Во первых ответ лежит в самом названии "Литье по выплавляемым моделям". Это значит что у нас есть модель и эту модель откуда-то выплавили
Начнем с того, что нам нужна сама модель, это может быть что угодно, кольцо, замок серьги, звено цепи или какая то механическая деталь - например шестеренка. Есть очень много способов как сделать модель, разберем три самых основных
- Вырезать из специального модельного воска. В этом случае вы как скульптор берете кусочек воска и режете его разными инструментами, прямо как настоящий скульптор, отсекая все лишнее и наплавляя шпателем воск - если отсекли слишком много лишнего. То что получится в итоге и будет этой самой моделью (например кольцо)
- Смоделировать в специальной программе и напечатать на 3D принтере. Технологий достаточно много, материаллов тоже, но как правило все эти материалы стремятся сделать похожими на воск. В идеале они должны частично выплавляться и только потом начинать выгорать (особенности разных полимеров я буду разбирать подробно в отдельных статьях)
- У вас есть резиновая прессформа, специальный восковой инжектор и вы впрыскиваете воск в резиновую форму, а после застывания достаете. Таким образом получаете слепок из воска (как правило сразу с литником) Этот способ используют когда тиражируют изделия
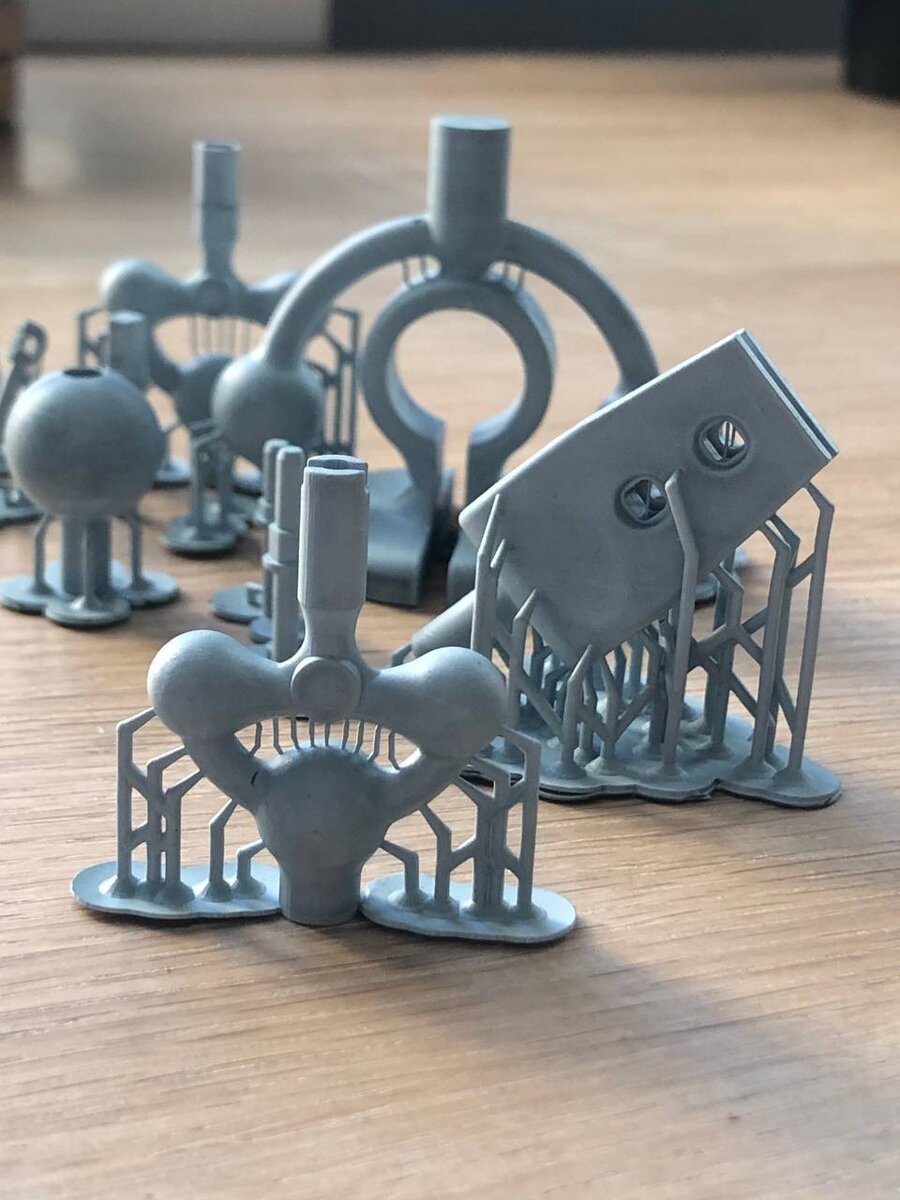
Вот у нас с вами есть физическая модель, какого то изделия, неважно какого, но вот именно это мы хотим получить например в латуни. В качестве примера возьмем модель ключика с фотографии
