Ручная дуговая сварка (ММА) - это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
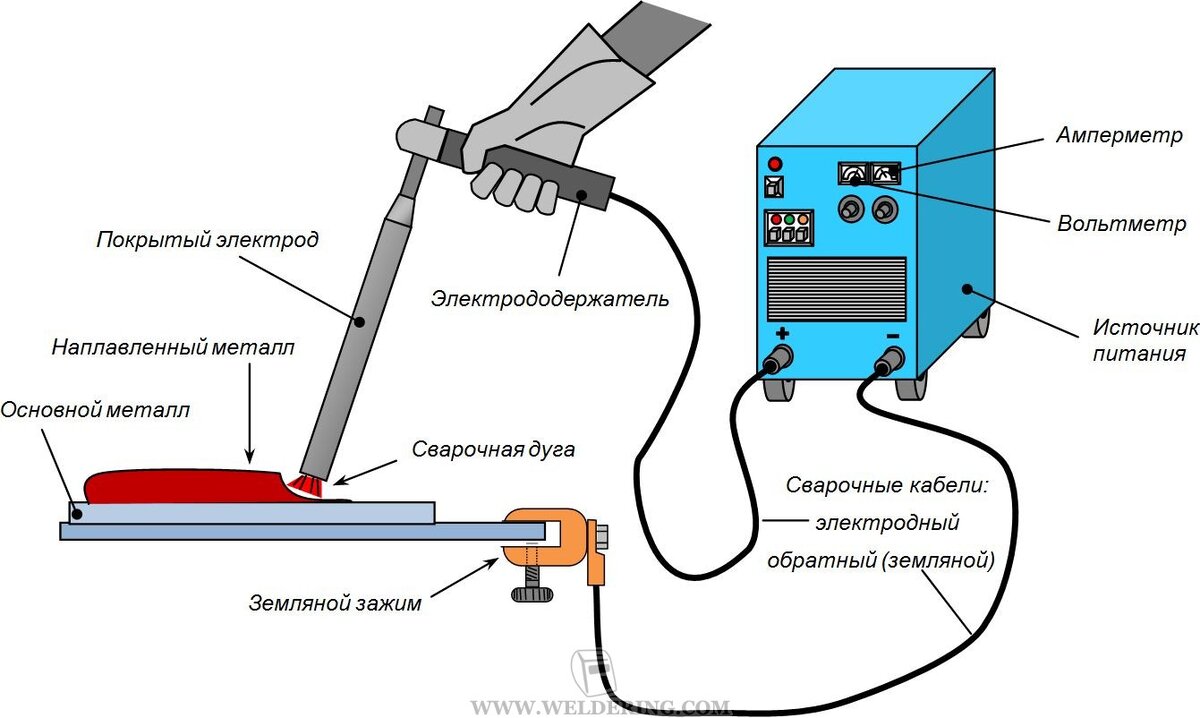
Дуга при этом способе сварки зажигается быстрым касанием торцом электрода поверхности основного металла, которая под воздействием тепла дуги расплавляется, образуя сварочную ванну. Под действием дуги также происходит плавление электродного стержня, металл которого переходит в сварочную ванну, образуя наплавленный металл сварного шва (при этом часть металла теряется в виде брызг). При расплавлении покрытия электрода образуются газы и шлак, которые защищают зону дуги и сварочную ванну от вредного воздействия окружающего воздуха. Более того, шлак, покрывающий наплавленный металл, обеспечивает его правильное формирование при кристаллизации. После каждого прохода шлак необходимо удалять. Некоторые марки электродов обеспечивают самоотделение шлаковой корки.
Дуговая сварка покрытыми электродами это типично ручной способ сварки. Электрод имеет ограниченную длину (обычно в пределах 350 … 450 мм), а это означает, что процесс сварки постоянно прерывается для его смены. Рабочее время используется не эффективно, так как время горения дуги не превышает 25 … 60% его объема, а производительность, соответственно, оказывается низкой. Остановки и возобновления сварки также повышают вероятность зарождения дефектов в сварном шве.
Покрытые электроды определенного размера и типа позволяют производить сварку на разных токах, но только в пределах определенного указанного изготовителем диапазона в зависимости от диаметра стержня, толщины и состава покрытия, а также
Положения сварки.
