Как эффективно использовать возможности ключевых подходов к управлению запасами в цепях поставок? Что выбрать: MRP, Lean или ToC? Чтобы понять, какой подход нужен вашему бизнесу, следует рассмотреть ключевые отличия, сильные и слабые стороны каждой модели.
Софт, который создается для управления запасами в цепи поставок, реализует конкретные методологии и опыт разработчиков. Методология здесь представляет собой некий стандартный набор инструментов, эффективность которых была практически выверена многими предприятиями, а результаты применения ощутимо улучшили показатели прибыльности.
Если за алгоритмами стоит логика одного человека, то либо он гений, и его методика стает новым стандартом в отрасли, либо, как чаще всего бывает, системе недостает критики, и такие программы страдают от несовершенства. Поэтому случаи реализации видения одного человека не будут рассматриваться.
«Выталкивающие» системы MRP
«Выталкивающий» (классический) тип MRP (систем планирования потребностей в материалах) является, пожалуй, самым распространенным. Логика, заложенная в механизм работы подобных систем, довольно проста: разрабатывается прогноз продаж на следующий период (обычно месяц), который коммерческий и маркетинговый отделы транслируют в план продаж и представляют топ-менеджменту.
Утвержденный план продаж готовой продукции с помощью спецификаций легко конвертируется в план закупок сырья. Когда есть понимание, сколько и чего необходимо произвести, остается открытым вопрос, когда производить продукцию. Ответ на него – производственный план. При его составлении, как правило, учитывается остаток сырья, готовой продукции, страховой запас, а также производственные ограничения: оптимальные партии, очередности, пропускная способность и т. д. Редко, но иногда учитывается также стоимость размещения заказа, хранения, дефицита продукции.
Оптимизация в выталкивающей системе происходит за счет совершенствования прогноза, автоматизации, покупки более производительного оборудования. На функциональном уровне возникают типичные конфликты между функциями. Так, сбыт конфликтует с производством. Продающие подразделения часто проталкивают срочные заказы, чем ломают производственный график. Производство не всегда может (имеются физические ограничения или нет сырья) или хочет («убиваются» производственные показатели эффективности) менять график. Ключевая дилемма, которая здесь возникает – достижение эффективности в краткосрочной либо длительной перспективе. Сильная сторона в такой системе – подробное планирование, слабая – исполнение.
«Выталкивающие» MRP системы. Все звенья зависимые
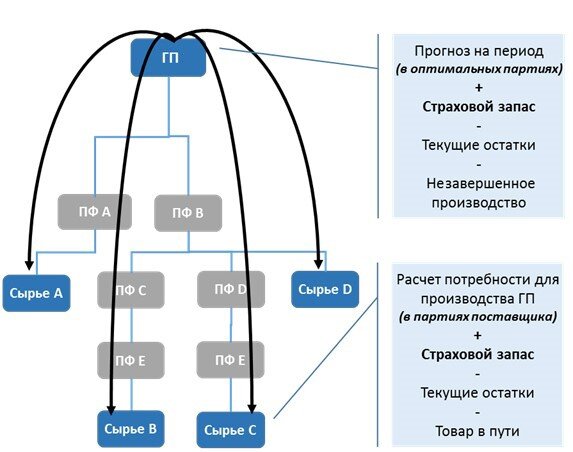
На схеме показано, что потребность в сырье и материалах определяется методом разузлования прогнозированной потребности в готовой продукции. Разузлование – процесс, когда готовый продукт декомпозируется на компоненты, которые закупаются в соответствии с прогнозом на готовый продукт, умноженный на спецификацию.
ГП – готовая продукция. ПФ – полуфабрикаты. Синие линии – взаимосвязи по спецификации, черные – логика разузлования потребности.Синие элементы – места хранения запаса, серые – без запаса.
Вытягивающие системы. Пример Lean и ToC
Lean (бережливое производство)
Система бережливого производства направлена на сбалансирование потока, выравнивание производственных мощностей и управление скоростью потока через изменение количества «канбан» в обороте. «Канбан» – это карточка, на которой указана вся необходимая информация и количество деталей, которое необходимо производить.
На основании прогноза или обычного среднего значения рассчитывается «время такта» (ритм или скорость работы), за которое производство изготавливает единицу продукции. При расчетах учитывают число продаж за предыдущий месяц к числу минут работы производства. Также, учитывая количество номенклатуры, определяется время цикла (серия производства всей номенклатуры в количестве, соответствующему времени такта).
Построение плана производства как такового отсутствует – есть плановая очередность или скорость производства. Поскольку запас сырья и полуфабрикатов хранится практически перед каждой рабочей станцией, сигналом в производство или на пополнение является наличие карточки «канбан». Таким образом, управлять запасами приходится практически везде.
