Написание управляющих программ (УП), а также подготовка станка к работе должны основываться на понимании систем координат (их несколько) используемых компьютером станка.
Основные системы координат:
- MCS - система координат станка - нулевая точка привязана к станку.
- WCS - система координат детали - нулевая точка привязана к детали.
Существует еще несколько систем координат, но о них позже.
Системы координат включают в себя все оси по которым происходят рабочие движения в станке.
Оси для токарного станка:
- ось Z - ось проходящая через шпиндель - ось вращения шпинделя;
- ось продольной подачи (движения) инструмента - параллельна оси Z, а значит совпадает с ней.
- ось Х - ось поперечной подачи инструмента
Другими словами координаты по осям:
- Z - линейные размеры заготовки/детали.
- Х - диаметральные размеры.
Направления осей:
- Z - от патрона в сторону заднего центра
- Х - от оси в сторону магазина инструментов (револьверной головки)
Нулевая точка (повторюсь):
- для MCS - контрольная точка станка заданная производителем станка.
- для WCS - устанавливается оператором в удобном месте заготовки детали.
Подготовка систем координат к работе
При включении станка следует отвести рабочие органы станка в референтные (контрольные, нулевые) точки.
1. Вход в режим реферирования
При запуске станок самостоятельно войдет в режим реферирования и в верхнем углу будет надпись JOG REF (верхний угол монитора).
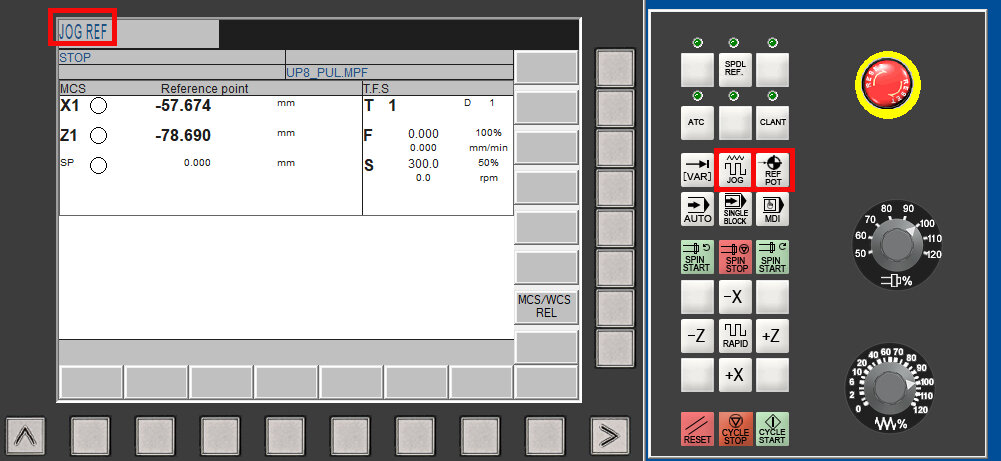
Но войти в этом режим можно и самостоятельно нажав сначала кнопу JOG, а потом REF POT.
2. Отвод рабочих органов в контрольные точки
Перемещения револьверной головки в нулевые точки осуществляется по осям Х и Z соответствующими копками.
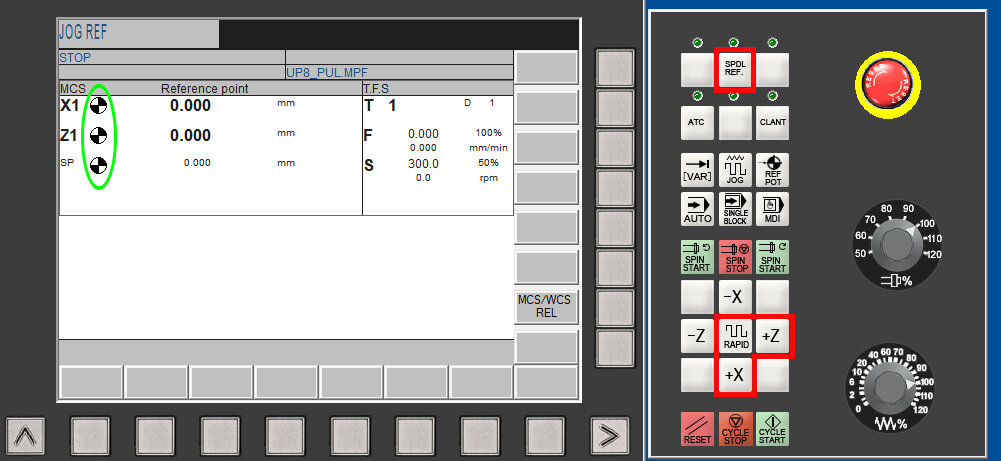
В режиме реферирования достаточно один раз нажать на эти кнопки и револьверная головка самостоятельно отойдет в свое начальное положение. Кнопка RAPID приказывает компьютеру станка сделать отвод максимально быстрым.
Кнопка SPDL REF (вверху) - команда провести реферирования шпинделя - поворот шпинделя в нулевое положение.
В итоге на мониторе обнулятся координаты и появятся соответствующие значки
3. Переход к системе координат детали
Переход можно осуществить как до реферирования, так и после. Если перейти после, то во время реферирования будет видно обнуление координат, т.к. реферирование проводит станок в своей системе - MCS.
В режиме реферирования на кнопках монитора возможно совершение только одного действия - смена системы координат. При нажатии на которую станок предложит выбрать систему координат.
Выбрав систему координат детали WCS, увидим это на мониторе в верхнем углу. Также видно и изменение значений координат.
Станок практически готов к работе.
#чпу #обучение