В прошлый раз мы с вами планировали сегодня начать изучать непосредственно программирование, т.е. процесс написания УП.
Но по аналогии с автомобилем, прежде чем на нём поехать, наш авто нужно проверить, заправить, открыть дверцу, сесть в него, пристегнуться, завести, убедиться в безопасности маневра ... В общем, я думаю, что Вы меня поняли: прежде чем нам составлять УП на станке, этот самый станок необходимо подготовить, или Наладить.
В технологической наладке станка с ЧПУ можно выделить следующие основные этапы:
- выход в фиксированное положение (нуль станка);
- установка приспособления и инструментов;
- размерная настройка;
- ввод управляющей программы;
- пробная обработка;
- оценка программы и ее корректировка (для новой УП)
Как вы можете видеть - ввод управляющей программы - далеко не на первом месте.
Выход в фиксированное положение
Фиксированное положение (ФП) является реперной точкой измерительной системы и определяется специальными устройствами (путевые упоры, ко нечные выключатели, датчики положения и др.), которые жестко закреплены на направляющих станка. Как правило, датчики ФП устанавливают на пределе хода по каждой координате.
Нуль станка соответствует началу координатной системы станка.
Для некоторых станков ФП и нуль станка совпадают, что является причиной смешивания этих понятий во многих руководствах. Однако, в общем случае ФП и нуль станка отличаются друг от друга и должны рассматриваться отдельно.
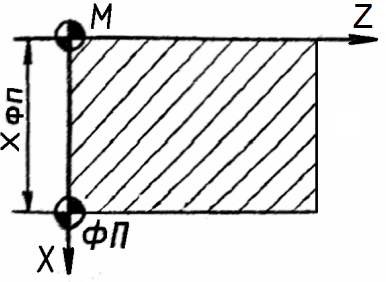
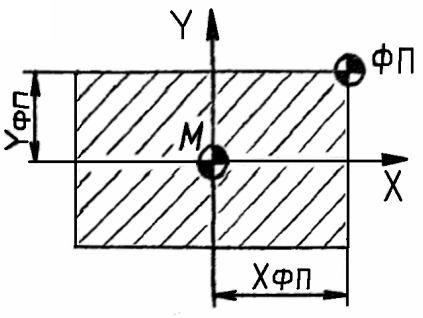
Например, для токарных станков (рис. 1) нуль станка М совмещают с осью вращения шпинделя (ось Z), а ФП располагают на пределе хода по координате X. Для фрезерных станков (рис. 2) может оказаться удобным принять нуль станка М в центральном положении стола, которое не совпадает с ФП по двум координатам X и Y.
После включения станка и УЧПУ наладчик должен вывести рабочие органы в ФП по каждой координате. Это необходимо для привязки станочной системы координат к измерительной системе станка. Команду выхода в ФП задают в ручном режиме путем нажатия специальных кнопок на пульте управления (рис. 3) поочередно.
Обычно для каждой координаты предусмотрена своя кнопка выхода в ФП. В некоторых моделях УЧПУ для выхода в ФП нужно задать не только координату, но и направление движения ("+" или "-") (рис. 4).
Успешный вывод станка в ФП индицируется на экране пульта управления соответствующей информацией (рис. 5).
Друзья, если у Вас на экране отображается такая же информация - можете поздравить себя! Вы молодцы!