
В комментариях под несколькими предыдущими статьями о сварке в период Великой Отечественной войны, многие читатели выражали желание ознакомиться с оборудованием, которым производилась сварка и резка в тот период, поэтому эта статья будет полностью посвящена этой теме.
За основу было взято сварочное оборудование танкостроительных и танкоремонтных заводов, а также подвижное и переносное оборудование фронтовых ремонтников.
Сварочное оборудование танкостроительных и танкоремонтных заводов (1941-1945)
Помимо всем хорошо известной автоматической сварки под слоем флюса академика Патона, сварка броневой стали производилась в большем проценте вручную с помощью различных покрытых электродов: ферритных, аустенитных и основных. Источниками служило различное сварочное оборудование:
Мотор-генераторы (умформеры) постоянного тока
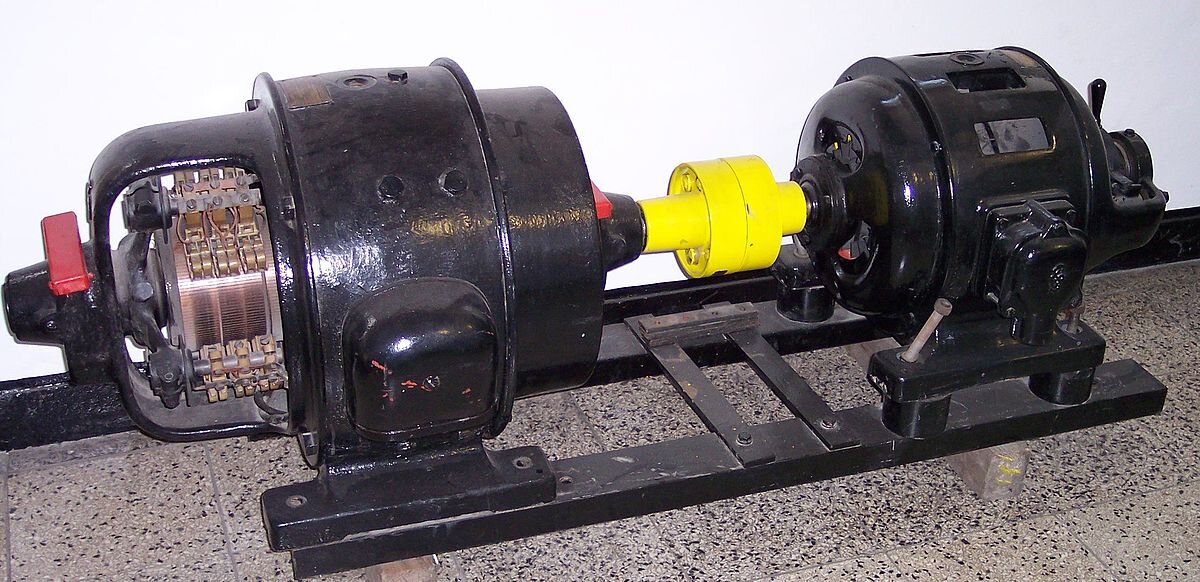
Мотор-генератор или умформер - это своеобразный конвертер, использующий кинетическую энергию вращения для одновременного возбуждения электродвижущей силы.
В первый год их применения (в 1939 г.) парк сварочных машин постоянного тока был достаточным для выполнения сварочных работ, но уже в 1942 году, по причине резкого увеличения их объема, стал ощущаться их недостаток.
Сварочные умформеры требовали квалифицированного обслуживания. Ввиду тяжёлых условий работы и наличия вращающихся деталей они требовали частого профилактического ремонта.
Ртутные выпрямители
Поскольку выпрямление и регулирование тока с помощью умформеров было не слишком эффективным и дорогим, на их замену стали ртутные выпрямители, ранние модели которых имели мощность 10 кВт при напряжении выпрямленного тока 3,5 кВ и по своей сути являлись химическими источниками тока.
Принцип работы: в колбе из стекла или металла, из которой выкачан воздух, находятся анод, жидкая ртуть в качестве катода и "отросток" с электродом-зажигателем.
Когда между зажигателем и катодом возникала разность потенциалов - образовывалась сварочная дуга.
Типовые сварочные трансформаторы и балластные реостаты
Довольно простой, многим знакомый и сегодня сварочный источник переменного тока, регулирование которого осуществляется с помощью разведения и сведения подвижной обмотки.
Сварочные трансформаторы в 4-5 раз дешевле, а расход электроэнергии на килограмм расплавленных электродов на 2,5 – 4 кВт•час меньше по сравнению с мотор-генераторами.
Производство умформеров было возможно только на специализированном предприятии, тогда как изготовление сварочных трансформаторов могло быть организовано на любом заводе.
Постепенно, в связи с возрастанием объёмов сварочного производства, на заводах началась установка больших и мощных многопостовых сварочных трансформаторов на 40 и 100 возможных точек подключения. Каждая из точек оснащалась балластным реостатом для создания падающей вольт-амперной характеристики и регулирования сварочного тока.
Электрододержатели и светофильтры
Главный инструмент сварщика - электродные держатели были большей частью вилочного типа, чуть реже встречались зажимные и пружинные. Примечательно, что в то время помимо сварочных щитков уже были и маски.
Обратите внимание на кадры, которые выделены из старого архивного видео, где запечатлена работа по свариванию танков бригады Гржибовской на Уралмашзаводе в 1942 году.
Девушки-сварщицы удерживают вилочные держатели из арматуры через самодельные ручки. Сварочное оборудование работало беспрерывно и держатели сильно нагревались, поэтому приходилось прибегать к таким хитростям:
Мобильное сварочное и режущее оборудование, используемое на фронте (1941-1945)
Каждый танковый батальон РККА имел в своём составе ремонтно-восстановительную роту, состоящую из различных мастеров-ремонтников. В составе каждого взвода или бригада была так называемая "летучка" - мастерская на шасси грузового автомобиля.
На борту каждой такой летучки находилось сварочное оборудование, а в частности аппарат газовой ацетиленовой сварки, с которой все хорошо знакомы и сегодня, а также малоизвестный бензосвар-бензорез.
Бензосвар-бензорез:
Резку и сварку бензоло-кислородным пламенем, как и сам бензосвар-бензорез изобрели в 1920-х годах в Германии. Принцип почти такой же, как и в стандартном, привычном нам сегодня, резаке. Однако вместо пропан-бутановой смеси в специальном бачке с ручным воздушным насосом находилось жидкое топливо - бензин.
При смешении с кислородом в инжекторной горелки, а также при замене специальных мундштуков можно было резать металл до 300 мм толщиной, и сваривать (так же как и ацетиленовой горелкой с присадочным материалом) металл до 50 мм.
Сварка этим методом сопровождалась большими окислительными процессами и была довольно сложной.
Сварочные агрегаты с двигателем внутреннего сгорания:
Наиболее популярными была сварка ручная дуговая сварка покрытым электродом от сварочных агрегатов с двигателями внутреннего сгорания или как и сегодня именуемые в народе "САКами".
К ним подключались довольно длинные "кишки" (кабели), с помощь которых могла производится сварка поломанных и подбитых танков на достаточном удалении от мощного агрегата без значительных потерь сварочного напряжения.
*Примечание: правильно говорить САГ - Сварочный АГрегат.