Пластмассы - материалы на основе органических природных, синтетических или органических полимеров, из которых можно после нагрева и приложения давления формовать изделия сложной конфигурации.
Полимеры — это высокомолекулярные соединения, состоящие из длинных молекул с большим количеством одинаковых группировок атомов, соединенных химическими связями. Кроме полимера в пластмассе могут быть некоторые добавки, такие как: стабилизаторы, красители, пластификаторы, активные и неактивные наполнители и др.
Переработка пластмасс — это совокупность технологических процессов, обеспечивающих получение изделий - деталей с заданными конфигурацией, точностью и эксплуатационными свойствами.
Высокое качество изделия будет достигнуто, если выбранные материал и технологический процесс будут удовлетворять заданным эксплуатационным требованиям изделия: электрической и механической прочности, диэлектрической проницаемости, тангенсу угла диэлектрических потерь, прочности, плотности и т. п. Эти требования должны быть учтены при создании элементной базы (микросхем, микросборок и т. п.) и элементов базовых несущих конструкций, печатных плат, панелей, рам, стоек, каркасов и др.
При переработке пластмасс в условиях массового производства для обеспечения высокого качества изделий решают материаловедческие, технологические, научно-организационные и другие задачи.
Материаловедческие задачи состоят в правильном выборе типа и марки полимера, таким образом, чтобы обеспечить возможность формования изделия с заданными конфигурацией и эксплуатационными свойствами.
Технологические задачи включают в себя всю совокупность вопросов технологии переработки полимеров, обеспечивающих качество изделия: подготовку полимеров к формованию, разработку-определение 6 технологических параметров формования, разработку инструмента, выбор оборудования.
1. Классификация методов переработки
Производство изделий из полимерных материалов является сложной и ответственной задачей, так как именно из полимеров сегодня изготовляется половина предметов быта, техники, косметики и мебели.
Переработка термопластов и реактопластов связана с протеканием широкого ряда различных физических и химических процессов. Получение качественных изделий из термопластов определяется в первую очередь степенью завершенности физических процессов, таких как нагревание, охлаждение, ориентация, кристаллизация, релаксация и т.д.
В свою очередь при получении изделий из реактопластов главная роль принадлежит химическим процессам.
На основе вышеизложенного можно составить определенную классификацию методов переработки полимерного сырья:
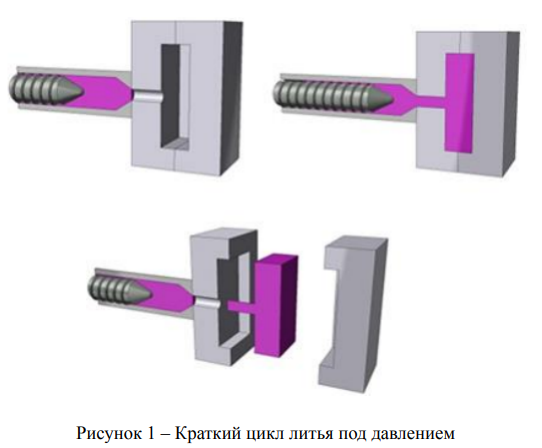
- Переработка пластмасс в вязкотекучем, пластицированном состоянии (литье под давлением, экструзия, прессование, каландрование, ротационное формирование и др.) основана на способности расплава полимеров к значительным необратимым пластическим деформациям при одновременном действии нагрева и давления.
- Формирование полимеров из заготовок, находящихся в твердом (стеклообразном или высокоэластическом) состоянии – это методы (вакуум- и пневмоформование, раздувное формование, горячая штамповка и др.), базирующиеся на способности нагретых полимерных материалов к значительным обратимым деформациям.
- Производство изделий из полимеров, находящихся в твердом (стеклообразном) состоянии (штамповка, прокатка, протяжка и др.), основано на возможности полимеров проявлять вынужденную эластичность.
- Формирование полимеров без давления с использованием растворов или дисперсий – метод полива (производство пленок), ротационное формирование пластизолей (изготовление игрушек), получение волокон.