Стратегия оптимизации, более известная как Кайдзен, соединяет управленческую философию и набор конкретных инструментов и подразумевает участие всех сотрудников компании. В систему Кайдзен заложена идея постоянного совершенствования, которое состоит из реализации множества даже небольших идей сотрудников всех уровней компании.
Оптимизация запасов достигается через сокращение времени переналадки, минимальных партий, производственного цикла, работы, не добавляющей ценности. Сильной стороной является выполнение, относительно слабой – планирование.
Lean. Все звенья независимые
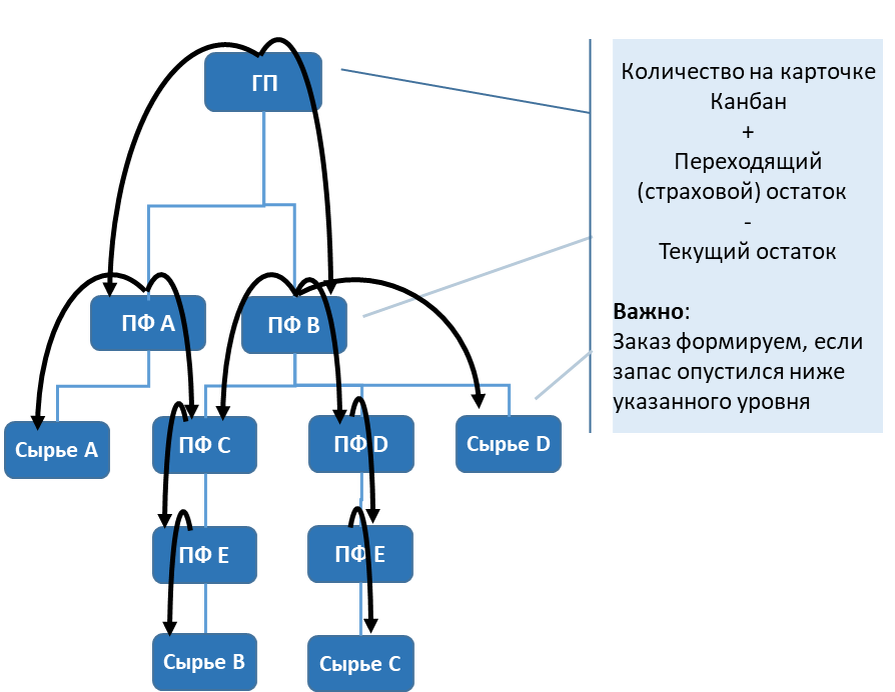
Пояснение к схеме. Потребность в сырье, материалах, готовой продукции определяется скоростью потребления и количеством Канбанов в обороте. Страховой запас зависит от времени, которое необходимо на пополнение запаса. Синие элементы – места хранения запаса. Синие линии – взаимосвязи со спецификации, черные – логика формирования потребности.
Вытягивающие системы. Два типа Lean и ToC
Теория ограничений (ToC)
Главная идея теории ограничений связана с тем, что совершенствование производительности отдельных элементов не приведет к совершенствованию всей системы. Визуализировать концепцию ТоС можно с помощью цепи, где ее надежность определяется самым слабым звеном. Для того, чтобы максимально использовать существующие производственные мощности, достаточно наиболее эффективно использовать самое слабое звено. Для этого в ТоС есть инструмент, который называется «барабан-буфер-канат».
«Барабан» – это скорость, с которой узкое место может обрабатывать изделье, «буфер» – запас полуфабриката, чтобы исключить периоды простоя узкого места, поскольку простой здесь равен бездействию всей системы. И «канат» – это механизм, который вытягивает необходимое количество изделий и пополняет буфер, обеспечивая наличие и, главное, предотвращает накопление излишков в системе. Но в большинстве компаний реальным узким местом является не какой-то станок, а рынок. Поэтому на практике чаще используется инструмент динамического управления буферами.
Размер буфера рассчитывается следующим образом: начальный буфер определяется как (потребление за время от заказа до следующей поставки * среднесуточное потребление + установленный коэффициент 20% или 30% от рассчитанного числа). На самом деле стартовая точка не важна. Важны правила, на основании которых буфер увеличивается или уменьшается на треть. Если большую часть периода между поставками остаток был в красной зоне буфера, то он увеличивается, если в зеленой – уменьшается. Усилия системы направлены на то, чтобы постоянно держать уровень запасов в коридоре желтой зоны. Идея такого управления состоит в том, чтобы уйти от точечного прогнозного значения к управлению потоком, исходя из динамики остатков.
Аналогично Lean, сильная сторона здесь лежит в поле исполнения, а слабая – в поле планирования. Динамика буфера косвенно отображает все условия работы с товаром: партии, очередность производства, колебания продаж, списания, переучеты и даже спецификации. Но причинно-следственные связи четко не разделены и сложно точечно понять отдельную проблему: «Почему возник именно такой запас?». Поэтому, даже заблаговременно зная о существенном изменении, к примеру, пика продаж, сложно правильно изменить буфер – ведь неизвестно, какую часть его размера составляют собственно продажи, а какую – другие факторы. Следственно, ручное изменение «ломает» его первоначальную идею динамического расчета.
