Для обработки заготовки по управляющей программе (УП) требуется, чтобы все вызываемые инструменты занимали правильное положение в пространстве относительно заготовки. При этом изначально станок не знает, где эти инструменты расположены.
Следующий момент - это понимание, что такое инструмент для компьютера станка. Когда человек устанавливает инструмент, то выбирает и настраивает его: определенный резец или сверло, режущие пластины, величины вылета из резцедержки - это все очень важно и без этого качественная обработка заготовки невозможна. Но для компьютера станка это не имеет значения и в этом заключается суть: для компьютера существует только гнездо револьверной головки. И даже это гнездо для компьютера всего лишь точка в пространстве системы координат станка (MCS), которой он и управляет.
Итак у нас есть понимание, что компьютер управляет точкой (гнездом) и есть наш инструмент. Мы конечно знаем или можем измерить все геометрические размеры нашего инструмента и при написании программ просто добавлять коэффициенты к координатам гнезда, чтобы инструмент в пространстве перемещался так, как требуется нам, но гораздо проще сделать это один раз при привязке инструмента.
Для этого нам и нужна своя система координат - система координат заготовки (WCS), нулевую точку которой мы задаем в удобном для нас месте (как правило это торец заготовки, от которого удобнее всего пересчитывать размеры с чертежа).
А управляемые станком точки из гнезд револьверной головки переносим на установленный инструмент - в те точки, которыми инструмент (резец или сверло) первыми касается заготовки, т.е. на его вершины.
Таким образом заданная нами система координат рабочего пространства позволяет максимально просто управлять траекториями инструмента.
Вызов инструмента в активную позицию
Активное гнездо с инструментом отображается на мониторе:
Переключать инструмент по кругу можно кнопкой (красная) на панели станка:
Конкретное гнездо легко можно выбрать в режиме MDA (зеленая).
После нажатия на мониторе появится строка в которую введете T1 или T6 - номер требуемого вам гнезда, а после нажмите кнопку CYCLE START (желтая)
Для очистки строки в режиме MDA нажмите кнопку Delete MDA
Привязка резца к заготовке
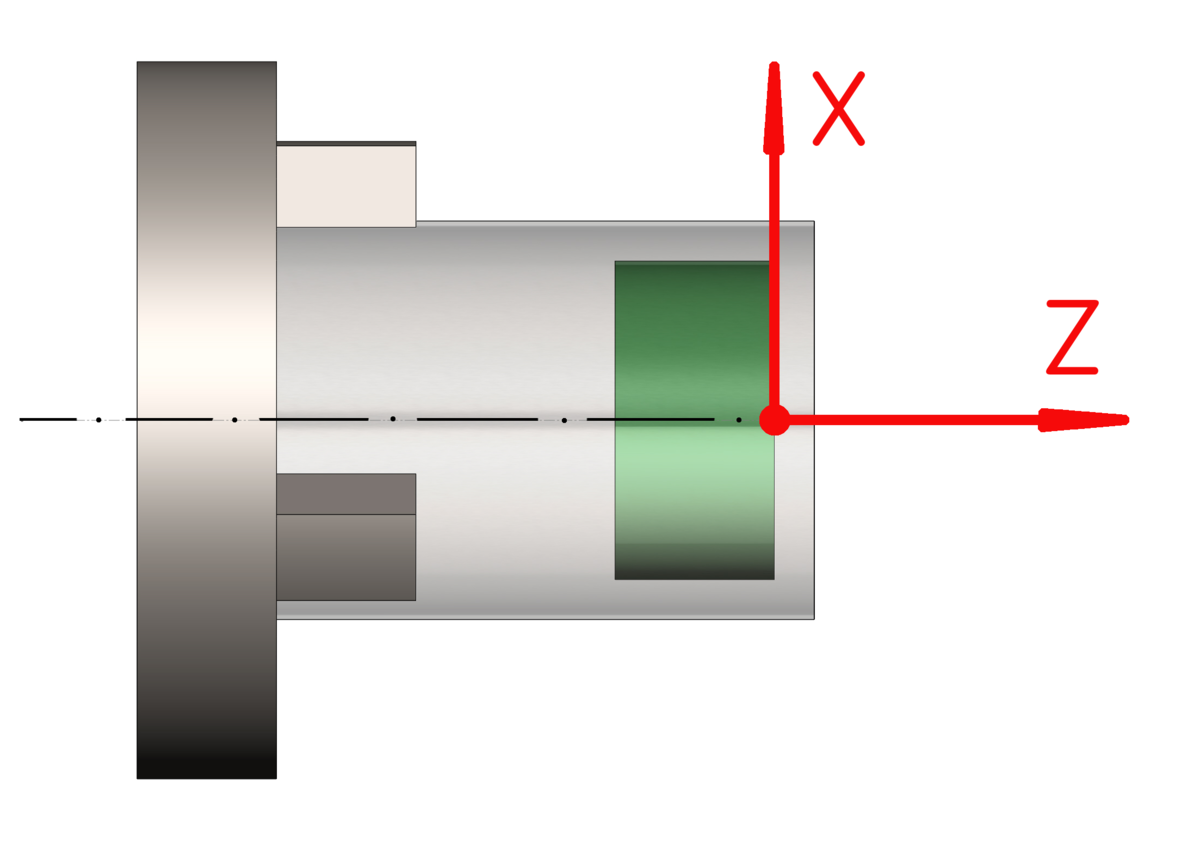
Условимся для рисунка 1:
- заготовка имеет диаметр 50 мм
- начало координат (торец заготовки) в 1 мм от края заготовки (величина последующей подрезки заготовки)
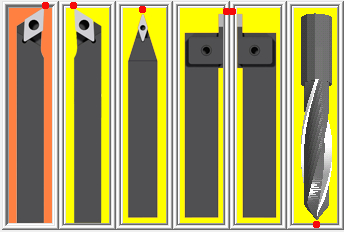