В процессе плавления покрытия электрода на его торце образуется воронка, которая способствует направлению потока образующегося газа в сторону сварочной ванны, который благоприятствует переносу капель расплавленного электродного металла в нее. Поток газа настолько велик, что способен переносить капли снизу вверх, обеспечивая тем самым возможность сварки в потолочном положении.
Применение
Тип и толщина основного металла. Дуговая сварка покрытыми электродами используется, в основном, применительно к нелегированным, низколегированным и высоколегированным сталям толщиной от 2 до 50 мм и выше, например, для сварки стальных конструкций, сосудов, работающих под давлением, судов и других изделий при единичном или мелкосерийном производстве. При крупносерийном производстве целесообразнее применять механизированные процессы, например, сварку МИГ/МАГ.
При сварке деталей толщиной менее 1,5 мм основной металл будет быстро проплавляться на всю толщину и "проваливаться" еще до образования сварочной ванны, которая должна была бы соединять кромки деталей. В этих условиях сварка покрытыми электродами возможна только при использовании специальных приспособлений.
Хотя для сварки покрытыми электродами нет предела по применимым толщинам основного металла, все же для толщин более 20 мм экономически выгоднее использовать более высокопроизводительные процессы, такие как МИГ/МАГ, FCAW и SAW. Таким образом, сварка ММА чаще всего применяется для толщин от 3 до 20 мм, за исключением случаев единичных швов сложной конфигурации, для которых применение автоматических процессов сварки может оказаться экономически не выгодным. В этом случае сварка MMA может применяться для толщин до 250 мм.
Положение сварки. Возможность сварки во всех пространственных положениях является одним из главных достоинств сварки ММА, которое может быть ограничено только в случае, если применяемый электрод не позволяет выполнять сварку в том или ином положении. Таким образом, это недостаток не процесса сварки, а применяемого электрода.
Несмотря на то, что сварка ММА может выполняться во всех пространственных положениях, необходимо, по возможности, стремиться выполнять ее в нижнем положении, так как при этом допускается использование менее квалифицированных сварщиков, применение электродов больших диаметров и на большем токе и, соответственно, достигаются более высокие скорости наплавки. Сварка в вертикальном и потолочном положениях требует от сварщиков более высоких навыков и выполняется электродами меньших диаметров. Форма соединений, подлежащих сварке в вертикальном и потолочном положениях, также может отличаться от таковых для сварки в нижнем положении.
Требования к условиям на рабочем месте. Простота оборудования, используемого при сварке ММА, делает этот процесс "малочувствительным" к условиям на месте применения. Сварка может выполняться как внутри помещений, так и вне их, в цеху, на корабле, на мосту, на каркасе здания, на конструкциях нефтеперерабатывающего завода, на отдаленных трубопроводах или на других подобных объектах. При этом нет надобности в шлангах для подачи газа или воды. Сварочные кабели могут быть довольно большой длины, чтобы позволить удаляться от источника питания на значительные расстояния без существенного ухудшения выходных характеристик системы "источник питания + сварочные кабели", так как внешняя вольтамперная характеристика будет только становиться более и более крутопадающей при увеличении длины кабелей, что, как раз, и необходимо для сварки ММА. Однако, при этом будут увеличиваться и потери энергии из-за нагрева кабелей. В местах, где нет электричества, могут использоваться сварочные генераторы с приводом от двигателей внутреннего сгорания. Несмотря на все эти достоинства, процесс сварки ММА должен выполняться в условиях защиты от ветра, дождя и снега.
Род и полярность тока сварки. Процесс сварки ММА может выполняться как на переменном, так и на постоянном токе, что определяется только характеристиками применяемого электрода. Некоторые из электродов предназначены только для сварки на постоянном токе, в то время как другие, как на постоянном, так и на переменном токе. Род тока сварки и его полярность влияют на скорость расплавления всех типов покрытых электродов.
Сварочная дуга постоянного тока всегда более стабильна, чем дуга переменного тока. Это обусловлено тем, что при горении дуги постоянного тока не происходит смены полярности, как это имеет место при сварке на переменном токе. Большинство универсальных электродов, предназначенных для сварки, как на постоянном, так и на переменном токе, все же лучше себя ведут на постоянном токе.
При сварке на постоянном токе электроды показывают лучшие оперативные свойства на обратной полярности. И лишь некоторые из них разработаны для сварки на прямой полярности. Имеются электроды, позволяющие сварку на обеих полярностях.