ToC. Все звенья независимые
На рисунке изображена схема динамического управления буферами. Красный цвет означает низкий уровень запаса. Желтый – целевое состояние. Зеленый – достаточное количество запаса. Если текущий остаток находится в зеленой зоне буфера – это сигнал, что есть излишки. Черная линия поверх буфера отображает динамику фактического остатка по «ГП». Синие элементы – места хранения запаса. Серые – без запаса. Синие линии – взаимосвязи со спецификациями, черные – логика формирования потребности.
Гибридная система Demand Driven Material Requirements Planning (DDMRP)
Методология берет свои истоки от ToC, при этом здесь реализованы идеи MRP, Lean, Six Sigma, также разработан существенный блок инноваций. Ключевой элемент в управлении запасами – это буфер. Он, как и классический буфер ТОС, имеет три зоны: красная, желтая, зеленая, но на этом сходства заканчиваются. Ключевое отличие здесь – четкая причинно-следственная связь между факторами, определяющими размер буфера.
На схеме желтая зона – плечо поставки и среднесуточное потребление. Красная зона отображает саму природу вариабельности и характеристики данной группы SKU. Зеленая зона: условия по работе с заказами и ограничения производства.
Рассмотрим ключевые отличия от предыдущих подходов к управлению запасами в цепях поставок.
Места хранения запаса. Не только ГП и сырье, как выталкивающие системы, и не практически везде, как вытягивающие системы. DDMRP имеет целую методику, чтобы определить где в товарной структуре есть смысл хранить запас. Перед тем, как установить запас, необходимо ответить на три ключевых вопроса. Сократится ли плечо поставки (Lead Time)? Погашаются ли колебания спроса и поставок? Увеличивается ли ROI (скорость возврата инвестиций)?
Соответственно, меняется само восприятие сущности запаса. Если в MRP страховой запас излишний по определению и используется для покрытия несовершенств текущей системы, а в Lean запас рассматривается как необходимый минимум, то в DDMRP – как рычаг для управления цепью поставок.
На операционном уровне для формирования заказов используется только реальный спрос (заказы клиентов), а, поскольку в каждом буфере отображены четкие причинно-следственные связи, ими можно легко управлять. Это делает буфер в DDMRP связывающим звеном между стратегическим и операционным уровнями и позволяет уйти от плана производства к «мастер-настройкам системы». Концептуально это значит следующее: компания перестает производить с надеждой продать в будущем, а вместо этого правильно настроенная система дает возможность произвести то, чего хочет клиент, при этом учитывая все ограничения и с минимальными затратами.
Гибридная модель DDMRP. «Независимая зависимость»
Синие элементы – места хранения запаса (с буфером). Серые – без запаса (без буфера). Синие линии – взаимосвязи со спецификации, черные – логика формирования потребности. Небуферизированные SKU (складские учетные единицы), которые находятся между буферами – зависимые от буферизированных SKU, аналогично классической MRP. Буферизированные SKU не зависят друг от друга (аналогично ToC или Lean).
Ширина красной зоны буфера зависит от колебаний спроса на данную позицию. Желтый – это основа для покрытия спроса. Зеленый – зона буфера определяет частоту и минимальный объем каждого заказа. Черная линия отображает динамику фактического остатка по ГП. В DDDMRP каждый цвет определяет влияние конкретного фактора на уровень запасов, что открывает новые возможности для непрерывного совершенствования. Это индикатор, который показывает, где нужно приложить усилия, чтоб улучшить сервис без инвестиций.
Сравнительная таблица ключевых методик управления запасами
Подытоживая, можно прийти к выводу, что методология – это всего лишь набор инструментов, которые бывают разные и для каждой конкретной проблемы следует использовать соответствующий инструмент. Неуместное или неправильное использование даже самого совершенного инструмента не гарантирует успеха. С другой стороны, имея только зубило и молоток, хороший мастер может творить чудеса.
Продолжая аналогию с инструментами, уместно вспомнить пословицу: «Если молоток твой единственный инструмент, то для тебя все проблемы выглядят как гвозди». Изучите все подходы к управлению запасами, попробуйте применить на практике идею за идеей и гарантирую вам, что перед вами откроются те горизонты, которых вы не видели ранее, а проблемы будут восприниматься не более чем новые возможности для совершенствования, поскольку необходимые инструменты для их реализации у вас уже есть. И помните: важно не сломать то, что сейчас работает. Лучше обратиться за помощью или советом к более опытным коллегам, наставникам или консультантам. Не стоит тратить усилия на изобретение велосипедов, давайте просто их использовать.