В классификации процессов переработки реактопластов учитывается, что исходный продукт - олигомер – имеет низкое значение молекулярной массы (200– 3000), вследствие чего его вязкость на начальном этапе формирования невелика. Практически во всех способах переработки реактопластов в исходном состоянии они вязкотекучи или эластичны. Учитывая это, методы переработки реактопластов можно классифицировать:
1. Методы прямого формования изделий:
- Полимеризация в форме
- Контактное формование
- Мокрая намотка
- Прокатка
- Напыление на форму
- Формирование эластичным мешком
- Пропитка в форме под вакуумом и давлением
2. Методы формирования изделий из полуфабриката:
- Прессование компрессионное и трансферное (пресс-литье)
- Литье под давлением
- Штранг-прессование
- Формирование из премиксов и препрегов

2. Выбор метода переработки
Для точного определения метода переработки необходимо определить конкретный полимерный материал, который выбирается на основе условий работы изделия, технических требований, прилагаемых к изделию, внешнего вида изделия.
Для производства одного изделия из одного материала может быть использовано несколько различных технологий изготовления. В таком случае встает вопрос оптимизации производства. В процесс оптимизации входит выбор наиболее быстрого и менее ресурсоемкого технологического процесса изготовления.
Логично, что погонажные изделия, такие как трубы, ленты, пленки и различные профили изготавливают с использованием экструзионного оборудования.
Для единичных, или же штучных изделий, наиболее распространена технология литья под давлением, прессования, экструзии с раздувом, вакуумформование термопластов.
Понятия о свойствах материала и изделия позволяют сузить круг возможных методов переработки. На выбор технологии влияют такие свойства материала как вязкость, различные температуры (эксплуатации, стеклования, хрупкости, высокоэластичного и вязкотекучего состояния), ПТР, эластические и пластические деформации и др. В совокупности с размерами материала (толщина стенки, площадь проекции) можно определить необходимое давление для производства изделия, что дает возможность лучше выбрать необходимую технологию и оборудование. На выбор способа переработки также влияет количество изготавливаемых изделий, или тиражность, которая определяет необходимую производительность оборудования, необходимость использовать формы с несколькими гнездами.
3. Разработка технологической схемы производства изделия «Химический анкер»
Приём и хранение сырья
Гранулированные полипропилен и сополимеры пропилена при комнатной температуре не выделяют в окружающую среду токсических веществ и не оказывают вредного влияния на организм человека при непосредственном контакте. Работа с ними не требует особых мер предосторожности.
Полипропилен и сополимеры пропилена принимают партиями. Партией считают количество гранулированного полимера одной марки и сорта массой не менее 1 т, сопровождаемое одним документом о качестве.
Документ должен содержать: наименование и товарный знак предприятия изготовителя; условное обозначение продукта; номер партии; дату изготовления; массу нетто;
Полипропилен и сополимеры пропилена упаковывают в пяти-, четырехслойные бумажные мешки по ГОСТ 2226-88 марки НМ с открытой горловиной и внутренним полиэтиленовым вкладышем, бумажные влагопрочные мешки типа ВМ по ГОСТ 2226-88 или пяти-, четырехслойные мешки марки ПМ по ГОСТ 2226-88 с открытой или закрытой горловиной, или в полиэтиленовые мешки по ГОСТ 17811-78.
Полимер хранят в закрытом сухом помещении, исключающем попадание прямых солнечных лучей, на расстоянии не менее 1 м от нагревательных приборов при температуре не выше 30 °С, относительной влажности - не более 80%.
Подготовка сырья
Подготовка сырья выполняется в зависимости от особенностей его переработки, состава материала для производства изделия и требований к изделию. Подготовительные операции включают смешение полимера с наполнителями или концентратами пигментов, смешения разных видов полимерных материалов (например, гранулы с «дробленкой»), а также предварительную сушку.
На крупных предприятиях используют автоматическую систему подачи сырья с помощью специальных магистралей прямиком со склада.
Формование изделия
Формование осуществляется при помощи специального основного технологического оборудования. Технологические параметры оборудования, определяются инженером-наладчиком в зависимости от требований прилагающихся к изделию.
Технический контроль
Осуществляется на линии упаковки специалистами по упаковки готовой продукции, а также специалистами по контролю качества уже после упаковки либо на стадии перед транспортировкой коробок с изделиями на склад, либо на складе. В случае обнаружения брака вызывается инженер-наладчик, который исправляет проблему с ТПА, а партия отправляется на переборку.