Влияние полярности на характер горения электродов обусловлено тем, что дуга оказывает разное давление на катод и анод. В связи с тем, что позитивные ионы имеют значительно более высокую массу чем электроны, они при столкновении с катодом оказывают больший отталкивающий эффект, чем электроны, достигающие анод. Это обеспечивает более глубокое проплавление в случае, когда катод размещается на изделии (обратная полярность), в то время как прямая полярность обеспечивает более быстрое плавление электрода .
Повышенный ввод тепла в изделие.
Более глубокое проплавление.
Меньшая скорость плавления электрода.
Более стабильный характер переноса металла.Сниженный ввод тепла в изделие.
Менее глубокое проплавление.
Большая скорость плавления электрода.
Низкая стабильность переноса электродного металла с повышенным разбрызгиванием.
В случае, когда глубина проплавления не имеет большого значения (например, при наплавке) представляется довольно соблазнительным повысить скорость расплавления электрода переходом на прямую полярность. Однако, когда электрод становится катодом, давление дуги отталкивает каплю в противоположную сторону от сварочной ванны, что может приводить к чрезмерному разбрызгиванию.
Электроды для постоянного тока (обычно это электроды с основным видом покрытия), обеспечивают хороший смачивающий эффект расплавленным металлом, наплавленный металл более высокого качества и равномерное формирования шва даже при низких значениях тока сварки. Последнее объясняет, почему они предпочтительны для сварки изделий малой толщины.
При сварке на постоянном токе магнитных металлов (железо и никель) может возникать такая проблема, как магнитное дутье. Иногда единственным путем избавиться от нее является переход на сварку переменным током.
Другое преимущество сварки на переменном токе связано с источником питания, сварочным трансформатором, который значительно менее сложен по сравнению со сварочными выпрямителями и, соответственно, более надёжный и менее дорогой.
Качество сварного шва.
При сварке ММА могут иметь место следующие дефекты сварного шва:
- пористость;
- шлаковые включения;
- непровары;
- подрезы;
- трещины.
Покрытые электроды
Необходимые технологические свойства электродов достигаются подбором материалов металлического стержня и покрытия, в состав которого вводятся стабилизирующие, шлакообразующие, легирующие и связующие вещества.
Основные функции электродного покрытия:
Улучшать стабильность дуги с помощью элементов с низким потенциалом ионизации.
Производить шлак. Расплавленные минеральные составляющие покрытия образуют тонкий слой шлака, обволакивающего каждую каплю расплавленного металла, а также сварочную ванну, защищая их от кислорода, азота и паров воды.
Образовывать защитный газ, который является продуктом горения органических составляющих покрытия, например, целлюлозы, или разложения карбонатов.
Выполнять раскисление, а иногда и легирование металла шва для улучшения его свойств. Тонкий слой шлака, обволакивающего каплю расплавленного электродного металла, способен передавать легирующие элементы в каплю.
В соответствии с национальными стандартами
электроды классифицируются:
- по назначению;
- по типам и маркам;
- по толщине покрытия;
- по видам покрытия;
- по допустимым пространственным положениям;
- по роду и полярности сварочного тока;
- по качеству электродов.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа, условное обозначение У;
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа, условное обозначение Л;
- для сварки высокопрочных сталей с особыми свойствами, обозначение Т;
- для наплавки поверхностных слоев с особыми свойствами, обозначение Н.
Тип электрода определяет механические характеристики (временное сопротивление разрыву, относительное удлинение) или особые свойства (теплоустойчивость, износоустойчивость и др.) наплавленного металла, которые обеспечиваются данными электродами. Для сварки углеродистых и низколегированных конструкционных сталей стандартом предусмотрено 9 типов электродов (Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60). В обозначение типов электродов этой группы входит буква Э и цифра, указывающая минимальное, гарантируемое временное сопротивление наплавленного металла электродами данного типа (кг/мм2). Например, электроды типа Э46 (марки ОЗС-4, АНО-3, МР-1) должны обеспечить временное сопротивление разрыву не менее 461 МПа. Буква А означает, что электрод данного типа обеспечивает более высокие пластические свойства наплавленного металла и более высокую ударную вязкость.
Для сварки легированных конструкционных сталей повышенной и высокой прочности предусмотрено 5 типов электродов (Э70, Э85, Э100, Э125, Э150).