В гнездо T1 у нас установлен проходной упорный резец - привяжем его к заготовке.
Порядок:
Затем в реальности останавливается шпиндель, измеряется диаметр проточенной поверхности и это значение вводится в компьютер. Тоже самое и с размером по оси Z. В реальности подводят резец к торцу заготовки на небольшое расстояние, потом измеряют расстояние и вводят в компьютер. Нам для обучения такая точность не требуется, поэтому просто отведем резец к торцу заготовки (последняя картинка в галерее).
Ввод данных в компьютер
Зайдем в меню настроек и далее по галерее картинок:
Инструмент в гнезде 1 привязан к заготовке:
Привязка сверла
Порядок привязки большинства инструментов один и тот же. Отдельно следует поговорить о сверлах. Сверло в револьверной головке неподвижно, поэтому выполнять свои функции оно может только за счет вращения заготовки, а значит оно должно располагаться на оси вращения, т.е. координата X = 0.
С координатой Z все просто - сверло как и резцы описанные выше подводится к торцу и необходимый размер вводится в компьютер.
Итак, как получить координату X = 0?
В реальности:
- вместо сверла устанавливают пруток, в патрон зажимают кронштейн индикаторной головки и обкатывают пруток - таким образом закрепляют патрон сверла в револьверной головке с требуемой точностью.
- в патрон станка и в патрон сверла устанавливают прутики одинакового диаметра, подводят их друг к другу (без контакта!) и закрепляют патрон сверла при полном совпадении диаметров прутиков.
В симуляторе поставить сверло точно на ось Z (X=0) можно следующим образом:
После чего наше сверло будет стоять точно на оси заготовки:
Дальше можно повторить операции введения размера X=0 в компьютер.
Но т.к. пользоваться сверлом приходится довольно часто, можно упростить этот процесс. У нас есть две системы координат: станка (MCS) и заготовки (WCS). Ось заготовки Z - ось шпинделя и она всегда на одном и том же расстоянии от оси Z системы MCS - т.е. узнав это расстояние, мы сможем в любое время поставить инструмент на ось шпинделя.
Для этого зайдем в параметры нулевой точки OFFSET PARAM на панели ЧПУ
И мы попадем в раздел, где имеются координаты всех инструментов:
И здесь мы видим, что в системе MCS наш второй инструмент (сверло) имеет координату по Х = -240.0
Т.к. станок у нас всегда один и тот же, то теперь в любое время установив сверло мы можем ввести в его адресную строку в координату Х значение -240 и этого достаточно для привязки сверла оси Х
#чпу #обучение