Следующий шаг - формовка. Для того чтобы модель выплавить откуда то, надо ее сначала куда то поместить, в то из чего мы ее выплавим (для чего вы поймете позже).
Для того чтобы заформовать и отлить модель нам нужно.
- Модель, воск в виде стержней для литников, шпатель для подпайки литников
- Формомасса. (специальный гипс с добавлением кристобалита)
- Опока (металический стакан удерживающий гипсовую форму)
- Резиновый башмак (то что удерживает модель и опоку во время формовки и формирует отверстие через которое мы зальем металл)
- Весы, емкость для смешивания, палочка для смешивания, вода
- При наличии - вакуумная камера (если нет камеры кисточка с жестким ворсом)
- Муфельная печь с возможностью выставить программу со ступенями. (если нет программатора, можно ставить в ручную полки, но это потребует от вас больше внимания)
- Газовая горелка. Можно бытовую с газовым балоном
- Бура (тетраборат натрия. В интернете полно мест где можно купить), металл (например латунь)
- Половинка картофелины
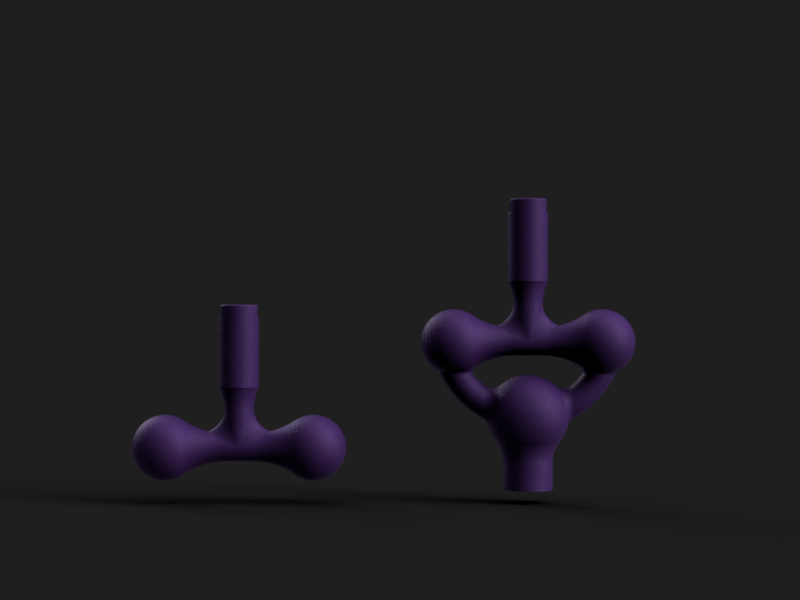
Для начала нам необходимо приделать литник к модели, это обязательно, так как именно по литниковому каналу металл будет затекать в форму. Сейчас моет быть не очень понятно как это работает, но как только мы дойдем до конца, все встанет на свои места. Литник это как одна или несколько восковых деталей которые формируют литниковые каналы. Вы можете их сделать вручную из воска, но я например выращиваю их сразу вместе с моделью, мне так удобней.