Для сварки легированных теплоустойчивых сталей предусмотрено 9 типов электродов: Э-09М, Э-09МХ, Э-09ХIМФ и др.
Для сварки высоколегированных сталей с особыми свойствами стандартом предусмотрено 49 типов электродов. Например: Э-12Х13, Э-07Х2ОН9 и др.
Для наплавки поверхностных слоев с особыми свойствами предусмотрено 44 типов электродов: Э-10Г2, Э-30Г2ХМ и др.
Буквы и цифры входящие в обозначение типов электродов для сварки и наплавки легированных теплоустойчивых и высоколегированных сталей показывают примерный химический состав наплавленного металла. Например: электроды марки ЦЛ-20, типа Э-09Х1МФ дают в наплавленном металле 0,09 % углерода, и 1 % хрома и некоторое количество молибдена и ванадия.
Марка электрода – это промышленное обозначение, которое присваивается разработчиком или изготовителем электродов. Поэтому каждому конкретному типу электродов может соответствовать несколько марок электродов. Например: к типу Э46 относятся электроды марок: АНО-3, АНО-6, МР-1, ОЗС-4 и др.
По толщине покрытия в зависимости от отношения диаметра электрода (D) к диаметру стального стержня (d) электроды подразделяются:
- с тонким покрытием (D/d1,20), обозначение М;
- со средним покрытие (1,2 D/d 1,45) - С;
- с толстым покрытием (1,45 D/d 1,85) - Д;
- с особо толстым покрытием (1,80 D/d) - Г.
По видам покрытия электроды подразделяются следующим образом:
- с кислым покрытием, обозначение А;
- с основным покрытием (Б);
- с органическим (целлюлозным) покрытием (Ц);
- с рутиловым покрытием (Р);
- покрытие с повышенным содержанием железного порошка (Ж);
- с прочими видами покрытия (П);
- с покрытием смешанного вида (соответствующие двойное обозначение).
За рубежом принято следующее обозначение видов электродного покрытия:
- целлюлозное или органическое (буквенное обозначение: C);
- кислое (A);
- рутиловое (R);
- основное (B);
- покрытие с повышенным содержанием железного порошка (RR);
- смешанное (например, AR).
Кислое покрытие (электроды марок ВЭТ-26, ЦМ-7 и др.). Основные компоненты - руды в виде окислов железа и марганца, которые при плавлении выделяют кислород, способный окислить металл сварочной ванны и легирующие примеси. Для ослабления действия кислорода в покрытие вводят раскислители в виде ферросплавов. Металл, наплавленный электродами с кислым покрытием, имеет относительно малую вязкость и пластичность. Электроды с кислым покрытием имеют повышенную токсичность по сравнению с другими покрытиями. Электроды с кислым покрытием применяют для сварки конструкции из малоуглеродистых сталей, металла малых и средних толщин.
Основное покрытие (электроды марок УОНИ-13/45, АНО-ТМ, ДСК-50, ЦУ-5 и др.). Основные составляющие - плавиковый шпат (CaF2) и мрамор (СаСО3). Электроды с основным покрытием обеспечивают получение сварных швов заданного химического состава с хорошими механическими и пластическими свойствами, обеспечивают незначительную склонность металла шва к образованию трещин. Однако эти электроды не допускают удлинений дуги, так как при этом может возникать пористость металла шва. Электроды с основным покрытием целесообразно использовать при сварке металла большой толщины, ответственных изделий из низколегированных и легированных сталей.
Рутиловое покрытие (электроды марок АНО-3, АНО-4, ОЗС-23, ОЗС-6С, АНТ-1к и др.). Такое покрытие имеет в своем составе преобладающее количество рутила (ТiО2 – двуокись титана). Электроды с рутиловым покрытием обеспечивают получение плотного шва при наличии ржавчины на свариваемых кромках, отличаются незначительным разбрызгиванием, обеспечивают устойчивое горение дуги, как на постоянном, так и на переменном токе. Допускают существенные удлинения дуги без образования пористости сварного шва. Электроды с рутиловым покрытием пригодны для сварки во всех пространственных положениях. Рекомендуются для сварки в монтажных условиях.
