Размер для заточки (GL) – это максимальный размер, на который может быть перешлифован пуансон при заточке. Одним из важнейших размеров пуансона является длина прямого участка рабочей части пуансона – размер SBR (Straight Before Radius). Этот размер является определяющим размером при расчете имеющегося размера на переточку.
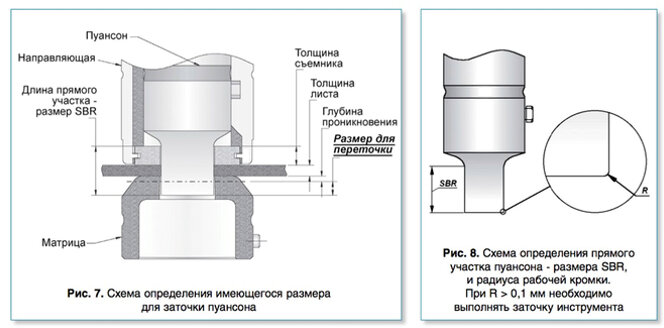
Имеющийся размер для переточки GL (Grind Life) определяется по следующей формуле:
GL = SBR – (толщина съемника + толщина листа + глубина проникновения в матрицу)
Пример: Инструмент – квадрат 10,0 мм в станции B типа Thick Turret,
- Длина прямого участка – размер SBR = 18,0 мм;
- Толщина съемника – 4,0 мм;
- Толщина листа – 2,0 мм;
- Глубина проникновения в матрицу – 3,0 мм;
GL = 18,0 – (4,0 + 2,0 + 3,0) = 9,0 мм
При достижении размером GL величины 0 или отрицательного значения, пуансон использовать нельзя. Пуансон подлежит замене.
Расчет усилия пробивки
При пробивке толстого материала или пробивке материала с высоким пределом прочности необходимо следить чтобы необходимое усилие пробивки не превышало макс. усилие пресса. Результатом такой ситуации могут стать поломка инструмента или даже поломка пресса.
Усилие необходимое для пробивки отверстий рассчитывается по формуле:
F = P x T x K x 0,035 т/мм2
F – усилие пробивки, т/мм2;
Р – периметр пуансона, мм;
Т – толщина обрабатываемого металла, мм;
К – коэффициент типа материала , см. таблицу ниже:

Зазор матрицы
Основным критерием, влияющим на качество пробивки и долговечность инструмента, является правильно подобранный зазор матрицы. Зазором матрицы считаем общий суммарный зазор матрицы по обеим сторонам пуансона. Правильно подобранный зазор обеспечивает хорошее качество пробиваемого отверстия с небольшими заусеницами, обеспечивает наименьшее усилие пробивки и увеличивает срок службы инструмента. Правильность выбора зазора можно оценить по отходу пробивки. На боковом срезе отхода должен быть получен участок в виде гладкого среза размером около 50 – 55% от толщины металла. При правильной соосности револьвера, гладкий участок будет иметь равномерную величину по всему периметру отхода.
В таблице приведены рекомендуемые величины зазора относительно толщины обрабатываемого металла.