Здравствуйте, господа!
Прошло уже пару лет, а моя идея создания парового двигателя меня не покидает. Значит надо доделать. тем более, что все(почти) инструменты уже приобретены.
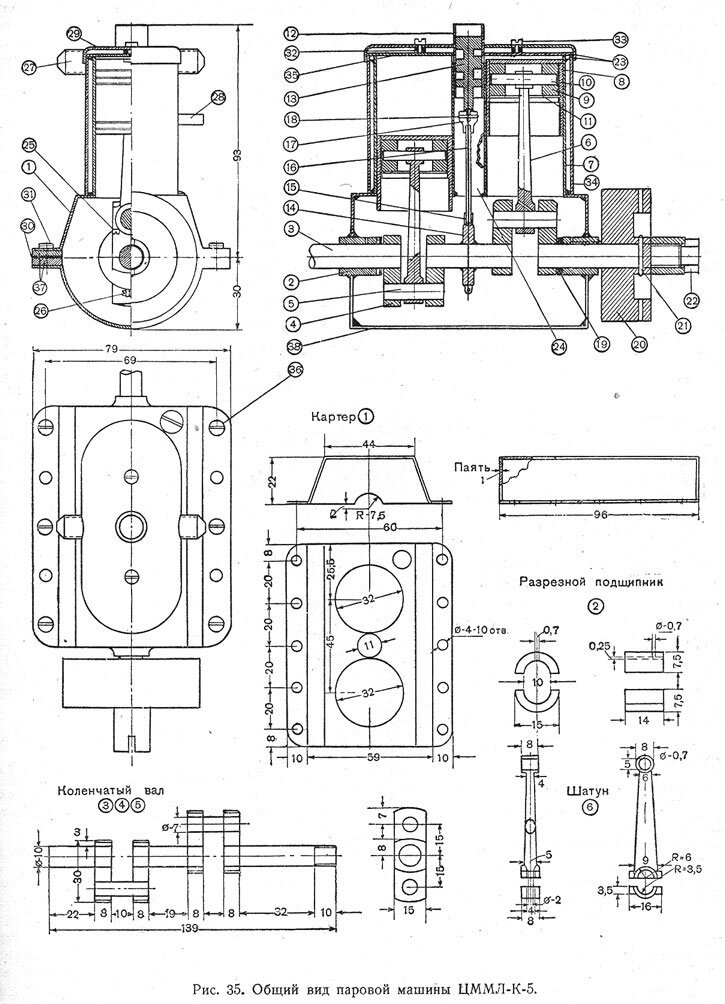
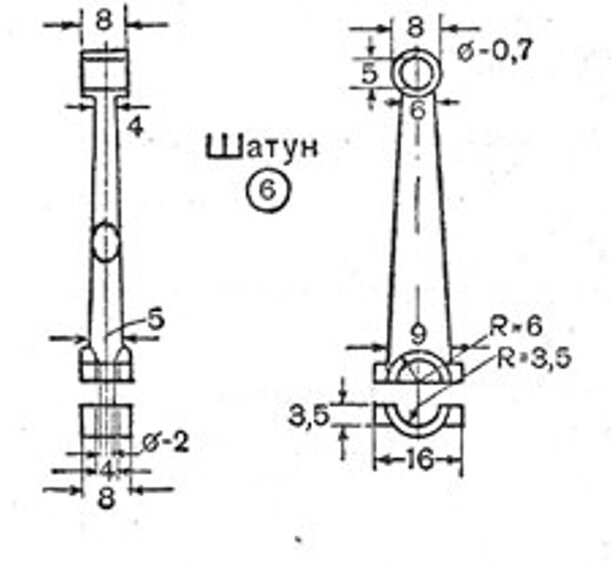
Как вы можете видеть на первой картинке, шатун это деталь номер 6. Так же она и обозначена у меня в списке деталей.
Согласитесь, для "рукодельных" советских кружков 50х годов - крутовато для изготовления. Однако, если я помню описание, отдельно изготавливались три части шатуна и ваялись мягким припоем (паяльником). Мы так делать не будем.
Станок у меня трех осевой, а значит надо обработать деталь с одной стороны, перевернуть заготовку "мордой вниз" и обработать повторно.
Сказано - сделано, нашел в загашнике неизвестную латунь - обрезок листа 6.5мм толщиной - по высоте(положив плашмя) шатун 4 мм, значит надо снять сверху 1.5, а перевернув еще 1. Так? Так, но дьявол кроется в деталях.
Деталь планировалось пилить 1мм "кукурузной" фрезой:
Было у меня 7 фрез.
Одна сломалась при позиционировании станка, осталось 6 фрез.
Было 6 фрез, одна сломалась в начале резки из-за большой подачи, осталось 5 фрез.
Было 5 фрез и все они сломались в процессе.
Вощем минус 8 фрез суммарно 1мм диаметром на оборотах 24к(надеюсь) и при подаче 100мм.
Достаточно хороший уровень приближения, на вторую сторону не хватило фрез. Заказал с Али новых, но вы понимаете, сколько они будут ехать.
Так в чём же была моя ошибка, учитывая, что другую деталь (следующая статья) я выпилил одной фрезой(правда, 2мм)?
Первое - я не знал марку латуни. Это очень вязкий металл и работать с ним надо очень осторожно. Все те видео в интернете, где показывается iMachinning(за это я и выбрал солидворкс) - там немного другой металл - более хрупкий и фреза далеко не 1мм. На форумах для моделирования из латуни рекомендуют брать самый "сыпучий" сплав, но у меня тут не металобаза - взял, что есть.
Второе - охлаждение. Да да да да, я пилил периодически смазывая фрезу кисточкой - это не канает с латунью. Каюсь, никак не могу сделать крепление для подачи масляного тумана.
Третье - не используйте аймаш! Аймашининг пилит всей длинной режущей части фрезы, что круто, быстро, позволяет более эффективно эту фрезу использовать, но для вязких материалов лучше пойти по классике - послойное врезание по 0.3мм
И вот теперь придется ждать новых фрез, чтобы продолжить эту деталь. Хорошо, что я разметил заготовку с двух сторон, можно будет относительно точно начать вторую сторону хоть через месяц.
Вывод:
- Всегда узнавайте марку сплава, который пилите.
- Имейте запас фрез.
- Проверяйте\прогоняйте УП на медленной подаче.
- Не надо iMachinning на тонких фрезах
Вот обещаная ссылка на модель детали в Solidworks.