Целлюлозное (органическое) покрытие (электроды марок ВСП-1, ВСЦ-1, ВСП-3 и др.). Такое покрытие содержит органические компоненты в качестве газообразующих и связывающих веществ (целлюлоза, органические смолы). Электроды с органическим покрытием удобны для сварки в любом пространственном положении, включая вертикальные швы способом сверху - вниз, но дают наплавленный металл пониженной пластичности из-за повышенного содержания водорода в наплавленном металле. Электроды с целлюлозным покрытием рекомендуется применять для сварки низкоуглеродистой стали малой толщины а также для сварки сверху - вниз.
Электроды с покрытием смешанного вида, такие как АНО-6(РА), АНО-29(РЦ), МР-6(РБ) и др., сочетают в себе свойства характерные для соответствующих покрытий.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются на 4 вида:
- все положения, обозначение 1;
- все положения, кроме вертикального сверху - вниз, обозначение 2;
- нижнее, горизонтальное на вертикальной плоскости и вертикального снизу - вверх, обозначение 3;
- нижнее и нижнее в лодочку, обозначение 4.
По роду и полярности сварочного тока, а также по номинальному напряжению холостого хода источника питания, электроды подразделяются на 10 категорий:
- сварка только на постоянном токе обратной полярности, обозначение 0;
- сварка на переменном и постоянном токе любой полярности; напряжение холостого хода не менее 50, 70 и 80 В, обозначение соответственно 1;4;7;
- сварка на переменном токе или постоянной прямой полярности, при напряжении холостого хода не менее 50, 70 и 90 В, обозначение соответственно 2;5;8;
- сварка на переменном токе или постоянном токе обратной полярности, при напряжении холостого хода не менее 50,70 и 90 В обозначение соответственно 3;6;9.
По качеству, т.е. по состоянию поверхности покрытия электрода, механических свойств металла шва, выполненного данными электродами и по содержанию серы и фосфора в наплавленном металле, электроды делятся на группы 1, 2 и 3. Электроды 1-й группы обеспечивают более высокие свойства шва.
Диаметры электродов выпускаемых промышленностью: 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм. В основном применяются электроды диаметром от 3,0 до 5,0 мм. диаметр электрода определяется диаметром металлического стержня.
Длина электродов зависит от их диаметра и степени легирования металлического стержня.
Диаметр электрода, мм1,62,02,53,04,05,0-12,0Длина электрода, ммСтержень из углеродистой и легированной стали200
250250250
300300
350350
450450Стержень из высоколегированной стали150
200200
250250300
350350350
450
Условное обозначение электродов
Для того чтобы использовать электроды в соответствии с их назначением, необходимо знать предусмотренную Стандартом структурную схему обозначений. В технической документации (чертежах, технологических картах и др.) условное обозначение электродов состоит из обозначения марки, диаметра, группы качества.
Например: электроды УОНИ - 13/45-3.0-2.
Условное обозначение электродов, которое указывается на этикетке упаковочной тары, представляет собой группу индексов, разделенных горизонтальной линией и включающих следующие данные:
- над линией: тип электрода, марка, диаметр, назначение, толщина покрытия, группа по качеству изготовления;
- под линией: характеристика металла шва, вид покрытия, допускаемое пространственное положение сварки, индекс рода тока и полярности;
- справа номера ГОСТов, регламентирующих требования к рассматриваемому типу электродов.
Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей
Пример условного обозначения электродов, которое указывается на этикетке упаковочной тары (электроды марки электродов УОНИ-13/45):
Как правильно выбирать покрытые электроды
В первую очередь, при выборе покрытых электродов необходимо проверить будет ли металл шва соответствовать требованиям по механическим свойствам: прочности на растяжение, относительному удлинению и ударной прочности. Применительно к электродами для нелегированных сталей механические свойства могут быть определены по маркировке.
Сварочно-технологические свойства. Сварочно-технологические свойства электродов определяются, в первую очередь, видом его покрытия. Две последние цифры в обозначении электрода дают информацию о стабильности процесса в различных положениях сварки, а также о роде и полярности тока. Электродами рутилового типа выполнять сварку, как правило, легче и поэтому они применяются чаще других типов. Однако этот электродов, также как и электроды с кислым видом покрытия характеризуются достаточно высоким содержанием водорода в металле шва. Электродами с основным видом покрытия выполнять сварку значительно сложнее, так как ими трудно зажигать дугу и, к тому же, ее необходимо поддерживать очень короткой. Однако эти электроды обеспечивают прекрасные механические свойства металла шва.