Если у вас модель вырезанна, ваша задача подсоединить литник к самому толстому участку модели. Для чего, будем разбираться сильно позе когда изучим литье подробно
Итак, мы установили литники. Дальше, модель надо взвесить! Для чего? все просто - чтобы рассчитать сколько металла потребуется на ее отливку. Сейчас просто взвешиваем модель с литником и записываем где-то полученное значение в граммах - оно нам пригодится позже. Можно сразу отвесить нужное количество металла. Для этого принимаем плотность модели за 1 г/куб.см, выбираем металл из которого льем и умножаем его плотность на плотность модели. К полученному числу добавляем еще 5-10 граммов. Таким образом выясняем сколько металла нам потребуется
Пример:
Вес модели с литником - 1.2 грамма
Плотность модели - 1 г/см3
Плотность латуни - 8,73 г/см3
Необходимо металла - (1.2 * 1 * 8.73) + 10 = 20.476
Итого с запасом - 20,5 грамм
Теперь - самое ответсвенное! Формовка
Все начинается с установки в башмак вашей модели. Башмак сделан из мягкого силикона и отверстие в которое вставляется литник легко принимает его форму. Конечно башмаки бывают разные и из очень плотной резины, но я делаю их мягкими и поддатливыми. В первую очередь он необходим для фиксации модели в опоке и для формирования заливного отверстия (куда будет заливаться расплавленный металл перед тем как попадет внутрь формы)
Когда модель установили в башмак, сверху необходимо установить опоку. Как я и говорил раньше, башмак центрирует модель в опоке и жестко фиксирует ее
Теперь нам надо замешать формомассу. Что это такое? Это специальный состав, состоящий из кристобалита (модификация кварца очень тонкого помола), гипса и нескольких сопутствующих компонентов. Очень похожа на гипс по консистенции. Необходимо отмерить по весу необходимое количество формомассы и воды. Обычно я использую пропорцию 100:40. На 100 частей формомассы, 40 частей воды. Для удобства отмерьте их в разных емкостях.
Следом необходимо их смешать и провакуумировать (при возможности). Сразу заострю внимание на вакууме. Вакуум нужен с одной единственной и самой важной целью - убрать пузырьки воздуха после замешивания массы и после заливки опоки. Пузырьки воздуха - гарантия того что на изделии появятся корольки металла (небольшие наросты в форме пузырьков) которые потом придется удалять и появляются они как правило в самых неудобных местах. А значит наша задача - избавиться от этих пузырьков
Итак, выливаете воду в массу и начинаете мешать. Смешиваете около двух минут. Очень удобно для этих целей использовать таймер. Ваша задача максимально хорошо промешать массу, так чтобы не было комочков и непромешанных участков на дне или стенках. Должна получиться консистенция холодного кефира или ряженки. Если есть вакуум - вакуумируете в течении минуты, бурлить будет знатно, зато потом ни пузырька не останется. Если вакуума нет, переходим к следующему пункту
Предположим вакуума у вас нет. В таком случае надо снять опоку с башмака, взять кисточку с жестким ворсом и быстро с ее помощью нанести слой формомассы на изделие, пробивая ее во все поднутрения и труднооступные места. Намажте толстый слой и делайте это быстро по тому что схватывается она в несколько минут. Следом одеваете опоку на башмак и доливаете оставшуюся массу в опоку. Несколько раз слегка постучите по столу опокой и башмаком, чтобы пузырьки, если они есть (а они есть) оторвались и поднялись на поверхность. Конечно такой способ не гарантирует идеальную отливку но за неимением вакуума, ощутимо решает проблему пузырьков
Если же вакуум есть - просто заливаете формомассу в опоку, ставите в вакуумную камеру и еще минутку высасываете воздух. В этом случае я обычно не доливаю около сантиметра до верха опоки, вакуумирую а потом доливаю недостающий слой массы. Либо заливаете под края а вокруг бумажным скотчем делаете бортики. Это нужно чтобы масса не выплескивалась пока бурлит в вакууме
На фото выше показано что должно получиться в итоге. Модель залитая формомассой внутри металлического стакана
Ждем полчасика пока схватится, снимаем башмак, срезаем с дна опоки лишнюю формомассу если она натекла при заливке, и протираем всю опоку влажной тряпкой или салфеткой. Я сразу учу делать чисто, с чистыми опоками приятно работать, оборудование прослужит подольше, ив некоторых случаях дно опоки должно быть гладким без наплывов, в некоторых ситуациях это определяет результат. В среднем формомасса схватывается около 2 часов. Я использую особую, для фотополимеров, она более твердая в итоге и ее приходится держать около 4 часов.
