...и о чём она говорит при своём внимательном изучении. А также о критериях сложности штамповки листового металла, принятых на наших автозаводах в пятидесятые - начале шестидесятых годов, с конкретными примерами деталей, вызывавших затруднения и из-за этого имевших повышенный процент брака при штамповке.
В третьем номере журнала "Автомобильная промышленность" за 1963 год была опубликована статья Г. Д. Рогозы "Выбор листовой стали и ее рациональное применение в производстве кузовов". Целиком с её содержимым можно ознакомиться по ссылке, а здесь кратко изложены некоторые выводы из прочитанного. Несмотря на малый объём, статья очень информативная, причём наибольший интерес сегодня представляет не сам её основной предмет, а скорее сведения, которые приведены в ней "мимоходом".
Например, в ней излагаются в общих чертах применявшиеся в те годы способы оценки сложности изготовления кузовной панели методом штамповки, с приведением конкретных примеров:
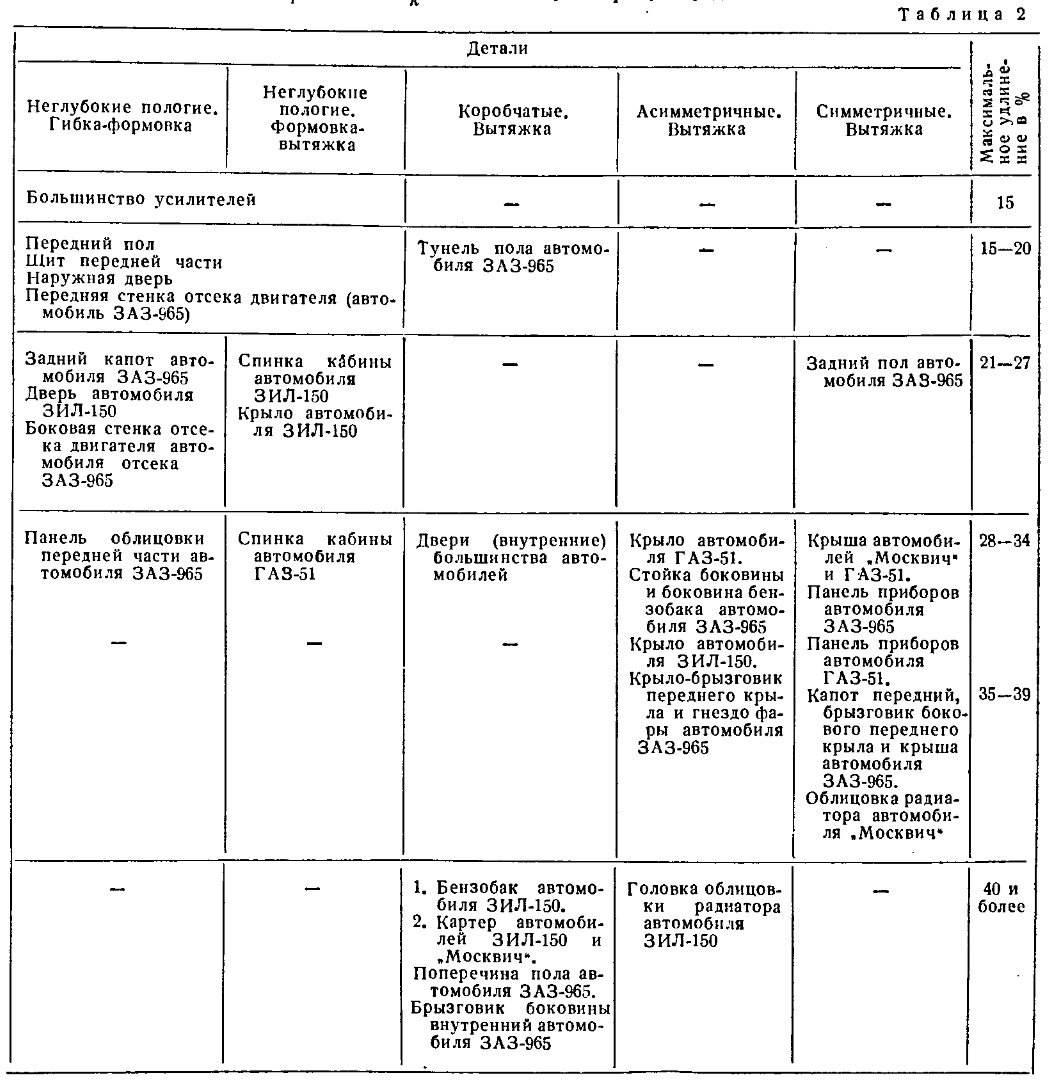
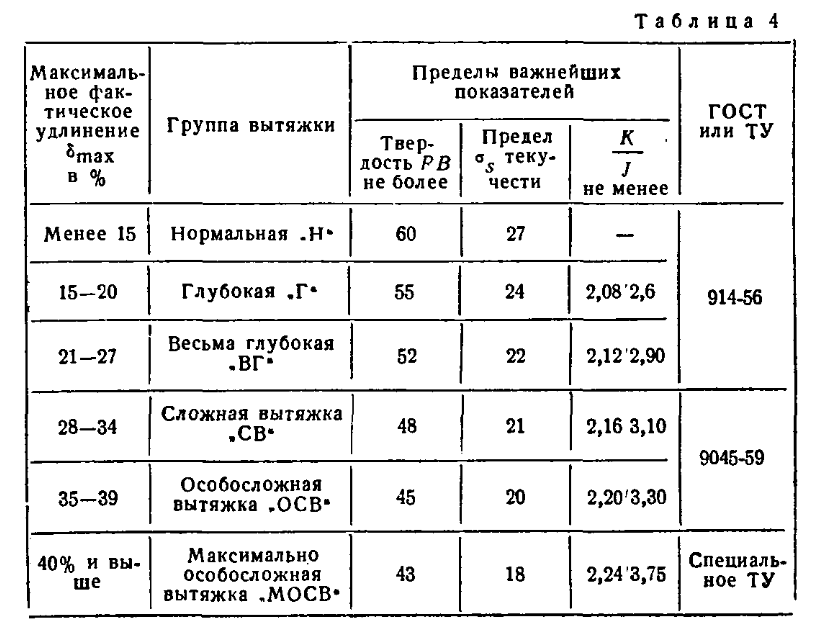
Под "вытяжкой" понимается буквально вытягивание металла при штамповке, как правило с уменьшением его толщины из-за растягивания листа. Как видно, сложность определяется в основном именно степенью вытяжки металла в штампе: если при удлинении до 30% штамповка была сравнительно простой, то максимальное удлинение в 35…40% было по сути предельным при тогдашних технологиях, а при большем удлинении металла гарантировать качество поверхности уже было невозможно - на ней появлялись "затяжки", волны металла, либо при попытке увеличить усилие, с которым сдавливалась пресс-форма, металл просто рвался. В зависимости от этого выделялось несколько групп сложности вытяжки, каждая - с соответствующими требованиями к используемой стали:
Именно поэтому крылья и другие детали сложной формы, когда это было возможно, старались отштамповать из двух и более частей, имеющих относительно неглубокую вытяжку, а потом сваривали их друг с другом, зачищали и паяли припоем швы:
С удлинением 40% и более штамповали только бензобаки, масляные картеры двигателей и тому подобные детали, ко внешнему виду которых нет особых требований, при этом волнистая поверхность считалась допустимым дефектом. Наряду с максимальным удлинением учитывалась также геометрическая форма детали, ее габариты, радиусы поверхности, и т.п., но при определении степени сложности штамповки это были всё же второстепенные параметры. Мелкие предусмотренные технологией дефекты на нелицевых панелях кузова, имеющих сложную форму, также считались вполне допустимыми - в противном случае пришлось бы тоже сваривать их из нескольких частей, а потом вручную зачищать и опаивать шов, что в случае практически не попадающих на глаза поверхностей было бы нерационально:
Вообще, требования по качеству штамповки сильно варьировали в зависимости от конкретной детали. К качеству поверхности лицевых кузовных панелей предъявлялись очень высокие требования, а с деталями вроде того же бензобака вообще особо не заморачивались - например, волны на баке считались вполне допустимым дефектом, хотя и признавалась неудачность выбранной технологии изготовления.