Легирование металла шва. При сварке легированных сталей выбор электрода, как правило, зависит от требуемого химического состава металла шва. Обычно стремятся, чтобы металл шва имел тот же химический состав, что и основной металл. При сварке разнородных металлов легирование электрода обычно должно соответствовать менее легированному металлу. Однако, при сварке нелегированной и нержавеющей стали предпочтение должно отдаваться высоколегированным электродам с тем, чтобы снизить склонность к закаливанию металла шва, представляющего собой смесь обоих указанных сталей.
Экономические факторы. При выборе покрытых электродов немаловажным фактором является его скорость наплавки, измеряемая в кг/час. Высокопроизводительные электроды, как правило, более предпочтительные в этом отношении, однако их применение ограничено сваркой в нижнем и, иногда, в горизонтальном положениях. Оценить указанное свойство электродов можно по каталогам, которые предоставляются предприятиями изготовителями. При этом, естественно, необходимо обращать внимание на стоимость электродов от разных производителей.
При сварке покрытыми электродами сварщик должен стремиться использовать электрод полностью, оставляя огарок длиной не более 50 мм. К сожалению, плохой привычкой некоторых сварщиков является выбрасывание всего лишь наполовину использованного электрода, что приводит к неоправданно высокому их потреблению и частым остановкам при выполнении сварки.
Достоинства и недостатки процесса сварки ММА
Сварка ММА, без сомнения, наиболее распространенный процесс сварки, особенно, когда требуется выполнять короткие швы, обслуживание или ремонт, а также при выполнении монтажных работ. По сравнению с другими способами сварки (сварка в защитных газах плавящимся электродом – МИГ/МАГ, сварка ТИГ, сварка под флюсом) сварка ММА характеризуется следующими преимуществами:
- оборудование для ММА простое, недорогое и может быть переносным;не требуется
- дополнительной газовой или флюсовой защиты, так как и то и другое получается из покрытия;
- обеспечивается более надежная защита области сварки от воздействия ветра и сквозняков, по сравнению со сваркой МИГ/МАГ;
- этот способ сварки можно использовать в местах с ограниченным доступом;
- сварка ММА пригодна для сварки большинства черных и цветных металлов и сплавов (углеродистых, легированных и нержавеющих сталей, чугуна, химически разнородных металлов, а также меди, никеля, алюминия и их сплавов) практически любой толщины;
- сварка может выполняться в любом пространственном положении, что благоприятствует применению этого процесса сварки для соединений, которые не могут быть размещены в нижнем положении.
К недостаткам этого способа сварки можно отнести:
- перерывы в работе, связанные с заменой электрода. Как только остаточная длина электрода достигает длины примерно 50 мм, сварщик должен остановить процесс сварки и вставить в держатель вместо огарка новый электрод;
- необходимость удалять шлак после выполнения шва, а также в местах замков шва или перед следующим проходом;
- первые два фактора не позволяют повысить коэффициент использования рабочего времени выше 25%, что значительно ниже по сравнению с процессами сварки, использующими электродную проволоку (например, МИГ/МАГ или сварка порошковой проволокой FCAW);
- из-за наличия огарков и вследствие возможного разрушения покрытия имеет место большие потери электродов. В целом использует не более 65% электрода;
- этот способ не может быть применен для сварки металлов с низкой температурой плавления, таким как свинец, олово и цинк, а также их сплавам, так как не обеспечивает низкого тепловложения, требуемого в данном случае;
- этот способ не подходит для сварки таких химически активных металлов, как титан, цирконий и тантал, так не обеспечивается требуемой защиты металла шва и околошовной зоны от окисления кислородом;
- в связи с тем, что сварочный ток проходит постоянно по всей длине электрода это ограничивает максимально допустимый ток из-за опасности перегрева электрода и разрушения покрытия с последующим ухудшением стабильности процесса сварки и газовой защиты. В связи с этим, скорость наплавки при сварке ММА, как правило, ниже, чем при сварке МИГ/МАГ или FCAW.
После разработки этого процесса сварки его применение постоянно росло и достигло максимума в 1960 – 1970 годах. Затем сварка ММА начала терять свою популярность в пользу более высокопроизводительных процессов, таких как МИГ/МАГ или FCAW. Тенденции развития сварочной техники свидетельствуют о том, что объем использования ручной дуговой сварки покрытыми электродами будет сокращаться и в дальнейшем, однако она еще долгое время не потеряет своего значения.