Теперь пришло время вытопки. В этот момент мы вытапливаем и выжигаем нашу модель из формы. На этом этапе наша форма становится газопроницаемой и из нее полностью выжигается модель оставляя за собой слепок в формомассе, который в дальнейшем мы заполним металлом.
Чтобы выжечь модель нужно поставить ее в муфельную печь вверх ногами, тоесть заливным отверстием вниз, на небольшие подставки. Можно использовать стальные гайки, шайбы, кусочки керамических пластинок..что будет под рукой. Ставите опоку в печь, включаете и задаете программу нагрева. Для чего это нужно? Для того чтобы нагревать опоку постепенно и давать модели постепенно выгорать из формы. Приведу пример одной из своих программ, она расчитана на небольшую загрузку муфеля, маленькие опоки и литьевой фотополимер (это значит что и воск на ней нормально выгорит). Конечно есть и экспресс программы, короче в двое, шоковые и т.д. очень многое зависит от материаллов, размеров опоки, формомассы и немного привычки. Я не спешу и за ночь выжигаю на медленной программе.
Итак. Ступени программы
1 ступень. 120 градусов. Надо нагреть камеру печи в течении одного часа до температуры 120 градусов и выдержать в течении 3 часов на этой температуре. На этой ступени из формомассы выходят остатки воды и опока окончательно высыхает
2 ступень. 320 градусов. Нагрев камеры в течении одного часа до температуры 320 градусов и выдержка на ней в течении 3 часов. На этом этапе воск и полимер начинают выгорать, образуя много газов и продуктов разложения. Здесь очень важна вентиляция, так как дым будет валить из печи основательный. У меня над печью стоит мощная вытяжка которую я не выключаю до самого конца всего процесса
3 ступень. 670 градусов. нагрев в течении 1 часа до температуры 170 и выдержка на этой полке в течении 3 часов. На этом этапе окончательно догорают остатки модели а форма приобретает газопроницаемость. Газопроницаемость нужна нам для того чтобы при заливке металла, воздух который находится внутри формы выходил через формомассу а не через какие то дополнительные отверстия (как это делают при литье в песок)
4 ступень. температура литья (550-620 градусов). Опустить температуру до температуры заливки металла, той температуры которая должна быть у опоки на этапе заливки металла (как правило я ставлю +20 градусов на остывание). Опускаем температуру в течении часа и выдерживаем опоку на этой температуре в течении еще одного часа.
Я настоятельно не рекомендую открывать дверь печи в процессе, как бы любопытно не было, так как газы воска и полимера любят самовоспламеняться в присутсвии кислорода из воздуха, не страшно конечно, но зачем провоцировать пожар. Когда дверь закрыта, разожение происходит без участия кислорода, соответсвенно без физического горения с пламенем
После этого этапа в опоку можно заливать металл
Если вы устали и хотите залить в другой раз опоку, можете оставить печь остывать с опокой вместе. С ней ничего не будет если она остынет, просто в следующий раз необходимо будет ее нагреть до температуры литья. И все ) так китайцы делают свои одноразовые опоки которые были популярны много лет назад)
Что дальше? Плавка и заливка металла. Я объясню самый простой и бытовой пример, который каждый может повторить располагая бытовой газовой горелкой с балоном и куском картофеля.
