Токарный станок мало приспособлен для сверления отверстий, но отверстия по оси заготовки приходится делать довольно часто.
Если глубина отверстия превышает несколько диаметров сверла, то такое отверстие считается глубоким и сделать его очень не просто, т.к. из такого отверстия затруднен отвод стружки и подвод СОЖ (смазывающей и охлаждающей жидкости) - сверло перегревается и может не просто сломаться, а привариться к заготовке. Поэтому сверление глубоких отверстий проводится в прерывистом режиме (с частым отводом) и запрограммировать такие движения непросто из-за их большого количества (иногда надо отводить сверло через каждые 1-2 мм). Вот поэтому для сверления глубоких отверстий используют циклы.
Пример использования цикла сверления
Установим заготовку D100 и длинно 200 и просверлим отверстие d20 глубиной 100 - глубина равна пяти диаметрам.
Создадим УП, вызовем сверло и настроим режимы работы:
Т.к. сверло находится на оси заготовки, то нельзя требовать от станка следить за скоростью резания (G96), потому что в таком режиме станок, при нахождении инструмента на оси заготовки, поднимет обороты шпинделя до максимально возможных. Поэтому выбираем режим постоянных оборотов (G97) и указываем необходимые нам обороты S600.
Следующий момент - это направление вращения шпинделя. При сверлении процесс резания происходит за счет вращения заготовки, которая должна вращаться в сторону режущих кромок сверла, т.е. против часовой стрелки - М4.
Сверло - выступающий по оси Z инструмент, поэтом для безопасного перемещения к месту сверления, его следует сначала сместить от заготовки на Z250, а уже потом поставить на ось сверления X0.
Настройка цикла
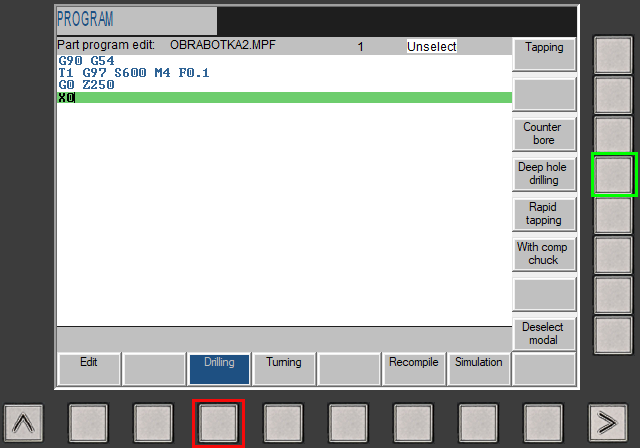
Нажать кнопку Drilling (красная рамка), а потом Deep hole drilling (зеленая рамка) и перед нами откроется таблица настройки цикла:
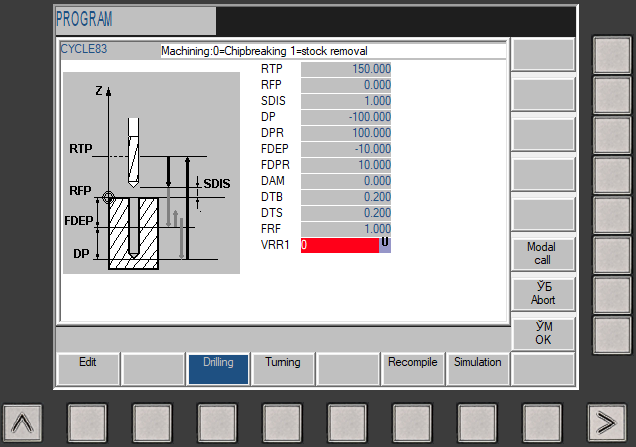
- RTP - координата, на которую отводится сверло, по окончанию сверления.
- RFP - координата начала сверления.
- SDIS - расстояние (без знака) до обрабатываемой поверхности, после которого включается рабочая подача (больше - G0, меньше - G1).
- DP - координата завершения сверления отверстия.
- DPR - расстояние (без знака) - глубина отверстия = RFP - DP.
- FDEP - координата завершения первого засверливания.
- FDEPR - расстояние (без знака) - глубина первого засверливания = RFP - FDEP.
- DAM - дегрессия величины хода сверления:
- если DAM=0, то сверление будет проводиться шагами = FDEPR.
- если DAM>1, то при каждом шаге сверления величина углубления будет уменьшаться на значение DAM, т.е. будет FDEPR-DAM
- если DAM<1, то на каждом шаге величина углубления будет умножаться на DAM, т.е. будет FDEPR*DAM
- DTB - временная задержка на дне отверстия по завершению каждого шага (для облома стружки):
- если DTB>1, то в секундах
- если DTB<1, то в оборотах шпинделя
- DTS - временная задержка отведенного сверла (для удаления стружки) по тому же правилу, что и DTB.
- FRF - коэффициент подачи для первого шага сверления (0,001...1)
- VARI -вид обработки (0 - с обломом стружки, 1 - с удалением стружки)
Если выбран вариант с обломом стружки, то сверло после каждого шага отводится только на величину SDIS. При втором варианте - с удалением стружки - сверло после каждого шага выводится из отверстия.
Для величин, имеющих значения выраженные в координатах или расстояниях, в реальности можно вводить что-то одно и станок сам пересчитает расстояния в координаты или наоборот, но симулятор требует полного заполнения таблицы.
Примеры циклов сверления
1. Сверление отверстия глубиной 100 мм, с обломом стружки через каждые 10 мм:
Результат на анимации:
2. Сверление отверстия глубиной 100 мм, с удалением стружки через каждые 10 мм:
Результат на анимации:
#чпу #обучение