Таблица, в которую сведены данные по браку по разрывам металла с 1950 по 1960 год, также представляет интерес:
Разные показатели брака объясняли в первую очередь именно различной степенью конструктивной и технологической отработки разных деталей. Конкретный пример:
Крыло автомобиля ЗИЛ-150 при штамповке получает максимальное удлинение Smax ~40 % . По сравнению с крылом автомобиля ГАЗ-51 (Smax ~25%) конструкция его более сложная и по конфигурации, и по способу крепления, между тем толщина листа этих крыльев принята одинаковой (1,2 мм), что не свидетельствует о необходимом анализе конструкции этих деталей. Конструкция крыла автомобиля ГАЗ-51 удовлетворительна, и поэтому брак при штамповке крыла незначительный.
Интерес здесь представляет также пассаж про толщину металла. Из текста не вполне понятна конкретная зависимость, но очевидно, что толщина металла для деталей кузова выбиралась в том числе и по соображениям технологических требований процесса штамповки. По логике, чем металл толще - тем его проще обрабатывать с вытяжкой: больше запас на растяжение и уменьшение толщины. Так что, вероятно, толстый металл закладывался в том числе и по этим соображениям. А более "продвинутые" технологии штамповки позволяли уменьшить толщину металла и тем самым снизить массу и металлоёмкость.
При этом процент брака штамповки по мере освоения автомобилей в производстве резко снижался за счёт принимаемых мер технологического и конструктивного характера (примеры приведены в статье). Так, для капота "Победы" он снизился с 11,6% в 1950 году до 0,2...0,3% к концу выпуска автомобиля. Для центральной стойки кузова "Победы" — с 9,5% в 1950 году до полного отсутствия после середины пятидесятых. То есть, оснастку для штамповки кузова и сам техпроцесс постоянно "допиливали", добиваясь повышения эффективности процесса.
Стабильно достаточно высокий процент брака был только по самой технологически сложной детали "Победы" - крыше (3...5%). А вот у ЗИМа и "Волги" с самого начала был намного меньший процент брака по крыше — видимо, конструкция её самой или штампа для её изготовления стала более удачной, или просто форма детали была более выгодной для штамповки. Так что уход от "фастбэка" был, вероятно, оправдан и с технологической точки зрения.
Самый офигенный по масштабам брак был по капоту ЗИМа — 42% (!) в начале выпуска модели. В итоге его всё же довели до вменяемых цифр, но процент брака оставался высоким по сравнению с другими моделями, как и по некоторым другим деталям кузова. О причинах можно только гадать (очень сложная штамповка ? плохие штампы, как при освоении "Победы" ?). Но, кажется, ситуация с высокой себестоимостью этого автомобиля в производстве, по имеющимся данным чуть ли не вдвое превышавшей его розничную стоимость, начинает проясняться...
Сталь для кузовов закладывали разных марок, в зависимости от требуемых для конкретной детали кузова свойств. Названы марки 08кп и 02кп (стали кипящего раскисления, наиболее массовый на тот момент тип конструкционных сталей), 08Ю и 10Ю (перспективные стали, полученные раскислением алюминием - сегодня такая сталь широко используется в автомобилестроении). Во второй половине пятидесятых даже началось использованием импортной стали для лицевых панелей кузовов (подтверждение мифа о "бельгийской стали" ?!), причём на всех автозаводах страны, и длилось оно как минимум до времени написания статьи, т.е. середины шестидесятых.
По каким причинам не подходила запорожская сталь — точно не указано, но явно напрашивается вывод о худших штамповочных свойствах, из-за которых, вероятно, был выше процент брака ответственных штамповок, для которых оказывалось экономически выгоднее при наличии такой возможности закупить сталь за рубежом. В другом источнике указывается, в частности, что при сложной штамповке с глубокой вытяжкой очень большую роль играет равномерность толщины стального листа: штамп настраивается на определённую толщину металла, и если часть листа оказывается тоньше выставленного значения - появляется брак по морщинам, а если толще - то по разрывам. Кроме того, встречаются упоминания того, что поверхность кузова местами могла быть "шершавой", не идеально гладкой (но не понятно, возникал ли дефект при штамповке, или ещё на этапе прокатки листа). К сожалению, не указан конкретный сортамент деталей, выпускавшихся из импортной стали, или хотя бы её процент в кузове, но и сам по себе факт любопытен.