Итак. Быстро и по шагам. Важно все эти действия делать четко и бездолгих задержек и размышлений. Это самый отвественный участок!Если не удасться залить, все придется повторять от моделирования.
- Достаем опоку из печи и переворачиваем ее заливным отверстием вверх. Ставим на кирпич, огнеупорную плиту. Любую поверхность которая не горит и отражает тепло
- Кладем в опоку металл. Зажигаем горелку и начинаем греть
- Ждем когда расплавится металл и иногда прогреваем опоку. Металл не протечет сам в опоку из за поверхностного натяжения, он будет висеть над заливным отверстием
- Добавляем маленькую щепотку буры. Это нужно чтобы убрать окислы с поверхности металла
- Греем до момента пока металл не разогреется до температуры литья. При таком способе, проще всего определить температуру по окислам бегающим по поверхности и легкому тонкому налету на поверхности расплава
- Другой рукой берем картошку. Как только металл нагрет до нужной температуры. Убираете горелку и быстро зажимаете опоку картофелиной. Держите и давите
Что происходит в момент зажимания картошкой? Влага в картофелине начинает испарятся и создавать давление. Это давление давит на поверхность жидкого металла, а он в свою очередь не видя препятствий под собой, начинает затекать в опоку, а так как опока газопроницаема, воздух свободно выходит из дна опоки не мешая затеканию металла
Через несколько секунд убираете картошку, наслаждаетесь запахом и ждете минут 5 пока опока остынет. Все конечно зависит от размера но для опок до 50 мм в диаметре я не жду больше 5 минут. Через пять минут бросаете опоку в холодную воду, формомасса начинает разрушаться и размываться. Даете ей остыть и можно доставать отливку, отчистить остатки формомассы, пара минут и вот у вас в руках лежит ваша первая отливка. (надеюсь все получилось и в руках отливка а не кусочек раплавленного металла)
На факт что получится хорошо с первого раза! По этому для обучения я советую даже купить готовые восковки для тренировок (посмотрите предложения в интернете) либо спросите у меня, вместе с опоками я могу приложить несколько восковок для тренировок. Обучение литью кропотливая работа, часто исследовательская. Со временем вы будете читать справочники, разбираться с дефектами, будете искать ответы и технологии. Я тоже еще учусь, и еще очень многое предстоит узнать и попробовать, чем мы и будем заниматься с вами вместе ))
Дальше я буду раскрывать подробности, писать про особенности разных видов литья и материалов. Но надеюсь теперь вам будет понятно почему оно именно "по выплавляемым моделям" (или выжигаемым если это полимеры), ну и чуть приоткрыло тайну того, как ювелир отливал ваше колечки или сережки.
Конечно в промышленности все совсем не так и на заводах никто не отливает картошкой, но принципы везде едины и их не так много и более того, почти все мы сможем с вами рассмотреть и даже попробовать.
В промышленности тоже используется давление, только создается оно средой инертного газа, а не картофеля. И опоки там размером по 200-300 мм в длинну.
Надеюсь было интересно и познавательно
И если вас заинтересовало то о чем мы написали, добро пожаловать в Telegram, в канал нашей Лабы - https://t.me/+MqnSrc7RMX81OTFi
Отзывы, пожелания и вопросы по опокам можно написать сюда - https://t.me/Lab22_info, наш манагер-бот прочитает и ответит
Мы с друзьями делаем опоки, занимаемся литьем, любимым делом - ювелиркой, учимся сами и делимся с вами, по мере возможности тем, что создаем для себя и друзей